一种数控机床刀具的使用寿命信息确定方法及装置
文献发布时间:2023-06-19 18:30:43
技术领域
本发明涉及数控机床检测技术领域,特别涉及一种数控机床刀具的使用寿命信息确定方法。本发明同时还涉及一种数控机床刀具的使用寿命信息确定装置、电子设备及存储介质。
背景技术
数控机床是一种装有程序控制系统的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,用代码化的数字表示,通过信息载体输入数控装置。经运算处理由数控装置发出各种控制信号,控制机床的动作,按图纸要求的形状和尺寸,自动地将零件加工出来。数控加工对刀具的刚度、精度、耐用度及动平衡性能等方面要求更为严格。刀具的选择要注重工件的结构与工艺性分析,结合数控机床的加工能力、工件材料及工序内容等因素综合考虑。
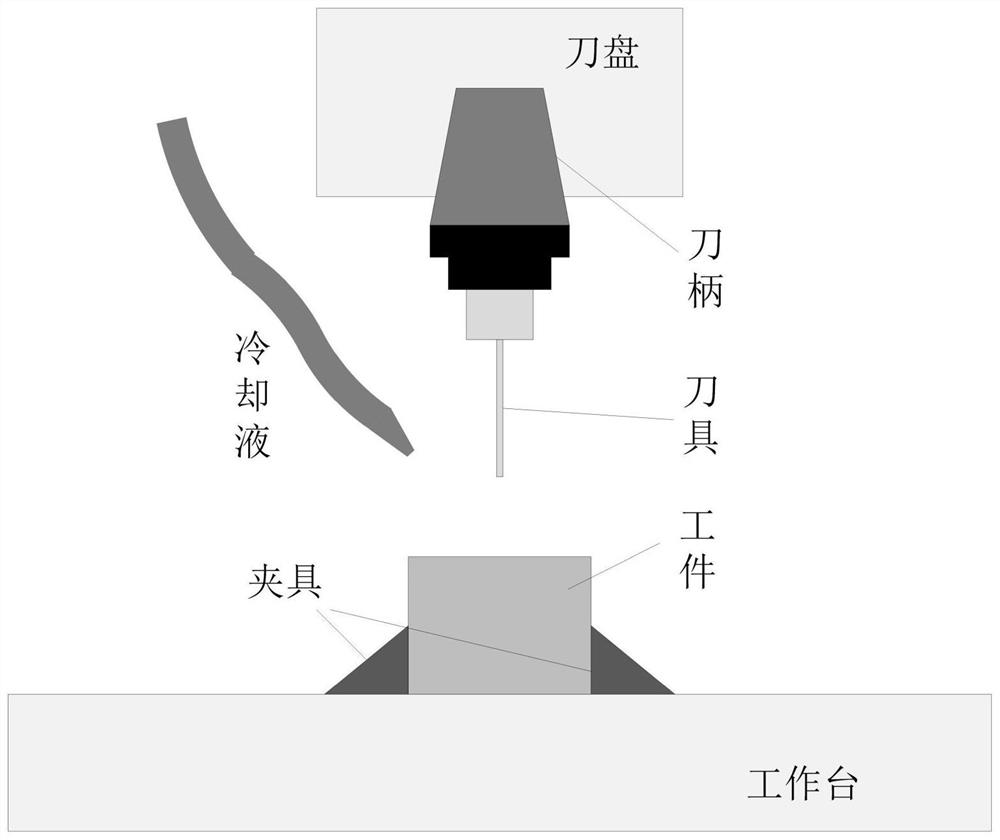
如图1所示,为现有技术中数控机床的加工装置结构示意图,数控机床的刀具在切削过程中,由于周期性地与被切削材料发生碰撞、挤压、摩擦,其性能不可避免地发生退化,进而造成加工进度下降,造成不必要的损失。因此,通过合理预测刀具的剩余使用寿命是提高生产效率以及降低损失的有力方法。理论上,只需要实时地测量出刀具的磨损量,并与失效时刀具测得的磨损量进行对比就可以得到刀具的剩余使用寿命。然而,直接测量磨损量会打断加工进程,造成了生产效率的下降。
发明人在实现本发明的过程中发现,尽管可以通过采集刀具加工过程中的各种切削参数来间接监测刀具磨损量,但是存在如下缺点:
(1)对于不同的刀具需要构建不同的监测模型,这无疑大大增加了监测系统的复杂度;
(2)在实际加工过程中,为了避免因刀具磨损退化导致的产品质量下降,刀具性能退化到一定程度就会被更换,这使得具有全寿命周期的刀具磨损数据难以获取;
(3)复杂的服役工况导致刀具退化模式多变,这要求监测系统具有更高的鲁棒性。
由此可见,如何针对复杂服役工况和不同的刀具类型,利用有限的数据及时获取完整且精确的刀具磨损退化信息是当前亟待解决的问题。
发明内容
本发明实施例提供一种数控机床刀具的使用寿命信息确定方法、装置、电子设备及存储介质,用以对不同服役工况下全寿命周期的刀具磨损特征信息进行充分发掘,提高数控机床的刀具磨损检测精度。
第一方面,提供一种数控机床刀具的使用寿命信息确定方法,应用于数控机床检测系统中,包括:
获取设置刀具的数控机床在各个工步的指标集,并按照各所述工步的时间顺序将所述指标集整合得到指标序列,所述指标集根据所述数控机床在各所述工步的功率信号以及振动信号生成;
从所述指标集中筛选相关系数大于预设阈值的指标形成筛选矩阵,所述相关系数基于所述指标序列以及时间序列得到,所述时间序列为与所述指标序列行数相等的等差数列;
将所述筛选矩阵在分解后的第一主分量作为所述刀具的健康因子,并将所述刀具以及所述数控机床的其他刀具在全寿命过程中每一个工步的健康因子合并生成历史数据集;
基于所述历史数据集生成刀具寿命预测模型;
当所述数控机床设置新的刀具时,基于所述刀具寿命预测模型确定所述新的刀具的剩余使用寿命范围,将所述剩余使用寿命范围作为所述新的刀具的使用寿命信息。
在一些实施例中,基于所述历史数据集生成刀具寿命预测模型,具体为:
基于所述历史数据集获取各所述刀具的剩余使用寿命,并根据所述剩余使用寿命的最大值对所述历史数据集进行磨损等级划分,所述剩余使用寿命根据所述刀具的最大使用寿命以及所述刀具所在的当前工步的编号生成;
根据所述剩余使用寿命建立所述磨损等级与所述健康因子的对应关系,并基于所述对应关系以及所述健康因子生成所述刀具寿命预测模型。
在一些实施例中,所述磨损等级的数量基于所述剩余使用寿命的最大值确定,根据所述剩余使用寿命建立所述磨损等级与所述健康因子的对应关系,具体为:
根据所述剩余使用寿命统计各所述磨损等级对应的健康因子,并获取各所述磨损等级对应的健康因子的标准差;
将统计结果以及所述标准差作为所述对应关系。
在一些实施例中,基于所述对应关系以及所述健康因子生成所述刀具寿命预测模型,具体为:
根据最小的磨损等级对应的健康因子的平均值以及最大的磨损等级对应的健康因子的平均值获取所述刀具寿命预测模型的模型参数;
根据所述模型参数以及所述标准差生成所述刀具寿命预测模型。
在一些实施例中,基于所述刀具寿命预测模型确定所述新的刀具的剩余使用寿命范围,具体为:
获取所述新的刀具的当前在所述数控机床的健康因子;
根据所述新的刀具的当前在所述数控机床的健康因子获取与所述新的刀具对应的磨损等级;
根据所述新的刀具对应的磨损等级以及所述刀具寿命预测模型确定所述新的刀具的剩余使用寿命范围
第二方面,一种数控机床刀具的使用寿命信息确定装置,其装置包括:
采集模块,采集刀具的数控机床在各个工步的指标集,以及将所述指标集筛选相关系数大于预设阈值的筛选矩阵;
获取模块,基于所述筛选矩阵获取所述刀具的健康因子,并将所述健康因子合并生成历史数据集;
生成模块,基于所述历史数据集生成刀具寿命预测模型;
确定模块,根据与所述刀具寿命预测模型,确定所述刀具的剩余寿命的模型参数;
检索模块,根据所述模型参数生成所述刀具的识别模型,并基于所述识别模型对所述刀具进行检测。
在一些实施例中,所述获取模块具体用于:
基于所述历史数据集获取各所述刀具的剩余使用寿命,并根据所述剩余使用寿命的最大值对所述历史数据集进行磨损等级划分,所述剩余使用寿命根据所述刀具的最大使用寿命以及所述刀具所在的当前工步的编号生成;
根据所述剩余使用寿命建立所述磨损等级与所述健康因子的对应关系,并基于所述对应关系以及所述健康因子生成所述刀具寿命预测模型。
在一些实施例中,所述生成模块具体用于:
所述生成模块具体用于:
根据所述剩余使用寿命统计各所述磨损等级对应的健康因子,并获取各所述磨损等级对应的健康因子的标准差;
将统计结果以及所述标准差作为所述对应关系;
第三方面,本发明还提供了一种电子设备,包括:
处理器;以及
存储器,用于存储所述处理器的可执行指令;
其中,所述处理器配置为经由执行所述可执行指令来执行第一方面中任意一项所述的数控机床刀具的使用寿命信息确定方法。
第四方面,本发明还提供了一种计算机可读存储介质,其上存储有计算机程序,所述计算机程序被处理器执行时实现如第一方面中所述的数控机床刀具的使用寿命信息确定方法。
通过应用以上技术方案,获取设置刀具的数控机床在各个工步的指标集,并按照各所述工步的时间顺序将所述指标集整合得到指标序列,所述指标集根据所述数控机床在各所述工步的功率信号以及振动信号生成;从所述指标集中筛选相关系数大于预设阈值的指标形成筛选矩阵,所述相关系数基于所述指标序列以及时间序列得到,所述时间序列为与所述指标序列行数相等的等差数列;将所述筛选矩阵在分解后的第一主分量作为所述刀具的健康因子,并将所述刀具以及所述数控机床的其他刀具在全寿命过程中每一个工步的健康因子合并生成历史数据集;基于所述历史数据集生成刀具寿命预测模型;当所述数控机床设置新的刀具时,基于所述刀具寿命预测模型确定所述新的刀具的剩余使用寿命范围,将所述剩余使用寿命范围作为所述新的刀具的使用寿命信息。能够有效合理预测刀具的剩余使用寿命,从而提高生产效率,降低损失。
附图说明
为了更清楚地说明本申请实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1为现有技术中数控机床的加工装置结构示意图;
图2为本发明具体实施例中的实验台传感器安装示意图;
图3为本发明具体实施例中的一种数控机床刀具的使用寿命信息确定方法流程示意图;
图4为本发明具体实施例中的原始信号图;
图5为本发明具体实施例中的斯皮尔曼等级相关系数筛选指标图;
图6为本发明具体实施例中的剩余使用寿命与磨损等级对应图;
图7为本发明具体实施例中的指数模型图;
图8为本发明具体实施例中的寿命预测结果图;
图9为本发明具体实施例中的一种数控机床的刀柄检测装置数据处理步骤示意图。
具体实施方式
下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本申请一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
需要说明的是,本领域技术人员在考虑说明书及实践这里公开的发明后,将容易想到本申请的其它实施方案。本申请旨在涵盖本申请的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本申请的一般性原理并包括本申请未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本申请的真正范围和精神由权利要求部分指出。
应当理解的是,本申请并不局限于下面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本申请的范围仅由所附的权利要求来限制。
如背景技术所述,刀具作为智能制造中最重要的部件,对其使用寿命进行估计不仅有利于保证加工质量,而且有利于提高加工效率和经济效益,在实际加工过程中,由于受到热力耦合作用,刀具磨损不可避免,当刀具磨损时,刀具与工件间的作用力发生变化,从而导致安装在刀具附近的传感器采集的信号也发生变化。所以本发明以下实施例需要在复杂服役工况下利用有限的数据及时发掘刀具磨损退化信息的基础上,提高对刀具的使用寿命信息确定的泛化能力。
下面结合图3来描述根据本申请示例性实施方式的数控机床刀具的使用寿命信息确定方法,具体步骤如下所述。需要注意的是,下述应用场景仅是为了便于理解本申请的精神和原理而示出,本申请的实施方式在此方面不受任何限制。相反,本申请的实施方式可以应用于适用的任何场景。
S101,获取设置刀具的数控机床在各个工步的指标集,并按照各所述工步的时间顺序将所述指标集整合得到指标序列,所述指标集根据所述数控机床在各所述工步的功率信号以及振动信号生成。
在本申请的具体实施场景中,该步骤实现方式如下:
利用安装在机床主轴附近的加速度传感器与功率传感器,同步采集每一个工步的的振动信号与功率信号{X,Y,Z,P}。对采集到的振动信号{X,Y,Z}进行指标计算,每个通道得到均方根值、波形因子、峰值因子、裕度因子、脉冲因子、峰峰值、峭度值、偏斜度、重心频率、均方频率、频率方差、信息熵各12个指标,对功率信号{P}进行指标计算,得到均方根值、波形因子、峰值因子、裕度因子、脉冲因子、峰峰值、峭度值、偏斜度、信息熵9个指标,共计45个指标。将每个工步对应的指标按时间顺序整合得到指标序列INDEX∈R
S102,从所述指标集中筛选相关系数大于预设阈值的指标形成筛选矩阵,所述相关系数基于所述指标序列以及时间序列得到,所述时间序列为与所述指标序列行数相等的等差数列。
在本申请的具体实施场景中,该步骤实现方式如下:
根据公式计算每个指标序列与时间序列的斯皮尔曼相关系数ρ,筛选出其中斯皮尔曼等级相关系数ρ大于0.8的敏感性指标组成新的矩阵INDEX
定义时间序列为长度与INDEX行数相等,间隔为1的等差数列t=1,2,3,…,N,d
S103,将所述筛选矩阵在分解后的第一主分量作为所述刀具的健康因子,并将所述刀具以及所述数控机床的其他刀具在全寿命过程中每一个工步的健康因子合并生成历史数据集。
为了获取更加真实的刀具寿命预测模型,在本申请的优选实施例中,基于所述历史数据集生成刀具寿命预测模型,具体为:
基于所述历史数据集获取各所述刀具的剩余使用寿命,并根据所述剩余使用寿命的最大值对所述历史数据集进行磨损等级划分,所述剩余使用寿命根据所述刀具的最大使用寿命以及所述刀具所在的当前工步的编号生成;
根据所述剩余使用寿命建立所述磨损等级与所述健康因子的对应关系,并基于所述对应关系以及所述健康因子生成所述刀具寿命预测模型。
更进一步,为了获取更加精准的磨损等级,在本申请的优选实施例中,所述磨损等级的数量基于所述剩余使用寿命的最大值确定,根据所述剩余使用寿命建立所述磨损等级与所述健康因子的对应关系,具体为:
根据所述剩余使用寿命统计各所述磨损等级对应的健康因子,并获取各所述磨损等级对应的健康因子的标准差;
将统计结果以及所述标准差作为所述对应关系。
在本申请的具体实施场景中,该步骤实现方式如下:
计算历史数据集中每把刀具的每一工步的剩余使用寿命,即剩余使用寿命等于该把刀具的最大使用寿命减去工步编号;根据斯特格斯(Sturges)的经验公式,将历史数据集划分为k个磨损等级,公式如下:
其中,max(life)为剩余使用寿命的最大值。磨损等级从1到k,等级越大,剩余使用寿命越短;根据剩余使用寿命统计每个磨损等级对应的健康因子,并计算每个磨损等级下健康因子的标准差{std}
S104,基于所述历史数据集生成刀具寿命预测模型。
更进一步,为了得到更精确的模型参数,在本申请的优选实施例中,基于所述对应关系以及所述健康因子生成所述刀具寿命预测模型,具体为:
根据最小的磨损等级对应的健康因子的平均值以及最大的磨损等级对应的健康因子的平均值获取所述刀具寿命预测模型的模型参数;
根据所述模型参数以及所述标准差生成所述刀具寿命预测模型。
在本申请的具体实施场景中,该步骤实现方式如下:
将得到的磨损等级定义为x,则模型为HealthIndicator=ae
其中inmin为磨损等级1所对应的健康因子的平均值,inmax为最大磨损等级k对应的健康因子的平均值,即,
inmin=mean(HealthIndicator
inmax=mean(HealthIndicator
根据最小二乘法,得到方程组,公式如下:
为简化计算,令
当HealthIndicator正增长时,ε(1)为正,ε(b→0)为负;反之,HealthIndicator负增长时,ε(1)为负,ε(b→0)为正,即b在0到1间存在非零解。根据二分法求解出参数b,并计算得到简化模型的参数
根据公式可以得到原模型参数,公式如下:
则寿命预测模型为如下公式:
HealthIndicator=ae
对新采集到的三个通道振动信号与功率信号经过上述步骤处理得到的健康因子HealthIndicator,根据上述步骤得到的模型,求取该次加工的磨损等级,公式如下:
则根据公式可计算该次加工可能的剩余使用寿命范围,公式如下:
minRUL=max(life)-x*sublife
maxRUL=minRUL+sublife
其中minRUL与maxRUL为剩余使用寿命可能的最小值与最大值,步长sublife=max(life)/k
S105,当所述数控机床设置新的刀具时,基于所述刀具寿命预测模型确定所述新的刀具的剩余使用寿命范围,将所述剩余使用寿命范围作为所述新的刀具的使用寿命信息。
为了获取新刀具寿命预测参数,在本申请的优选实施例中,基于所述刀具寿命预测模型确定所述新的刀具的剩余使用寿命范围,具体为:
获取所述新的刀具的当前在所述数控机床的健康因子;
根据所述新的刀具的当前在所述数控机床的健康因子获取与所述新的刀具对应的磨损等级;
根据所述新的刀具对应的磨损等级以及所述刀具寿命预测模型确定所述新的刀具的剩余使用寿命范围。
在本申请的具体实施场景中,该步骤实现方式如下:
利用主分量分析(PCA)将INDEX
通过应用以上技术方案,获取设置刀具的数控机床在各个工步的指标集,并按照各所述工步的时间顺序将所述指标集整合得到指标序列,所述指标集根据所述数控机床在各所述工步的功率信号以及振动信号生成;从所述指标集中筛选相关系数大于预设阈值的指标形成筛选矩阵,所述相关系数基于所述指标序列以及时间序列得到,所述时间序列为与所述指标序列行数相等的等差数列;将所述筛选矩阵在分解后的第一主分量作为所述刀具的健康因子,并将所述刀具以及所述数控机床的其他刀具在全寿命过程中每一个工步的健康因子合并生成历史数据集;基于所述历史数据集生成刀具寿命预测模型;当所述数控机床设置新的刀具时,基于所述刀具寿命预测模型确定所述新的刀具的剩余使用寿命范围,将所述剩余使用寿命范围作为所述新的刀具的使用寿命信息。能够有效合理预测刀具的剩余使用寿命,从而提高生产效率,降低损失。
为了进一步阐述本发明的技术思想,现结合具体的应用场景,对本发明的技术方案进行说明。
一种基于数模联动的数控机床刀具剩余使用寿命预测方法,其特征在于:首先利用加速度传感器与功率传感器采集刀具从新刀到经历多个工步直至不满足服役需求为止的振动信号与功率信号;然后利用斯皮尔曼相关系数(Spearman's correlationcoefficient)筛选出具有趋势性的敏感指标,并用主分量分析(Principal ComponentAnalysis,PCA)方法对敏感指标进行融合,得到能够表征刀具磨损退化的健康因子;然后根据斯特格斯(Sturges)的经验公式计算出合理的磨损等级数,并统计属于每个等级的健康因子。最后根据二分法优化的最小二乘拟合得到健康因子关于磨损等级的函数模型,用于对相同加工模式下的刀具的剩余使用寿命的预测。
在本申请的具体实施场景中,该步骤实现方式如下:
步骤一,利用布置在机床主轴上的三向加速度传感器与功率传感器,同步采集每一个工步的机床主轴的三个通道的振动信号与功率信号{X,Y,Z,P}。对采集到的振动信号{X,Y,Z}进行指标计算,每个通道得到均方根值、波形因子、峰值因子、裕度因子、脉冲因子、峰峰值、峭度值、偏斜度、重心频率、均方频率、频率方差、信息熵各12个指标,对功率信号{P}进行指标计算,得到均方根值、波形因子、峰值因子、裕度因子、脉冲因子、峰峰值、峭度值、偏斜度、信息熵9个指标,共计45个指标。将每个工步对应的指标按时间顺序整合得到指标序列INDEX∈R
步骤二,根据公式(1)计算每个指标序列与时间序列的斯皮尔曼等级相关系数ρ,筛选出其中斯皮尔曼等级相关系数ρ大于0.8的指标组成新的矩阵INDEX
定义时间序列为长度与INDEX行数相等,间隔为1的等差数列t=1,2,3,…,N,d
步骤三,利用主分量分析(PCA)将INDEX
步骤四,计算历史数据集中每把刀具的每一工步的剩余使用寿命,即剩余使用寿命等于该把刀具的最大使用寿命减去工步编号;根据斯特格斯(Sturges)的经验公式,如公式(2)将历史数据集划分为k个磨损等级;
其中,max(life)为剩余使用寿命的最大值。磨损等级从1到k,等级越大,剩余使用寿命越短;根据剩余使用寿命统计每个磨损等级对应的健康因子,并计算每个磨损等级下健康因子的标准差{std};
步骤五,根据二分法优化的最小二乘拟合,得到健康因子关于等级系数的函数模型;利用函数模型加减对应的标准差{std}得到了寿命预测的置信区间;
步骤六,对新采集到的三个通道振动信号与功率信号经过步骤一至三处理得到的健康因子,通过步骤五中得到的模型预测出剩余寿命的范围。
步骤五的具体方法:
将步骤四得到的磨损等级定义为x,则模型为HealthIndicator=ae
其中inmin为磨损等级1所对应的健康因子的平均值,inmax为最大磨损等级对应的健康因子的平均值,即,
inmin=mean(HealthIndicator
inmax=mean(HealthIndicator
根据最小二乘法,得到方程组如公式(5):
为简化计算,令
当HealthIndicator正增长时,ε(1)为正,ε(b→0)为负;反之,HealthIndicator负增长时,ε(1)为负,ε(b→0)为正,即b在0到1间存在非零解。根据二分法求解出参数b,并得到简化模型的参数
根据公式(7)得到原模型参数:
则寿命预测模型为公式(8):
HealthIndicator=ae
步骤六的具体方法:
对新采集到的三个通道振动信号与功率信号经过步骤一至三处理得到的健康因子HealthIndicator,根据步骤五得到的模型,求取该次加工的磨损等级:
则该次加工可能的剩余使用寿命范围为:
minRUL=max(life)-x*sublife
maxRUL=minRUL+sublife (10)
其中minRUL与maxRUL为剩余使用寿命可能的最小值与最大值,步长sublife=max(life)/k
相应地,本发明还提出了一种数控机床刀具的使用寿命信息确定装置,如图9所示,所述装置包括:
S401,采集模块,采集刀具的数控机床在各个工步的指标集,以及将所述指标集筛选相关系数大于预设阈值的筛选矩阵;
在本申请的具体实施场景中,该步骤实现方式如下:
利用安装在机床主轴附近的加速度传感器与功率传感器,同步采集每一个工步的的振动信号与功率信号{X,Y,Z,P}。对采集到的振动信号{X,Y,Z}进行指标计算,每个通道得到均方根值、波形因子、峰值因子、裕度因子、脉冲因子、峰峰值、峭度值、偏斜度、重心频率、均方频率、频率方差、信息熵各12个指标,对功率信号{P}进行指标计算,得到均方根值、波形因子、峰值因子、裕度因子、脉冲因子、峰峰值、峭度值、偏斜度、信息熵9个指标,共计45个指标。将每个工步对应的指标按时间顺序整合得到指标序列INDEX∈R
根据公式计算每个指标序列与时间序列的斯皮尔曼相关系数ρ,筛选出其中斯皮尔曼等级相关系数ρ大于0.8的敏感性指标组成新的矩阵INDEX
定义时间序列为长度与INDEX行数相等,间隔为1的等差数列t=1,2,3,…,N,d
S402,获取模块,基于所述筛选矩阵获取所述刀具的健康因子,并将所述健康因子合并生成历史数据集;
更进一步,为了获取监测精度和效率,在本申请的优选实施例中,根据所述获取模块具体用于:
基于所述历史数据集获取各所述刀具的剩余使用寿命,并根据所述剩余使用寿命的最大值对所述历史数据集进行磨损等级划分,所述剩余使用寿命根据所述刀具的最大使用寿命以及所述刀具所在的当前工步的编号生成;
根据所述剩余使用寿命建立所述磨损等级与所述健康因子的对应关系,并基于所述对应关系以及所述健康因子生成所述刀具寿命预测模型。
在本申请的具体实施场景中,该步骤实现方式如下:
利用主分量分析将INDEX
计算历史数据集中每把刀具的每一工步的剩余使用寿命,即剩余使用寿命等于该把刀具的最大使用寿命减去工步编号;根据斯特格斯(Sturges)的经验公式,将历史数据集划分为k个磨损等级,公式如下:
其中,max(life)为剩余使用寿命的最大值。磨损等级从1到k,等级越大,剩余使用寿命越短;根据剩余使用寿命统计每个磨损等级对应的健康因子,并计算每个磨损等级下健康因子的标准差{std}。
S403,生成模块,基于所述历史数据集生成刀具寿命预测模型;
更进一步,为了筛除提高方法的适应性和高效性,在本申请的优选实施例中,根据所述生成模块具体用于:
根据所述剩余使用寿命统计各所述磨损等级对应的健康因子,并获取各所述磨损等级对应的健康因子的标准差;
将统计结果以及所述标准差作为所述对应关系。
在本申请的具体实施场景中,该步骤实现方式如下:
将得到的磨损等级定义为x,则模型为HealthIndicator=ae
其中inmin为磨损等级1所对应的健康因子的平均值,inmax为最大磨损等级k对应的健康因子的平均值,即,
inmin=mean(HealthIndicator
inmax=mean(HealthIndicator
根据最小二乘法,得到方程组,公式如下:
为简化计算,令
当HealthIndicator正增长时,ε(1)为正,ε(b→0)为负;反之,HealthIndicator负增长时,ε(1)为负,ε(b→0)为正,即b在0到1间存在非零解。根据二分法求解出参数b,并计算得到简化模型的参数
根据公式可以得到原模型参数,公式如下:
则寿命预测模型为如下公式:
HealthIndicator=ae
对新采集到的三个通道振动信号与功率信号经过上述步骤处理得到的健康因子HealthIndicator,根据上述步骤得到的模型,求取该次加工的磨损等级,公式如下:
则根据公式可计算该次加工可能的剩余使用寿命范围,公式如下:
minRUL=max(life)-x*sublife
maxRUL=minRUL+sublife
其中minRUL与maxRUL为剩余使用寿命可能的最小值与最大值,步长sublife=max(life)/k。
S404,确定模块,根据与所述刀具寿命预测模型,确定所述刀具的剩余寿命的模型参数;
S405,检索模块,根据所述模型参数生成所述刀具的识别模型,并基于所述识别模型对所述刀具进行检测。
相应的,本发明还提出了一种电子设备,包括:
处理器;以及
存储器,用于存储所述处理器的可执行指令;
其中,所述处理器配置为经由执行所述可执行指令来如上任意一项所述的光缆形变检测方法。
相应的,本发明还提出了一种计算机可读存储介质,其上存储有计算机程序,其特征在于,所述计算机程序被处理器执行时实现如上所述的数控机床的刀柄检测方法。
通过应用以上技术方案,获取设置刀具的数控机床在各个工步的指标集,并按照各所述工步的时间顺序将所述指标集整合得到指标序列,所述指标集根据所述数控机床在各所述工步的功率信号以及振动信号生成;从所述指标集中筛选相关系数大于预设阈值的指标形成筛选矩阵,所述相关系数基于所述指标序列以及时间序列得到,所述时间序列为与所述指标序列行数相等的等差数列;将所述筛选矩阵在分解后的第一主分量作为所述刀具的健康因子,并将所述刀具以及所述数控机床的其他刀具在全寿命过程中每一个工步的健康因子合并生成历史数据集;基于所述历史数据集生成刀具寿命预测模型;当所述数控机床设置新的刀具时,基于所述刀具寿命预测模型确定所述新的刀具的剩余使用寿命范围,将所述剩余使用寿命范围作为所述新的刀具的使用寿命信息。能够有效合理预测刀具的剩余使用寿命,从而提高生产效率,降低损失。
存储器可以包括RAM(Random Access Memory,随机存取存储器),也可以包括非易失性存储器,例如至少一个磁盘存储器。可选的,存储器还可以是至少一个位于远离前述处理器的存储装置。
上述的处理器可以是通用处理器,包括CPU(Central Processing Unit,中央处理器)、NP(Network Processor,网络处理器)等;还可以是DSP(Digital Signal Processing,数字信号处理器)、ASIC(Application SpecificIntegrated Circuit,专用集成电路)、FPGA(Field-Programmable Gate Array,现场可编程门阵列)或者其他可编程逻辑器件、分立门或者晶体管逻辑器件、分立硬件组件。
在本发明提供的又一实施例中,还提供了一种计算机可读存储介质,该计算机可读存储介质中存储有计算机程序,所述计算机程序被处理器执行时实现如上所述的语音合成方法。
在本发明提供的又一实施例中,还提供了一种包含指令的计算机程序产品,当其在计算机上运行时,使得计算机执行如上所述的语音合成方法。
在上述实施例中,可以全部或部分地通过软件、硬件、固件或者其任意组合来实现。当使用软件实现时,可以全部或部分地以计算机程序产品的形式实现。所述计算机程序产品包括一个或多个计算机指令。在计算机上加载和执行所述计算机程序指令时,全部或部分地产生按照本发明实施例所述的流程或功能。所述计算机可以是通用计算机、专用计算机、计算机网络、或者其他可编程装置。所述计算机指令可以存储在计算机可读存储介质中,或者从一个计算机可读存储介质向另一个计算机可读存储介质传输,例如,所述计算机指令可以从一个网站站点、计算机、服务器或数据中心通过有线(例如同轴电缆、光纤、数字用户线)或无线(例如红外、无线、微波等)方式向另一个网站站点、计算机、服务器或数据中心进行传输。所述计算机可读存储介质可以是计算机能够存取的任何可用介质或者是包含一个或多个可用介质集成的服务器、数据中心等数据存储设备。所述可用介质可以是磁性介质,(例如,软盘、硬盘、磁带)、光介质(例如,DVD)、或者半导体介质(例如固态硬盘)等。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个……”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
本说明书中的各个实施例均采用相关的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。
以上所述仅为本发明的较佳实施例而已,并非用于限定本发明的保护范围。凡在本发明的精神和原则之内所作的任何修改、等同替换、改进等,均包含在本发明的保护范围内。
- 一种上报及确定波束信息的方法和装置
- 一种确定地址信息的方法、装置和计算机可读存储介质
- 一种数控机床刀具剩余使用寿命预测方法、系统及应用
- 一种数控机床刀具剩余使用寿命预测方法、系统及应用