光伏组件制造工艺、制造装置及光伏组件
文献发布时间:2023-06-19 18:34:06
技术领域
本申请实施例涉及光伏产品制造技术领域,特别涉及一种光伏组件制造工艺及光伏组件。
背景技术
随着社会的不断发展,对能源的需求也越来越高,而传统能源由于在使用过程中存在污染高耗能高的问题,因此正逐渐被清洁能源替代。而太阳能作为清洁能源中获取较为便利的一种,已经开始得到广泛的应用。太阳能的获取依靠光伏组件,光伏组件能够在太阳光的照射下产生光生电流,光生电流通过光伏组件中的接线盒向外界输送。光伏组件中接线盒的连接可靠性影响着光生电流向外输送时的稳定性。
发明内容
本申请实施方式的目的在于提供一种光伏组件制造工艺、制造装置及光伏组件,能够在光伏组件制造过程中避免接线盒出现二极管连接失效。
为解决上述技术问题,本申请的实施方式提供了一种光伏组件制造工艺,包括:
提供层压件;
将接线盒设置在层压件上,使层压件的汇流条引入接线盒中;
将汇流条压紧在接线盒内的焊盘上;
对汇流条与接线盒的相对位置进行焊前视觉检测;
采用激光头对汇流条与焊盘进行激光焊接;
对激光焊接后的焊缝进行焊后视觉检测。
本申请的实施方式还提供了一种光伏组件制造装置,包括承载机构、压紧机构、激光头及视觉检测系统,承载机构用于承载层压件;压紧机构用于将汇流条压紧在层压件上的接线盒内的焊盘上;激光头用于对汇流条与焊盘进行激光焊接;视觉检测系统包括第一视觉检测器和第二视觉检测器,第一视觉检测器用于对汇流条与接线盒的相对位置进行焊前视觉检测,第二视觉检测器用于对激光焊接后的焊缝进行焊后视觉检测。
本申请的实施方式还提供了一种光伏组件,包括层压件和接线盒,接线盒固定在层压件上,接线盒内的焊盘与层压件的汇流条通过激光焊接固定,汇流条上具有穿透汇流条并向焊盘内部延伸的焊缝。
本申请的实施方式提供的光伏组件制造工艺及光伏组件,采用激光焊接代替传统的热压焊。在激光焊接过程中,可以在汇流条与焊盘之间的界面处形成直接接触的部分,可以代替在传统热压焊中融合在汇流条与焊盘之间的界面处的金属锡。由于无需通过锡膏实现汇流条与焊盘的固定,因此汇流条与焊盘的连接可靠性不会受到因缺少锡膏而导致的虚焊影响。同时,在汇流条与焊盘固定后,汇流条的金属材质与焊盘的金属材质融为一体,可以确保两者之间的连接强度。从而在光伏组件制造过程中避免接线盒出现二极管连接失效。
并且,通过在焊接之前对汇流条与焊盘的相对位置进行视觉检测,可以根据检测结果确定汇流条在焊盘上的焊接位置,以达到对汇流条与焊盘焊接时的精确控制。从而确保焊接能够在预定范围内进行,避免出现偏焊、误焊等不良现象。同时,通过对焊接完成后的焊缝进行视觉检测,可以根据检测结果判断焊缝是否满足要求,以便将不符合要求的焊接产品及时筛选出来。
附图说明
一个或多个实施例通过与之对应的附图中的图片进行示例性说明,这些示例性说明并不构成对实施例的限定,附图中具有相同参考数字标号的元件表示为类似的元件,除非有特别申明,附图中的图不构成比例限制。
图1是本申请一些实施例提供的光伏组件制造工艺的流程图;
图2是本申请一些实施例提供的制备层压件的步骤流程图;
图3是本申请一些实施例提供的对汇流条与接线盒的相对位置进行视觉检测的步骤流程图;
图4是本申请一些实施例提供的对接线盒进行定位并拍照的步骤流程图;
图5是本申请一些实施例提供的对汇流条进行定位并拍照的步骤流程图;
图6是本申请一些实施例提供的焊前层压件的拍照结果示意图;
图7是本申请一些实施例提供的焊前二极管所在位置的拍照结果示意图;
图8是本申请一些实施例提供的焊前汇流条所在位置的拍照结果示意图;
图9是本申请一些实施例提供的焊后汇流条所在位置的拍照结果示意图;
图10是本申请一些实施例提供的光辐射信号的检测结果示意图;
图11是本申请一些实施例提供的光伏组件制造装置的结构示意图;
图12是本申请一些实施例提供的光伏组件的组成结构示意图;
图13是本申请一些实施例提供的光伏组件的仰视结构示意图;
图14是本申请一些实施例提供的光伏组件中接线盒内汇流条与焊盘的连接结构示意图。
具体实施方式
为使本申请实施例的目的、技术方案和优点更加清楚,下面将结合附图对本申请的各实施方式进行详细的阐述。然而,本领域的普通技术人员可以理解,在本申请各实施方式中,为了使读者更好地理解本申请而提出了许多技术细节。但是,即使没有这些技术细节和基于以下各实施方式的种种变化和修改,也可以实现本申请所要求保护的技术方案。以下各个实施例的划分是为了描述方便,不应对本申请的具体实现方式构成任何限定,各个实施例在不矛盾的前提下可以相互结合相互引用。
除非另有定义,本文所使用的所有的技术和科学术语与属于本申请的技术领域的技术人员通常理解的含义相同;本文中所使用的术语只是为了描述具体的实施例的目的,不是旨在限制本申请;本申请的说明书和权利要求书及上述附图说明中的术语“包括”和“具有”以及它们的任何变形,意图在于覆盖不排他的包含。
在本申请实施例的描述中,技术术语“第一”“第二”等仅用于区别不同对象,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量、特定顺序或主次关系。在本申请实施例的描述中,“多个”的含义是两个以上,除非另有明确具体的限定。
在本申请实施例的描述中,除非另有明确的规定和限定,技术术语“安装”“相连”“连接”“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;也可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本申请实施例中的具体含义。
光伏组件作为光伏发电系统的核心,起到将太阳能转化为电能的作用。光伏组件中的电池片具有光生伏特效应,能够在太阳光的照射下产生光生电流。光伏组件中通常设置有大量的电池片,通过将多个电池片串接在一起形成电池串,有利于使光伏组件得到所需的电压和功率。光伏组件中的电池串通过汇流条实现串联或者并联,以便将多个电池串形成的电能汇集起来并通过汇流条进行输送。
光伏组件通常通过接线盒与外部电控装置实现电连接,接线盒在设置的过程中,会与光伏组件中的汇流条进行电连接,汇流条输送的电能通过接线盒向外输出。接线盒中包括二极管,二极管可以对光伏组件中的电池串组起到异常保护作用。同时,接线盒中还具有用于与汇流条进行连接的焊盘,焊盘可以为汇流条提供固定位置,以便实现汇流条与接线盒内的电路部分的电连接。
接线盒通常设置在光伏组件中的背板表面,即设置在光伏组件的背光面。光伏组件中连接多个电池串组的汇流条在从背板上的引出线孔穿出后,引入接线盒中,进而与接线盒中的焊盘进行固定。
现有技术中,汇流条采用热压焊(hotbarwelding)的形式与接线盒内的焊盘固定。在焊接过程中,会将锡膏预置在接线盒内的焊盘上。焊盘上设置有储锡槽,锡膏在经过高温熔化后,将汇流条压紧在焊盘上已经存有熔化的锡膏的部分上,锡膏冷却后即完成汇流条互焊盘的焊接。
由于汇流条与焊盘之间的连接依靠锡膏实现,因此锡膏的分布位置决定着汇流条与焊盘连接时的牢固程度。在焊接过程中,由于需要控制所需的锡膏量,因此容易出现因锡膏不足而导致的虚焊。
另外,在实际应用过程中,由于汇流条、焊盘所采用的金属材质与锡的膨胀系数不同,因此汇流条与焊盘的连接位置在受到冷热冲击后易出现脱层现象,导致发生脱焊。
这些都导致光伏组件在设置接线盒的过程中,容易出现连接失效现象,即光伏组件中的汇流条与接线盒的焊盘之间的连接可靠性无法得到保证。
为了确保接线盒在光伏组件中的连接可靠性,本申请一些实施例提供了一种光伏组件制造方法。采用激光焊接代替传统的热压焊,在激光焊接过程中,无需设置锡膏焊料,通过高温熔化汇流条以及焊盘的金属材质。进而使汇流条与焊盘的金属材质发生融合,从而形成一体结构。由于无需通过锡膏实现汇流条与焊盘的固定,而是直接通过汇流条与焊盘的金属材质融为一体实现固定,因此汇流条与焊盘的连接可靠性不会受到虚焊影响,从而可以大幅提高汇流条与焊盘的连接可靠性。同时,在汇流条与焊盘形成连接后,由于汇流条与焊盘的金属材质融为一体,两者之间的连接强度也能够得到加强。特别是当汇流条与焊盘采用相同材质,如铜金属时,二者之间相同金属之间的融合性可以进一步提高汇流条与焊盘之间的固定强度。
另外,现有技术中,汇流条与焊盘在焊接过程中,需要人眼确认汇流条以及接线盒的位置,进而确保汇流条与接线盒内的焊盘之间的焊接精度。同时,在焊接完成后,需要人眼检测焊接结果是否符合预期要求。由于人眼检测精度较低,容易在焊接过程中产生偏焊、误焊等不良品。并且在焊接完成后,由于人眼检测容易导致疏漏的弊端,会导致焊接不良的产品流入下一工序。
并且,随着光伏组件的生产不断朝着自动化方向发展,现有技术中的检测方式已无法满足光伏组件的生产需求。
因此,本申请一些实施例提供的光伏组件制造方法还包括对焊接前的位置以及焊接后的焊缝进行视觉检测的步骤。通过视觉检测系统定位汇流条与接线盒的位置,以确定实际焊接过程中汇流条的焊接位置。并且通过视觉检测系统检测焊接后形成的焊缝,根据检测结果判断焊缝是否满足预期要求。
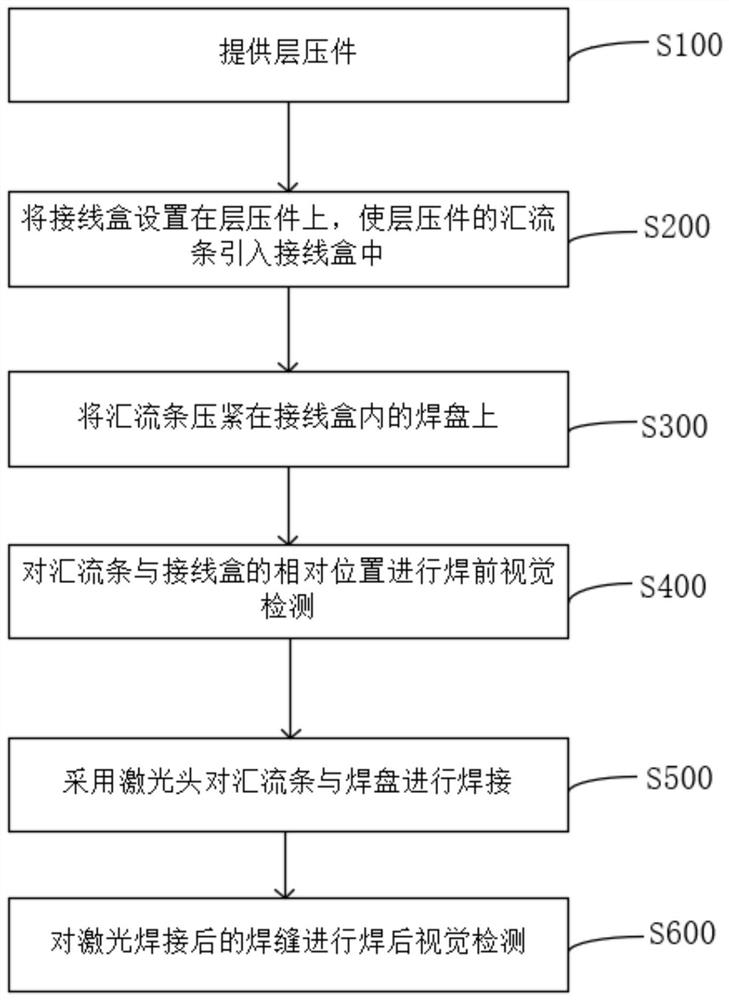
如图1所示,本申请一些实施例提供的光伏组件制造工艺,包括:
步骤S100、提供层压件。
层压件包括电池串组,电池串组包括多个电池串,多个电池串通过汇流条进行连接。每个电池串由多个电池片通过焊带串接形成。通过将多个电池片串接成电池串,并将多个电池串以串联或者并联的形式连接成电池串组,可以提高光伏组件的电压和功率,以确保光伏组件的发电效能能够满足预期要求。
步骤S200、将接线盒设置在层压件上,使层压件的汇流条引入接线盒中。
光伏组件依靠接线盒与外部电控装置电连接,接线盒内同时具有二极管以及经由电缆形成的电路。二极管可以对光伏组件的电池串组形成防护作用,二极管的导电端子部分与汇流条连接,以将光伏组件的电池串组连通至外部电控装置。
步骤S300、将汇流条压紧在接线盒内的焊盘上。
接线盒内的焊盘可以为汇流条提供固定位置。焊盘可以由二极管的导电端子部分形成,即将二极管的导电端子部分延伸成具有一定面积的平面状,以便实现与汇流条的连接。另外,焊盘也可以采用单独的焊盘部件,即将单独的焊盘部件通过锚定等紧固件固定在接线盒内,并将单独的焊盘部件与二极管的导电端子进行连接。将汇流条压紧在接线盒内的焊盘上,可以有利于后续进行激光焊接。
步骤S400、对汇流条与接线盒的相对位置进行焊前视觉检测。
视觉检测可以通过CCD机器视觉系统实现,CCD机器视觉系统包括CCD相机以及控制中心,CCD相机可以在控制中心的控制下移动以对待检测对象进行拍照,而拍照结果则可以在传送到控制中心后进行识别。CCD机器视觉系统包含定位功能、测量功能和识别功能,也就是说,CCD机器视觉系统可以自动定位待检测对象外观上的位置特征,并自动测量待检测对象的外观尺寸,还可以识别待检测对象上的颜色、图形或者字符等。同时,CCD机器视觉系统还可以建立数据库模型,通过将待检测对象的图像与数据库中的图像进行对比,来判断待检测对象是否合格。
通过对汇流条与接线盒的相对位置进行检测,可以在焊接之前确定汇流条的焊接区域以及焊接的起始位置和终了位置。
步骤S500、采用激光头对汇流条与焊盘进行激光焊接。
激光头可以通过发射特定功率的激光来实现焊接。激光头发射的激光在到达汇流条表面后,会使汇流条以及焊盘熔化。随着激光的移动,在激光走过的路径,会形成焊缝,位于焊缝处的汇流条会与焊盘融为一体。
步骤S600、对激光焊接后的焊缝进行焊后视觉检测。
通过对激光焊接后的焊缝进行视觉检测,可以判断焊接后所形成的焊缝是否满足要求。
本申请一些实施例提供的光伏组件制造工艺,采用激光焊接代替传统的热压焊。在激光焊接过程中,可以在汇流条与焊盘之间的界面处形成直接接触的部分,可以代替在传统热压焊中融合在汇流条与焊盘之间的界面处的金属锡。由于无需通过锡膏实现汇流条与焊盘的固定,因此汇流条与焊盘的连接可靠性不会受到因缺少锡膏而导致的虚焊影响。同时,在汇流条与焊盘固定后,汇流条的金属材质与焊盘的金属材质融为一体,可以确保两者之间的连接强度。从而在光伏组件制造过程中避免接线盒出现二极管连接失效。
另外,通过在焊接之前对汇流条与焊盘的相对位置进行视觉检测,可以根据检测结果确定汇流条在焊盘上的焊接位置,以达到对汇流条与焊盘焊接时的精确控制。从而确保焊接能够在预定范围内进行,避免出现偏焊、误焊等不良现象。同时,通过对焊接完成后的焊缝进行视觉检测,可以根据检测结果判断焊缝是否满足要求,以便将不符合要求的焊接产品及时筛选出来。
在本申请的一些实施方式中,如图2所示,步骤S100、提供层压件包括如下步骤:
S110、对电池片进行串焊,以形成电池串组。
电池片通常包括基底、形成在基底上的PN结与钝化结构以及位于电池片表面的栅线电极。基底通常采用硅基底,硅基底上形成的PN结在光照作用下产生电流。栅线电极包括细栅线,细栅线用于将PN结产生的电流进行导出。电池片可以经过自动串焊机进行自动串焊。串焊过程中首先将多个电池片通过焊带连接形成电池串,然后将多个电池串通过汇流条连接形成电池串组。
S120、在盖板上铺设第一封装胶膜。
盖板为位于电池串组正面的保护板,对电池串组起到保护作用。同时,盖板可以采用玻璃,以便在电池串组的正面起到透光作用。第一封装胶膜可以采用EVA胶膜、POE胶膜或者PVB胶膜,用于在电池串组的正面起到粘接作用。
S130、将电池串组铺设于第一封装胶膜膜上。
S140、在电池串组上焊接汇流条。
汇流条与电池串上的焊带保持相交状态进行焊接,实际情形中,可以使汇流条与电池串上的焊带保持垂直状态,可以减少电池串所产生的光生电流的传输路径,降低电流损耗。
S150、将第二封装胶膜铺设于电池串组上。
第二封装胶膜位于电池串组的背面,第二封装胶膜可以采用EVA胶膜、POE胶膜或者PVB胶膜,用于在电池串组的背面起到粘接作用。
S160、将背板铺设于第二封装胶膜上。
背板在电池串组的背面起到保护作用,背板同样可以采用玻璃,以便在电池串组的背面起到透光作用。同时,背板上具有引出线孔,汇流条可以从背板上的引出线孔穿出,而使一部分露出在背板表面。背板上通常设置有一到三组引出线孔,每组引出线孔对应有一对汇流条。
S170、对盖板、第一封装胶膜、电池串组、第二封装胶膜和背板进行层压固定,以得到层压件。
层压过程可以在层压机的层压腔中进行,在层压之前,可以在盖板与背板表面覆盖高温布,以防止封装胶膜在层压过程中出现溢出现象。同时,穿出背板的汇流条在层压时,会保持与背板贴合的状态,即在层压时,会对汇流条穿出背板的部分进行弯折,使汇流条穿出背板的部分与背板保持贴合状态,以避免影响到层压机层压腔的闭合。而在层压完成形成层压件后,则可以将贴合在背板上的汇流条重新回正,使汇流条穿出背板的部分与背板保持垂直状态,以便在设置接线盒时使汇流条引入接线盒内。另外,在完成层压形成层压件后,可以对层压件是否有隐裂、破片、虚焊等不良情况进行检测。
在完成层压件的制备后,将接线盒设置在层压件上。接线盒可以通过粘胶固定在层压件上,与汇流条位置对应,接线盒设置在层压件的背板表面。同时,引入接线盒内的汇流条可以通过压头压紧在接线盒内的焊盘上。进而在开始焊接之前对汇流条以及接线盒的位置进行检测。
通常情况下,层压件上可以设置一个或者多个接线盒,例如,层压件上设置的接线盒数量可以为2~6个,优选为3个。另外,接线盒在层压件背面的位置,可以处于层压件边缘或者靠近层压件中心的内侧。接线盒设置在靠近层压件中心的内侧时,优先设置在层压件的中心线上,更进一步地,优先设置在层压件长边的中心线上。层压件上设置的每个接线盒内部至少有一个二极管,一个光伏组件中的至少一个二极管与汇流条的电连接采用本专利方案实现。
在本申请的一些实施方式中,如图3所示,步骤S400、对汇流条与接线盒的相对位置进行焊前视觉检测,包括:
步骤S410、对接线盒进行定位并拍照。
在视觉检测系统检测过程中,首先需要对待检测对象进行定位。在获知待检测对象所在位置后,再对接线盒进行精确拍照,以通过接线盒内的结构特征精确识别接线盒所在位置。在一些实施例中,可以通过接线盒的外围轮廓特征或者内部部件特征对接线盒的精确位置进行检测。
步骤S420、对汇流条进行定位并拍照。
与接线盒类似,在检测汇流条的位置时,首先获取汇流条所在位置,然后对汇流条进行精确拍照。通过汇流条的结构特征对汇流条的位置进行检测。
步骤S430、根据接线盒的拍照结果以及汇流条的拍照结果获取汇流条与接线盒的相对位置。
在分别得到接线盒的准确位置以及汇流条的准确位置后,便可得到汇流条与接线盒的相对位置,也就可以得到汇流条相对接线盒内的焊盘所在的实际位置。从而便于控制汇流条相对接线盒内的焊盘的实际焊接位置。
在本申请的一些实施方式中,如图4所示,步骤S410、对接线盒进行定位并拍照可以包括如下步骤:
S411、对层压件进行拍照,并根据层压件的拍照结果识别接线盒内的二极管。
接线盒设置在层压件的背板表面,在焊接过程中,层压件的背板表面朝上,可以对层压件进行拍照,获取层压件背板的表面图像。层压件的图像中包含接线盒的像素特征。由于二极管固定在接线盒内,位置不会变化,因此,获取二极管的位置即可获知接线盒所在位置。因此,通过对层压件拍照结果中的特定像素特征,即接线盒内的二极管进行识别,可以获知接线盒所在位置。需要说明的是,二极管的识别可以通过颜色识别实现,二极管在接线盒内的封装颜色为黑色,与周围焊盘的金属颜色具有明显区别,因此较易被识别。同时,二极管的封装材料上还会设置字符标签,以体现二极管的参数特征。结合二极管封装材料上的字符标签,可以便于对层压件图像中的二极管特征进行识别。层压件的拍照结果图像可以参照图6,可以看到,接线盒内的二极管与周边呈现白亮色的焊盘相比,具备较为明显的深黑色颜色特征。
S412、对二极管所在位置进行拍照,并根据拍照结果获取接线盒的位置。
在通过识别层压件图像中的二极管特征而获知接线盒位置后,对接线盒内的二极管进行拍照,并通过二极管图像中二极管的外部轮廓或者字符标签与拍照中心点的相互位置关系,检测二极管所在的精确位置,以得到接线盒所在的精确位置。二极管所在位置的拍照结果图像可以参照图7,可以看到,接线盒较为明显地处于图像的中心位置处,可以借助二极管的外部轮廓来精确获知接线盒所在位置。
在得到接线盒所在的精确位置后,继续对汇流条所在的精确位置进行检测。
在本申请的一些实施方式中,如图5所示,步骤S420、对汇流条进行定位并拍照可以包括如下步骤:
S421、对层压件进行拍照,并根据层压件的拍照结果识别汇流条沿宽度方向相对的两个边缘。
与获取接线盒的位置一致,在对汇流条进行位置检测时,可以先对层压件进行拍照,得到的层压件图像中包含汇流条的像素特征。汇流条压紧在接线盒内的焊盘上时,汇流条在宽度方向上相对的两个边缘位于焊盘的可焊接区域内。因此在得到的层压件图像中,可以通过汇流条在宽度方向上相对的两个边缘所形成边界线对汇流条进行识别,得到汇流条的所在位置。
S422、对汇流条沿宽度方向相对的两个边缘进行拍照,并根据拍照结果获取汇流条的位置。
在通过识别层压件图像中的汇流条边缘特征而获知汇流条位置后,对接线盒内的汇流条进行拍照,并通过汇流条图像中汇流条的外部轮廓与拍照中心点的相互位置关系,检测并得到汇流条所在的精确位置。汇流条所在位置的拍照结果图像可以参照图8,可以看到,汇流条沿宽度方向相对的两个边缘处具有较为明显的偏白亮色颜色特征(图8中图像左边矩形虚线框的上下两个长边所示边缘),可以借助汇流条沿宽度方向相对的两个边缘来精确获知汇流条所在位置。
在分别获知接线盒与汇流条二者的精确位置后,可以对二者位置进行比较,得到汇流条与接线盒的相对位置。也就是说,根据接线盒与汇流条二者所在的精确位置,可以检测汇流条位于接线盒内的实际位置。接线盒的精确位置确定后,即可确定接线盒内的焊盘位置。也就可以得到汇流条压紧在接线盒内的焊盘上的实际位置,从而判断汇流条在接线盒内的焊盘上的位置是否存在偏移。
在本申请的一些实施方式中,在对汇流条与焊盘的相对位置进行位置检测之后,且采用激光头对汇流条与焊盘进行激光焊接之前,还包括:
根据汇流条与接线盒的相对位置对激光头的焊接位置进行调整。
可以理解的是,汇流条在采用压头压紧在接线盒内的焊盘上的过程中,会由于汇流条的表面平整性、焊盘的表面平整性或者压头的压力重心而导致实际压紧位置出现偏移情况。在根据视觉检测系统得到汇流条与接线盒的相对位置后,可以根据该相对位置对激光头的焊接位置进行调整,以便焊接过程能够在汇流条表面的预定路径进行。从而避免出现偏焊、误焊的情况发生,也避免因偏焊而导致焊盘出现熔穿问题。
在实际焊接过程中,激光头可以按照直线路径或者曲线路径在汇流条表面进行焊接。同时,激光头可以按照封闭路径或者非封闭路径对汇流条与焊盘进行焊接。也就是说,汇流条表面在激光走过的路径所形成的焊缝可以呈现为直线,也可以呈现为曲线。同时,汇流条表面在激光走过的路径所形成的焊缝可以呈现为方形、圆形等封闭图形,也可以呈现为波浪形、S形等非封闭图形。
另外,焊接后形成的焊缝需要进行检测,以判断最终形成的焊接产品是否满足要求。通常,可以通过预先测试得到符合要求的焊缝所具有的参数特征,如焊缝的长度特征、宽度特征或者深度特征分别在哪些范围以内时得到的焊接产品是符合要求的。为了便于判断汇流条在激光焊接后的焊接质量,在实际情形中,可以选取焊接合格的产品进行检测,得到汇流条表面的焊缝在哪些情况下可以符合焊接质量要求。
在本申请的一些实施方式中,对激光焊接后的焊缝进行焊后视觉检测,包括:
对焊缝进行拍照,检测焊缝的宽度是否在0.3毫米至0.4毫米的范围以内。
也就是说,在完成汇流条与接线盒内的焊盘的焊接后,可以通过检测汇流条表面的焊缝宽度来判断焊接质量是否符合要求。当焊缝的宽度大于或等于0.3毫米且小于或等于0.4毫米时,可以认为焊接质量符合要求。而当焊缝的宽度小于0.3毫米或者大于0.4毫米时,可以认为焊接质量不符合要求。焊后汇流条所在位置的拍照结果图像可以参照图9。其中位于图像左边的多条平行焊缝中的部分存在过宽现象,导致相邻两条焊缝之间存在干涉现象,即相邻两条焊缝的焊接区域存在部分重叠(图9左边圆圈内由两条平行黑线粘连形成的黑色块区域),焊接质量较差。而位于图像右边的多条平行焊缝分布则比较均匀,相邻两条焊缝之间具有明显间隔(图9右边圆圈内两条平行黑线之间的白亮色区域),焊接质量较好。
另外,在本申请的一些实施方式中,在采用激光头对汇流条与焊盘进行激光焊接的同时,还包括:
采用光电传感器检测激光头焊接过程中的光辐射信号。
通过对汇流条与接线盒内的焊盘的焊接过程进行检测,可以实时判断焊接过程是否会出现问题。这样,结合视觉检测系统的焊前位置检测,可以较好地确保最终的焊接质量,以便在焊接出现问题时立即停止继续焊接。
光辐射信号可以包括可见光信号、激光反射信号和红外光信号中的任意一种及其组合。
需要说明的是,激光焊接过程中伴随着光辐射的现象,包括可见光、激光反射以及红外光。这些辐射的光信号能够反映焊接的状态以及焊接过程中有无缺陷的产生。可见光来源于金属蒸汽,激光反射来源于激光头发出的激光信号,而红外光来源于由激光照射形成的金属熔池的热辐射。光电传感器可以将焊接过程中产生的光辐射信号转换成电信号,进而将电信号传送至检测系统,通过检测系统对该辐射光信号的分析,得出汇流条焊接质量的好坏,从而达到缺陷检测与质量监控的目的。不同的光辐射信号可以通过不同的光电传感器进行检测。
在可见光检测结果中,可见光信号降低说明焊接过程中金属蒸汽体量减小;可见光信号提高说明焊接过程中金属体量增加。在激光反射信号检测结果中,激光反射信号降低,说明激光功率衰减导致由激光照射所形成的匙孔的深度减小,经匙孔反射的激光减小;激光反射信号提高,说明金属对激光能量的吸收减小,激光反射提高。在红外光信号检测结果中,红外光信号降低说明到达熔池的能量减小,导致熔池的热辐射减小;红外光信号提高说明到达熔池的能量增加,导致熔池的热辐射增加。
实际情形中,可以通过对各光辐射信号设定阈值,来判断焊接过程中是否会出现缺陷。阈值同样可以通过测试得到,根据汇流条与接线盒内的焊盘的焊接质量符合要求时,各光辐射信号所处的范围,得到焊接过程中各光辐射信号所需控制的范围。在各光辐射信号超出对应的阈值时,则说明焊接过程中有较大可能出现焊接缺陷,进而可以根据各光辐射信号的检测结果是否超出阈值来控制焊接过程的进行。各光辐射信号的检测合格结果示意图可以参照图10,图10中检测曲线由上到下分别代表可见光信号的检测结果、反射光信号的检测结果与红外光信号的检测结果。
在本申请的一些实施方式中,采用激光头对汇流条与焊盘进行激光焊接时,激光头发射激光的功率大于或等于550W(瓦)且小于或等于750W,焊接速度大于或等于60mm/s(毫米/秒)且小于或等于100mm/s。
例如,在实际情形中,激光头发射激光的功率可以为550W、580W、600W、620W、640W、660W、680W、700W、720W或者750W,激光头的焊接速度可以为60mm/s、70mm/s、80mm/s、90mm/s或者100mm/s。
通过控制激光头的焊接功率,可以控制激光头发射的激光到达汇流条表面上时的能量强度,以便控制焊接过程中到达汇流条表面上的激光的能量强度处于合理范围内。避免因激光的能量强度较低而无法得到想到的焊接深度,也避免因激光的能量较高而导致出现焊盘熔穿问题。
同时,通过控制激光头的焊接速度,使得最终形成符合质量要求的焊接成品。避免因焊接速度过低而导致激光在焊接区域停留时间较长而导致焊缝过宽,也避免因焊接速度过大而导致最终形成的焊缝过窄。
另外,由于焊缝的宽度可以在一定程度上反映焊接质量,因此为了使光伏组件中汇流条与焊盘连接结构处的焊接质量能够满足要求,实际情形中,可以通过控制激光头发出的激光在汇流条表面的照射区域的宽度,来确保汇流条与焊盘的焊接质量。例如,在一些实施例中,当汇流条上焊缝的宽度大于或等于0.3毫米且小于或等于0.4毫米时,可以认为焊接质量符合要求。因此,可以控制激光头发出的激光在汇流条表面的照射区域的宽度保持在0.3毫米至0.4毫米的范围以内。
在本申请的一些实施方式中,使层压件的汇流条引入接线盒中,包括:
对汇流条进行折弯,并使折弯的部分穿入接线盒中。
折弯的角度可以为90度,折弯后的部分与层压件的背板所在表面保持垂直,折弯的部分在穿入接线盒中,可以与接线盒内的焊盘保持平行状态,并贴合在接线盒内的焊盘上。
如图11所示,本申请一些实施例还提供了一种光伏组件制造装置,包括承载机构20、压紧机构30、激光头40及视觉检测系统,承载机构20用于承载层压件110;压紧机构30用于将汇流条压紧在层压件110上的接线盒120内的焊盘上;激光头40用于对汇流条与焊盘进行激光焊接;视觉检测系统包括第一视觉检测器50和第二视觉检测器60,第一视觉检测器50用于对汇流条与接线盒120的相对位置进行焊前视觉检测,第二视觉检测器60用于对激光焊接后的焊缝进行焊后视觉检测。
其中,承载机构20不仅对层压件110起到承载作用,还起到传送层压件110的作用。压紧机构30可以采用伸缩以及传动结构来实现压头的移动。第一视觉检测器50与第二视觉检测器60可以采用CCD相机,并与同一控制中心电连接,第一视觉检测器50与第二视觉检测器60所拍摄的图像可以发送至同一控制中心,以便在同一监测屏幕上监测光伏组件的制造过程中,依次对汇流条与接线盒120的相对位置,以及激光焊接后的焊缝进行视觉检测。
如图12至图14所示,本申请一些实施例还提供了一种采用上述的光伏组件制造工艺制造的光伏组件,光伏组件10包括层压件110和接线盒120,接线盒120固定在层压件110上,接线盒120内的焊盘121与层压件110的汇流条116通过激光焊接固定,汇流条116上具有穿透汇流条116并向焊盘121内部延伸的焊缝101。
层压件110为依次叠设在一起的盖板111、第一封装胶膜112、电池串组113、第二封装胶膜114与背板115经过层压形成。汇流条116与层压件110中的电池串组113电连接并从层压件110的背板115穿出,以便将电池串组113中电池片1131的电能导出。在光伏组件10安装接线盒120时,汇流条116从背板115穿出的一部分引入接线盒120中,并与接线盒120内的焊盘121通过激光焊接进行固定。从而与接线盒120内二极管122的导电端子电连接,将层压件110中的电池串组113接入外界电路系统。
本领域的普通技术人员可以理解,上述各实施方式是实现本申请的具体实施例,而在实际应用中,可以在形式上和细节上对其作各种改变,而不偏离本申请的精神和范围。
- 光伏电池、封装光伏电池制造工艺、光伏瓦的电连接组件和光伏屋顶瓦
- 光伏组件的前板制造方法、光伏组件的前板和光伏组件