一种有机硅胶制品成型加工工艺
文献发布时间:2023-06-19 19:14:59
技术领域
本发明涉及硅胶制作技术领域,尤其涉及一种有机硅胶制品成型加工工艺。
背景技术
有机硅胶又叫有机硅化合物,是一种应用广泛的工业材料,目前,因有机硅胶具有耐高低温、电气绝缘、耐氧化稳定性、耐候性、难燃、憎水、耐腐蚀、无毒无味以及生理惰性等优异特性,常被用于餐具的制作材料。
常规的有机硅胶餐具有奶嘴、硅胶碗和硅胶筷子等,常规的硅胶餐具都是直接采用硅胶通过热压或注塑等工艺制作成型,但也有些硅胶餐具无法直接使用热压或注塑工艺制作,如硅胶筷子,由于硅胶的硬度不高,在使用有机硅胶制作筷子时不能直接将有机硅胶制作成筷子型状,因此,在制作有机硅胶筷子时通常都是将有机硅胶包裹在金属芯材的外表面,这样使有机硅胶筷子即拥有有机硅胶的安全性,又具备较高的强度,便于使用。
现有的有机硅胶筷子在制作时,为了均匀将有机硅胶包裹在金属芯材的外表面,通常都是通过人工手动将预先经过固话处理的有机硅胶包裹在金属芯材的外表面,再将包裹了固化有机硅胶的金属芯材放置在模具内进行热压,当有机硅胶经过热压后会融化成液体并包裹住金属芯材,当有机硅胶再次冷却后使有机硅胶筷子成型,但这种有机硅胶筷子在加工时存在以下问题:1、当模具内的有机硅胶经过加热融化后其承托力无法再次承托金属芯材,此时,在重量的作用下金属芯材会产生一定程度的下沉,这种情况使得制作成型的有机硅胶筷子的重心不稳,影响了有机硅胶筷子的良品率;2、现有的有机硅胶筷子的制作方式繁琐,在热压成型之前需要对硅胶进行固化处理,耗时较长,同时,又需要人工手动裁切适量的有机硅胶并将其包裹在金属芯材的表面,这种制作方式降低了有机硅胶筷子的制作效率,也增加了制作成本。
发明内容
本发明的目的是为了解决背景技术中的问题,而提出的一种有机硅胶制品成型加工工艺。
为了实现上述目的,本发明采用了如下技术方案:
一种有机硅胶制品成型加工工艺,其使用了一种有机硅胶制品成型加工装置,该有机硅胶制品成型加工装置包括固定架和模具单元,采用上述有机硅胶制品成型加工装置加工有机硅胶制品时的具体方法如下:
S1、固定芯材:将预先准备好的金属芯材插入上述有机硅胶制品成型加工装置中的模具单元内;
S2、一次注胶:移动上述S1中插入了金属芯材的模具单元至指定位置,操作固定架对移动至指定位置上的模具单元进行固定并向模具单元内注入适量的液化硅胶;
S3、二次注胶:当上述S2中注入模具单元内液化硅胶冷却后,操作固定架复位,操作模具单元翻转,再次操作固定架对模具单元进行固定并向模具单元内再次注入适量的液化有机硅胶,等待有机硅胶冷却后将成型后的有机硅胶筷子取出;
所述固定架呈C型结构,固定架上水平固定安装有一号气缸,一号气缸的伸缩端固定安装有C型结构的连接架,连接架上转动安装有两个相互对称设置的连接转轴,模具单元设置在两个连接转轴之间并与其转动连接;
固定架上并位于模具单元的上方与下方分别固定安装有二号气缸和三号气缸,二号气缸的伸缩端并位于模具单元的上方固定安装有一号固定块,三号气缸的伸缩端并位于模具单元的下方固定安装有二号固定块。
在上述的一种有机硅胶制品成型加工工艺中,所述一号固定块的底部插设有若干呈线性分布的注料管,二号固定块的顶部固定安装有若干呈线性分布的密封塞。
在上述的一种有机硅胶制品成型加工工艺中,所述连接转轴的外壁上开设有若干沿其周向均匀分布的定位卡槽,连接架内并位于连接转轴的外侧插设有定位弹簧块,定位弹簧块的安装位置与定位卡槽的开设位置相对应。
在上述的一种有机硅胶制品成型加工工艺中,所述模具单元由两个支撑杆、一号模板和二号模板组成,两个支撑杆相互对称设置,两个支撑杆相互远离的一侧分别与两个连接转轴固定连接,两个支撑杆相互靠近的一侧均开设有对称设置的一号滑槽,一号滑槽内滑动安装有一号滑块,一号模板和二号模板的两侧分别与对应设置的一号滑块固定连接,一号模板和二号模板相互靠近的一侧分别开设有一号注料槽和二号注料槽,一号模板和二号模板相互远离的一侧分别开设有一号注料口和二号注料口,一号注料口与一号注料槽相连通,二号注料口与二号注料槽相连通,一号注料口和二号注料口的开设位置分别与注料管和密封塞的安装位置相对应。
在上述的一种有机硅胶制品成型加工工艺中,所述二号注料口的内壁上开设有二号滑槽,二号滑槽内滑动安装有二号滑块,二号滑块的外壁上固定安装有复位弹簧,复位弹簧远离二号滑块的一端固定安装在二号滑槽的内壁上,二号注料口内插设有导流管,导流管的外壁与二号滑块固定连接,导流管的一端延伸进二号注料槽内。
在上述的一种有机硅胶制品成型加工工艺中,所述二号注料槽的内壁上开设有圆环形结构的密封槽,密封槽内固定安装有膨胀水囊,二号模板内并位于二号注料槽的两侧均插设有弹簧杆,弹簧杆的一端并位于延伸进密封槽内并固定安装有环形结构的挤压环,同一密封槽内的挤压环与膨胀水囊相接触,弹簧杆远离挤压环的一端贯穿二号模板,一号固定块靠近模具单元的一侧开设有若干凹槽,凹槽的开设位置与弹簧杆的安装位置相对应。
在上述的一种有机硅胶制品成型加工工艺中,所述膨胀水囊内固定安装有环形结构的加固板,加固板的顶部与底部分别贯穿膨胀水囊并固定安装在密封槽的内壁上,加固板上开设有若干通气孔。
在上述的一种有机硅胶制品成型加工工艺中,所述一号模板和二号模板的一侧均固定安装有把手,把手的两侧插设有两个互为反向设置的L型弹簧压块,同一把手内的两个弹簧压块之间固定安装有压力弹簧,同一把手内的两个弹簧压块相互远离的一端分别贯穿一号模板和二号模板并固定安装有固定齿,两个支撑杆相互靠近的一侧均开设有防滑齿槽,防滑齿槽的开设位置与固定齿的安装位置相对应。
与现有的技术相比,本有机硅胶制品成型加工工艺的优点在于:
1、本发明可以使有机硅胶均匀的包裹在金属芯材的外表面,避免有机硅胶筷子的重心产生偏移,提高了有机硅胶筷子的良品率,同时提高了有机硅胶筷子的制作效率,无需预先对有机硅胶进行固化处理,也无需人工手动裁切适量的固化有机硅胶对金属芯材进行包裹,进一步降低了有机硅胶筷子的制作成本;
2、本发明设计了模具单元,通过模具单元中一号模板和二号模板的配合可以通过两次浇筑实现有机硅胶筷子的成型,提高了有机硅胶筷子的制作效率,同时在导流管和膨胀水囊的配合下可以使插设在一号注料槽和二号注料槽内的金属芯材处于一号注料槽和二号注料槽内的中心位置并保持固定,避免了在浇筑时金属芯材产生偏移的问题,提高了有机硅胶块的良品率。
附图说明
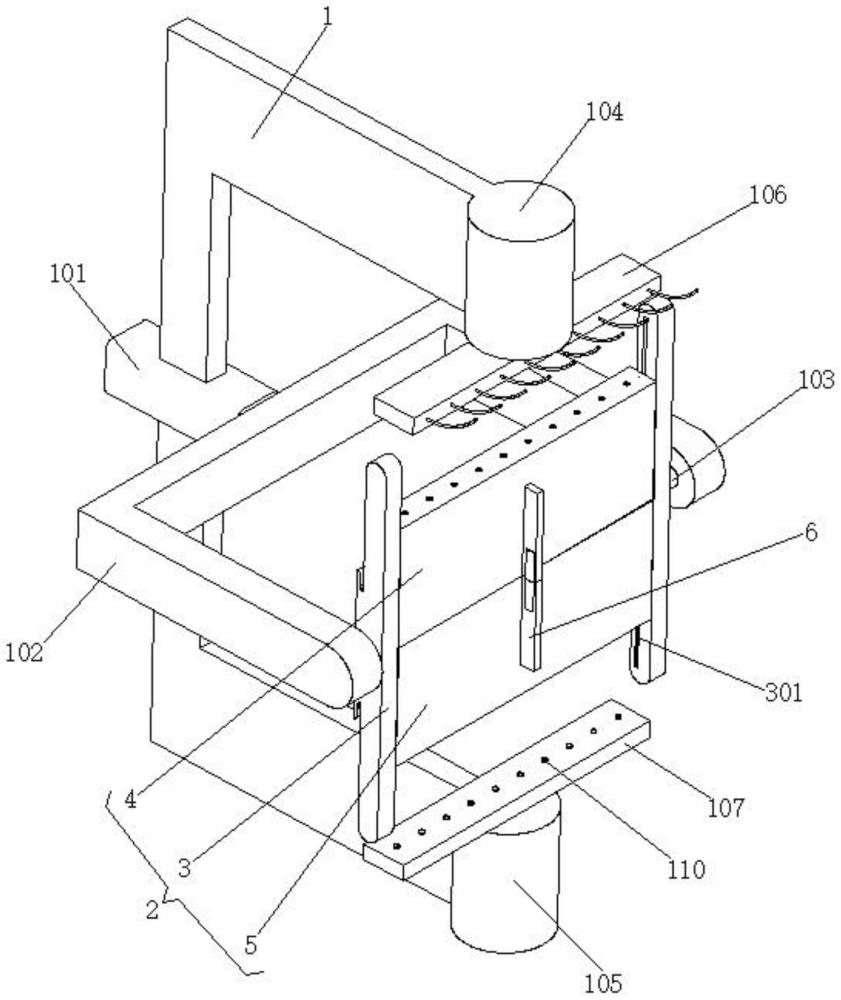
图1是本发明的立体结构示意图;
图2是本发明中模具单元的立体结构示意图;
图3是本发明图2中A处的放大结构示意图;
图4是本发明图2中B处的放大结构示意图;
图5是本发明中模具单元的立体剖切结构示意图;
图6是本发明图5中C处的放大结构示意图;
图7是本发明中密封槽的剖视结构示意图;
图8是本发明图7中D处的放大结构示意图;
图9是本发明中二号注料口的剖视结构示意图;
图10是本发明中连接架和连接转轴的剖视结构示意图;
图11是本发明中一号模板的局部剖视结构示意图;
图12是本发明中二号模板的局部剖视结构示意图。
图中:1、固定架;2、模具单元;101、一号气缸;102、连接架;103、连接转轴;104、二号气缸;105、三号气缸;106、一号固定块;107、二号固定块;108、注料管;110、密封塞;111、定位卡槽;112、定位弹簧块;3、支撑杆;4、一号模板;5、二号模板;301、一号滑槽;302、一号滑块;401、一号注料槽;501、二号注料槽;402、一号注料口;502、二号注料口;503、二号滑槽;504、二号滑块;505、复位弹簧;506、导流管;507、密封槽;508、膨胀水囊;509、弹簧杆;510、挤压环;511、加固板;512、通气孔;6、把手;601、弹簧压块;602、压力弹簧;603、固定齿;604、防滑齿槽;9、凹槽。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
参照图1-图12,一种有机硅胶制品成型加工工艺,其使用了一种有机硅胶制品成型加工装置,该有机硅胶制品成型加工装置包括固定架1和模具单元2,采用上述有机硅胶制品成型加工装置加工有机硅胶制品时的具体方法如下:
S1、固定芯材:将预先准备好的金属芯材插入上述有机硅胶制品成型加工装置中的模具单元2内;
S2、一次注胶:移动上述S1中插入了金属芯材的模具单元2至指定位置,操作固定架1对移动至指定位置上的模具单元2进行固定并向模具单元2内注入适量的液化硅胶;
S3、二次注胶:当上述S2中注入模具单元2内液化硅胶冷却后,操作固定架1复位,操作模具单元2翻转,再次操作固定架1对模具单元2进行固定并向模具单元2内再次注入适量的液化有机硅胶,等待有机硅胶冷却后将成型后的有机硅胶筷子取出;
固定架1呈C型结构,固定架1上水平固定安装有一号气缸101,一号气缸101的伸缩端固定安装有C型结构的连接架102,连接架102上转动安装有两个相互对称设置的连接转轴103,模具单元2设置在两个连接转轴103之间并与其转动连接,固定架1上的一号气缸101通过伸缩可以带动连接架102进行水平方向的移动,连接架102通过连接转轴103与模具单元2相连接,模具单元2通过连接转轴103可以实现转动。
固定架1上并位于模具单元2的上方与下方分别固定安装有二号气缸104和三号气缸105,二号气缸104的伸缩端并位于模具单元2的上方固定安装有一号固定块106,三号气缸105的伸缩端并位于模具单元2的下方固定安装有二号固定块107,二号气缸104通过伸缩可以带动一号固定块106进行升降,三号气缸105通过伸缩可以带动二号固定块107进行升降,通过一号固定块106和二号固定块107的升降配合可以对模具单元2进行夹持和抵触,避免模具单元2在注塑时产生硅胶泄露。
模具单元2由两个支撑杆3、一号模板4和二号模板5组成,两个支撑杆3相互对称设置,两个支撑杆3相互远离的一侧分别与两个连接转轴103固定连接,两个支撑杆3相互靠近的一侧均开设有对称设置的一号滑槽301,一号滑槽301内滑动安装有一号滑块302,一号模板4和二号模板5的两侧分别与对应设置的一号滑块302固定连接,支撑杆3通过一号滑槽301和一号滑块302与一号模板4和二号模板5相连接并带动其进行滑动。
一号模板4和二号模板5相互靠近的一侧分别开设有一号注料槽401和二号注料槽501,一号模板4和二号模板5相互远离的一侧分别开设有一号注料口402和二号注料口502,一号注料口402与一号注料槽401相连通,二号注料口502与二号注料槽501相连通,一号注料口402和二号注料口502的开设位置分别与注料管108和密封塞110的安装位置相对应,一号注料槽401和二号注料槽501用于插入金属芯材和注入液化硅胶,一号注料口402和二号注料口502用于向一号注料槽401和二号注料槽501内注入液化硅胶,使用时,首先操作一号模板4和二号模板5相互远离,此时,一号注料槽401和二号注料槽501呈相互分离状态,通过人工将预先准备好的金属芯材依次插入对应的二号注料槽501内,操作一号模板4和二号模板5相互靠近直至相互接触,此时一号注料槽401会套设在金属芯材的外侧并与二号注料槽501相闭合。
一号固定块106的底部插设有若干呈线性分布的注料管108,二号固定块107的顶部固定安装有若干呈线性分布的密封塞110,当一号固定块106下压并与模具单元2相接触时会带动注料管108插入对应位置上的一号注料口402内,此时,注料管108通过外接管道可以向一号注料槽401和二号注料槽501内注入液化硅胶,当二号固定块107上升至指定位置后会抵触在二号模板5的底部并带动密封塞110插设在对应位置上的二号注料口502内,此时,通过密封塞110可以对二号注料槽501的底部进行密封,避免注入一号注料槽401和二号注料槽501内的液化硅胶产生泄露。
连接转轴103的外壁上开设有若干沿其周向均匀分布的定位卡槽111,连接架102内并位于连接转轴103的外侧插设有定位弹簧块112,定位弹簧块112的安装位置与定位卡槽111的开设位置相对应,定位卡槽111通过与定位弹簧块112相插接可以对连接转轴103进行定位,便于对模具单元2的转动角度进行定位。
二号注料口502的内壁上开设有二号滑槽503,二号滑槽503内滑动安装有二号滑块504,二号滑块504的外壁上固定安装有复位弹簧505,复位弹簧505远离二号滑块504的一端固定安装在二号滑槽503的内壁上,二号注料口502内插设有导流管506,导流管506的外壁与二号滑块504固定连接,导流管506的一端延伸进二号注料槽501内,二号滑槽503配合二号滑块504和复位弹簧505可以带动导流管506在二号注料口502内进行升降,当密封塞110插设在对应位置上的二号注料口502内时会对导流管506起到抵触作用,受到抵触的导流管506会向二号注料槽501内内延伸,此时,当金属芯材插设在二号注料槽501内时其底部会与二号注料槽501的内壁底部保持一定的距离,避免金属芯材的底部与二号注料槽501的内壁相接触,金属芯材的底部与二号注料槽501的内壁相接触会导致金属芯材无法位于有机硅胶的中间位置。
二号注料槽501的内壁上开设有圆环形结构的密封槽507,密封槽507内固定安装有膨胀水囊508,二号模板5内并位于二号注料槽501的两侧均插设有弹簧杆509,弹簧杆509的一端并位于延伸进密封槽507内并固定安装有环形结构的挤压环510,同一密封槽507内的挤压环510与膨胀水囊508相接触,弹簧杆509远离挤压环510的一端贯穿二号模板5,一号固定块106靠近模具单元2的一侧开设有若干凹槽9,凹槽9的开设位置与弹簧杆509的安装位置相对应,当金属芯材插设在二号注料槽501内,操作二号固定块107抵触在二号模板5的底部,当二号固定块107抵触在二号模板5的底部时会对弹簧杆509起到挤压作用,受到挤压的弹簧杆509会带动挤压环510对膨胀水囊508进行挤压,受到挤压的膨胀水囊508会延伸出密封槽507并向二号注料槽501内膨胀并对插入二号注料槽501内的金属芯材起到夹持作用,受到夹持了金属芯材可以稳定在二号注料槽501的中间位置,便于液化硅胶对金属芯材进行均匀的包裹,同时延伸进二号注料槽501内的膨胀水囊508配合金属芯材可以对二号注料槽501中位于密封槽507下方的部分区域起到密封作用。
膨胀水囊508内固定安装有环形结构的加固板511,加固板511的顶部与底部分别贯穿膨胀水囊508并固定安装在密封槽507的内壁上,加固板511上开设有若干通气孔512,加固板511可以增加膨胀水囊508的强度,避免在注塑时液化硅胶反向挤压膨胀水囊508,通气孔512用于使膨胀水囊508内的水流通过。
一号模板4和二号模板5的一侧均固定安装有把手6,把手6的两侧插设有两个互为反向设置的L型弹簧压块601,同一把手6内的两个弹簧压块601之间固定安装有压力弹簧602,同一把手6内的两个弹簧压块601相互远离的一端分别贯穿一号模板4和二号模板5并固定安装有固定齿603,两个支撑杆3相互靠近的一侧均开设有防滑齿槽604,防滑齿槽604的开设位置与固定齿603的安装位置相对应,把手6可以便于移动一号模板4和二号模板5,当操作人员握住把手6时会同时与弹簧压块601相接触,在操作人员移动一号模板4和二号模板5时可以按压弹簧压块601,受到按压的弹簧压块601会带动固定齿603脱离防滑齿槽604,此时通过操作人员的推动可以带动一号模板4和二号模板5移动,当一号模板4和二号模板5移动至指定位置后释放把手6,此时在压力弹簧602的弹力作用下会带动弹簧压块601复位,当弹簧压块601复位后会带动固定齿603插设在对应位置上的防滑齿槽604内,通过固定齿603与防滑齿槽604的相插接可以对一号模板4和二号模板5的位置起到定位作用,便于对一号模板4和二号模板5进行操作。
下面对本发明具体的工作原理和使用方法作出详细的解释:
使用时,首先通过一号气缸101推动连接架102和模具单元2移动至指定位置,此时模具单元2与一号固定块106和二号固定块107呈错位状态;
操作一号模板4和二号模板5相互分离,将预先准备好的金属芯材插设在二号注料槽501内,操作一号模板4和二号模板5相互接触使一号注料槽401和二号注料槽501相互闭合,此时的金属芯材插设在一号注料槽401和二号注料槽501内,操作三号气缸105推动二号固定块107抵触在二号模板5的底部,此时,密封塞110插设在对应位置上的二号注料口502内,当密封塞110插设在对应位置上的二号注料口502内时会对导流管506起到抵触作用,受到抵触的导流管506会向二号注料槽501内内延伸,此时,当金属芯材插设在二号注料槽501内时其底部会与二号注料槽501的内壁底部保持一定的距离,避免金属芯材的底部与二号注料槽501的内壁相接触;
同时,当二号固定块107抵触在二号模板5的底部时会对弹簧杆509起到挤压作用,受到挤压的弹簧杆509会带动挤压环510对膨胀水囊508进行挤压,受到挤压的膨胀水囊508会延伸出密封槽507并向二号注料槽501内膨胀并对插入二号注料槽501内的金属芯材起到夹持作用,受到夹持了金属芯材可以稳定在二号注料槽501的中间位置,便于液化硅胶对金属芯材进行均匀的包裹,同时延伸进二号注料槽501内的膨胀水囊508配合金属芯材可以对二号注料槽501中位于密封槽507下方的部分区域起到密封作用;
操作二号气缸104推动一号固定块106下压并与一号模板4相接触,同时带动注料管108插设在对应的一号注料口402内,注料管108通过外接管道向一号注料槽401和二号注料槽501内注入液化硅胶,注入的液化硅胶会被膨胀水囊508阻塞无法进入二号注料槽501中位于密封槽507下方的部分,当第一次注入的硅胶凝固后,操作一号固定块106和二号固定块107复位脱离模具单元2;
操作模具单元2翻转,再次操作一号固定块106和二号固定块107抵触在翻转后的一号模板4和二号模板5上,此时,一号固定块106抵触在二号模板5上并带动注料管108插设在对应的二号注料口502内,二号固定块107抵触在一号模板4上并带动密封塞110插设在对应的一号注料口402内,凹槽9可以避免一号固定块106与二号模板5接触后再次对弹簧杆509起到挤压作用;
操作注料管108向二号注料槽501注入液化硅胶,新注入的液化硅胶会与第一次注入并凝固的硅胶融合,等待新注入的硅胶凝固后即可进行脱模。
进一步说明,上述固定连接,除非另有明确的规定和限定,否则应做广义理解,例如,可以是焊接,也可以是胶合,或者一体成型设置等本领域技术人员熟知的惯用手段。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 硅胶制品的成型方法以及成型设备
- 一种橡胶制品模内发泡成型装置及其成型工艺
- 一种3DPE薄膜与硅胶成型手机保护套的工艺
- 一种有机硅胶制品成型加工工艺
- 一种有机硅胶制品成型加工工艺