一种铜带镀锡方法
文献发布时间:2023-06-19 19:20:08
技术领域
本发明属于铜带技术领域,尤其涉及一种铜带镀锡方法。
背景技术
在实现本发明的过程中,发明人发现现有技术至少存在以下问题:
传统技术中,铜带镀铜表面为颗粒状镀层,不够光滑。
给电辊是宽幅电镀线的重要核心组件之一,电镀线机列配有镀铜给电辊2根,镀锡给电辊2根,一共4根,4根给电辊结构及功能性都是相同的。在生产过程中偶尔突发电弧击伤给电辊表面影响电镀材表面质量,需拆下送外修磨,原装给电辊辊轴采用紫铜锻打材质且设计成了中部空心通过外部旋转接头通水冷却,导致主轴强度非常低,在修磨时无法通过磨床顶尖或者托瓦拖住主轴进行磨削;且每次维修电镀线最少需要停2个班次时间拆装维修,且整个维修过程时间十分紧凑,维护时间不好把控。
CN103805931A-铜带镀锡机用镀锡铜带锡层调节机构,公开了一种铜带镀锡机用镀锡铜带锡层调节机构,包括底板、左导向板、右导向板、移动板、连接板、导杆支座、导杆、左丝杆支座、右丝杆支座、中间支板、左丝杆、右丝杆、左滑块和右滑块,左导向板和右导向板均固定在底板上,移动板位于左导向板与右导向板之间,连接板固定在移动板下部,导杆支座、左丝杆支座、右丝杆支座和中间支板均固定在连接板上,导杆安装在导杆支座上,左丝杆安装在左丝杆支座上,右丝杆安装在右丝杆支座上,也无法解决上述技术问题。
发明内容
本发明所要解决的技术问题是提供一种将铜带表面颗粒状镀层变成光滑镀层,镀层质量高的铜带镀锡方法。
为了解决上述技术问题,本发明所采用的技术方案是:一种铜带镀锡方法,包括如下步骤:
1)铜带从开卷机进入开卷S辊组,通过导向辊的导向作用进入阴极脱脂槽而后挤干进入阳极脱脂槽,通过脱脂槽内的脱脂剂和电极板的电解作用去除表面污渍;
2)通过淋水清洗掉表面脱脂剂挤干水份进入酸洗槽;再淋水清理铜带表面残留的硫酸;
3)铜带进过中央EPC的纠偏后穿过给电辊进入镀铜槽;
4)附有基础镀层的铜带经过镀锡槽,铜带经过配置好的酸性镀锡液中,被镀上目标厚度的镀锡层;
5)铜带电镀结束,经过表面清洗烘干,对中调整后进入回流炉中;经过熔化凝结,铜带表面颗粒状镀层变成光滑镀层;
6)经过烘干收卷,镀锡流程结束。
所述给电辊为实心轴,材质为C1100-H铜。
第2)步中,所述酸洗槽通过浓硫酸的腐蚀性作用,清洗铜带表面的铜粉、氧化物及粗化铜带表面便于后续镀层附着。
上述第3)步中,铜带浸泡在配置好的硫酸铜溶液中,从上下阳极板中穿过,阳极板带正电荷,铜带通过给电辊带上负电荷作为负极,吸附镀铜液中的铜离子,铜离子在铜带表面沉积形成基础镀层。
上述第5)步中,回流炉内通过天然气燃烧加热至500-700℃,并通过调整空燃比,使内部处于还原气氛,附着镀锡层的铜带经过回流炉时,因炉内温度高于锡的熔点,所以镀锡层表面熔化而后进入炉底水冷槽冷却。
上述第3)步中,铜带镀铜后经过水洗槽清洗,再经过给电辊后送入镀锡槽中。
上述第2)步中,设置三组水洗槽淋水清洗掉铜带表面脱脂剂。
上述第5)步中,铜带电镀结束依次经过两个水洗槽、一个热水洗槽和一个热烘干装置后对中调整后进入回流炉。
铜带烘干后通过收卷S辊进入收卷机收卷。
上述技术方案中的一个技术方案具有如下优点或有益效果,将铜带表面颗粒状镀层变成光滑镀层,镀层质量高。
附图说明
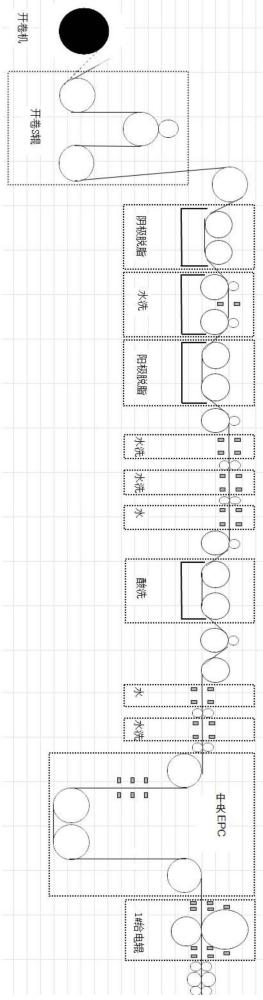
图1为本发明实施例中提供的铜带镀锡方法的原理图;
图2为本发明实施例中提供的铜带镀锡方法的原理图;
图3为本发明实施例中提供的铜带镀锡方法的原理图;
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
参见图1-3,一种铜带镀锡方法,包括如下步骤:
1.铜带从开卷机进入开卷S辊组,通过导向辊的导向作用进入阴极脱脂槽而后挤干进入阳极脱脂槽,通过脱脂槽内的脱脂剂和电极板的电解作用去除表面油污等污渍。然后通过淋水清洗掉表面脱脂剂挤干水份进入酸洗槽,通过浓硫酸的腐蚀性作用,清洗铜带表面的铜粉、氧化物及粗化铜带表面便于后续镀层附着,在淋水清理铜带表面残留的硫酸。
2.铜带进过中央EPC的纠偏后穿过镀铜给电辊进入镀铜槽,浸泡在配置好的硫酸铜溶液中,从上下阳极板中穿过,阳极板带正电荷,铜带通过给电辊带上负电荷作为负极,吸附镀铜液中的铜离子,铜离子在铜带表面沉积形成平整均匀的基础镀层。而后附有基础镀层的铜带经过镀锡槽,和镀铜一样的电镀原理,铜带经过配置好的酸性镀锡液中,被镀上目标厚度的镀锡层,此时镀层表面因为是电镀沉淀形成,所以表面较为粗糙。
3.铜带电镀结束,经过表面清洗烘干,对中调整后进入回流炉中,回流炉内通过天然气燃烧加热至500-700℃,并通过调整空燃比,使内部处于还原气氛,附着镀锡层的铜带经过回流炉时,因炉内温度高于锡的熔点,所以镀锡层表面缓慢熔化而后进入炉底水冷槽冷却,此时经过熔化凝结,铜带表面颗粒状镀层变成光滑镀层,经过烘干收卷,镀锡流程结束。
铜带镀铜后经过水洗槽清洗,再经过给电辊后送入镀锡槽中。设置三组水洗槽淋水清洗掉铜带表面脱脂剂。铜带电镀结束依次经过两个水洗槽、一个热水洗槽和一个热烘干装置后对中调整后进入回流炉。铜带烘干后通过收卷S辊进入收卷机收卷。
铜带电镀原理:整流器过来负极的电流通过碳刷传导到给电辊铜芯轴,再由芯轴传递到不锈钢辊身,负电荷在辊面均匀分布,正极连接到带材上下阳极板一起浸泡到镀液中,使镀液带正电荷,辊面与带材接触使其带上负电荷,吸附镀基阳离子。给电辊由主轴和辊身组成,主轴主要起导电和支撑作用,根据焦耳定律,为减少电流通过主轴时产生过多的热量及保证主轴强度,因此选用C1100-H锻打材作为主轴材质,并将主轴设计成实心轴,既能通过增加主轴截面积减少了电流通过时的热效应又能增加主轴强度;考虑电镀生产多数溶液含腐蚀性,辊身材质在保证抗酸腐蚀及导电良好的前提下选用304材质,其加工性、抗氧化性及成本优于316L,主轴与辊身采用过盈配合通过热装方式组装,在辊面外部安装喷淋冷却,降低温度对设备和品质的影响。
采用上述的结构后,将铜带表面颗粒状镀层变成光滑镀层,镀层质量高。
在本发明的描述中,需要理解的是,术语“同轴”、“底部”、“一端”、“顶部”、“中部”、“另一端”、“上”、“一侧”、“顶部”、“内”、“前部”、“中央”、“两端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
在本发明中,除非另有明确的规定和限定,术语“安装”、“设置”、“连接”、“固定”、“旋接”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种铜带表面清洁度控制方法
- 一种拉制用铜带的制备方法
- 一种用于铜带生产的表面清洗装置及清洗方法
- 一种耐腐耐磨铜带及其制备方法
- 一种热镀锡铜带高质量表面处理方法、热镀锡铜带
- 一种铜带镀锡机的热镀锡装置