纸管自动切丝机
文献发布时间:2023-06-29 06:30:04
【技术领域】
本发明涉及纸管自动切丝机的技术领域,特别是纸管自动切丝机的技术领域。
【背景技术】
我国经济建设的不断发展,自动化水平不断提高。纸管作为化纤生产的重要生产辅料,化纤对纸管的要求不断提高。目前化纤行业切换下来的小卷丝,都是通过人工来剥丝达到纸管的回收利用,人工剥丝劳动强度大,纸管表面容易损坏,造成纸管质量下降,工作效率低等缺点。
为了解决上述问题,目前市场上也存在一些机器剥丝的装置,例如申请号201911096314.5公开的切割装置,与现有人工剥丝技术相比,该发明提供的一种切割装置,具有如下优点:将丝饼放置在支撑座上,支撑座对丝饼进行固定,然后加热单元将切割刀加热到一定温度后,切割刀向丝饼上的丝线方向运动,在切割刀接触到丝线后,丝线受热融化,从而使得丝线能够断裂并与卷筒分离,以避免切割刀在切割丝线时会对卷筒的损坏。
虽然上述发明具备自动剥丝的功能,但是也有如下一些缺陷;
1、上下料效率低下:上述发明只能够自动剥丝,上下料均需要依靠人工,纯人工上下料效率低下;
2、卷筒定位精度不足:由于上述发明依靠人工上料,容易出现使卷筒的放置出现些许误差,进而导致丝线切割不充分;
3、切割刀容易切割不充分:上述发明切割刀使只能进行竖直升降的,若是要确保丝线被充分切割,就必须确保切割刀刀刃和卷筒外壁是完全平行的,而人工上料、纸制卷筒自身容易形变的特点以及纸制卷筒自身未必是绝对的圆筒的特点容易导致切割刀刀刃和卷筒外壁不完全平行,进而导致靠近卷筒外壁的丝线只能部分接触切割刀刀刃,进而导致切割刀容易切割不充分。
【发明内容】
本发明的目的就是解决现有技术中的问题,提出纸管自动切丝机,能够使其全程自动化运行,提高切丝效率,同时能够提高切丝精度,确保丝线卷被充分切断。
为实现上述目的,本发明提出了纸管自动切丝机,包括机台组件、万向轮、操作台、加工通道、报警信号灯、控制面板、安装通道、气动系统、出料筐、顶紧装置、进料滑台机构、夹取移动机构、卡脱管装置、圆刀切割机构、热熔切割装置、热切升降装置、热切移动装置,所述机台组件底端设有若干个万向轮,机台组件右端中部设有水平设置的操作台,操作台上方的机台组件右端设有报警信号灯、控制面板,机台组件中部设有位于操作台左侧的加工通道,加工通道下端设有出料筐,加工通道左端设有前后对称的两个安装通道,加工通道左端的机台组件内设有气动系统,操作台上端面设有两个进料滑台机构,进料滑台机构上方的机台组件上设有夹取移动机构,操作台下端设有前后对称的两个顶紧装置,两个顶紧装置与两个进料滑台机构一一对应,顶紧装置包含推杆、顶紧圆台,推杆左右方向设置,推杆左端设有顶紧圆台,顶紧圆台大径端与推杆伸缩轴同轴相连,加工通道左端设有与两个两个顶紧装置一一对应的两个卡脱管装置,卡脱管装置设在安装通道正下方,每个安装通道内均设有一个圆刀切割机构,两个圆刀切割机构与两个卡脱管装置一一对应,加工通道左端竖壁设有用于前后位移的热切移动装置,热切移动装置设在安装通道上方,热切移动装置右端设有热切升降装置,热切升降装置右端设有热熔切割装置,卡脱管装置、圆刀切割机构、热切升降装置均与气动系统适应相连。
作为优选,所述进料滑台机构包含第一底板、第一支柱、第一丝杆滑台、第一丝杆、第一丝杆螺母、第一步进电机、活动推板、第一顶板、第一一字型通孔、右限位竖板、左限位竖板、托料圆杆、测量光栅,所述第一底板设在操作台上端面,第一底板上端面设有与推杆设置方向一致的第一丝杆滑台,第一丝杆滑台的第一丝杆由第一步进电机驱动,第一丝杆滑台的第一丝杆螺母上设有活动推板,第一丝杆滑台上方设有与第一底板平行的第一顶板,第一底板、第一顶板之间连有若干个第一支柱,第一顶板上端面设有与第一丝杆滑台设置方向一致的第一一字型通孔,活动推板上端穿过第一一字型通孔,第一顶板上端面左右两端分别设有左限位竖板、右限位竖板,左限位竖板、右限位竖板分别设在第一一字型通孔左右两侧,活动推板、左限位竖板、右限位竖板互相平行,活动推板、左限位竖板、右限位竖板均与第一丝杆垂直,左限位竖板、右限位竖板之间连有前后平行对称的两个托料圆杆,两个托料圆杆的设置方向与第一丝杆的设置方向一致,两个托料圆杆之间夹有活动推板,第一丝杆滑台左端设有测量光栅,第一丝杆滑台设在测量光栅的发射器和受光器之间。
作为优选,所述夹取移动机构包含第二丝杆滑台、第二丝杆、第二丝杆螺母、第二联轴器、第二伺服电机、第三丝杆滑台、第三丝杆、第三丝杆螺母、第三伺服电机、第四丝杆滑台、第四丝杆、第四丝杆螺母、第四伺服电机、连接竖杆、机械手,所述机台组件上设有前后方向设置的两个第二丝杆滑台,两个第二丝杆滑台左右平行对称,左侧的第二丝杆滑台设在加工通道左侧,右侧的第二丝杆滑台设在进料滑台机构中部正上方,第二丝杆滑台的第二丝杆通过第二联轴器与第二伺服电机相连,进料滑台机构上端设有由第二丝杆驱动的第二丝杆螺母,两个第二丝杆螺母之间连有第三丝杆滑台,第三丝杆滑台的设置方向与推杆设置方向一致,第三丝杆滑台的第三丝杆由第三伺服电机驱动,第三丝杆滑台上设有由第三丝杆驱动的第三丝杆螺母,第三丝杆螺母上设有竖直设置的第四丝杆滑台,第四丝杆滑台的第四丝杆由第四伺服电机驱动,第四丝杆滑台上设有由第四丝杆驱动的第四丝杆螺母,第四丝杆滑台下方设有机械手,机械手顶端与第四丝杆螺母之间连有连接竖杆。
作为优选,所述卡脱管装置包含卡盘气缸、卡爪、限位U形卡、底座、第一直线轴承、第一滑杆、出料推板、限位板、第一气缸,所述卡盘气缸设在加工通道左端,卡盘气缸与顶紧圆台一一同轴对应,卡盘气缸左端设有径向设置的若干个卡爪,卡爪靠近卡盘气缸的一端设有限位U形卡,限位U形卡远离卡盘气缸设置,限位U形卡远离卡盘气缸的端面设有沿着卡盘气缸轴线设置的U形槽,卡盘气缸左端面设有固定在机台组件上的底座,底座上设有若干个第一直线轴承,第一直线轴承的设置方向与卡盘气缸轴线方向一致,第一直线轴承内孔设有相适应的第一滑杆,底座右侧设有固定在第一滑杆上的出料推板,出料推板设在卡盘气缸、卡爪侧方,出料推板设在加工通道内,底座左侧设有固定在第一滑杆上的限位板,限位板与底座之间连有第一气缸,第一气缸与第一滑杆的设置方向一致,卡盘气缸、第一气缸均与气动系统适应相连。
作为优选,所述圆刀切割机构包含U形板、第一U形槽、第一竖杆、第二直线轴承、第二气缸、第二支架、圆刀电机、升降气缸、调节螺杆、第一限位滑槽、调节管、第一限位滑块、第一轴承、第一调节螺母、锁紧螺母,所述U形板前端面设有左右方向设置的第一U形槽,第一U形槽内设有竖直设置的若干个第一竖杆,若干个第一竖杆左右方向均匀分布,第一竖杆上套有同轴的第二直线轴承,U形板前侧设有固定在若干个第二直线轴承上的第二气缸,第二气缸的设置方向与推杆设置方向一致,第二气缸右端设有与伸缩轴固定的第二支架,第二支架右端设有右下方倾斜设置的圆刀电机,U形板上端面设有竖直设置的升降气缸,升降气缸的伸缩轴与第二气缸相连,升降气缸顶端设有同轴的调节螺杆,调节螺杆上端设有同轴的调节螺杆,调节螺杆侧壁设有轴向设置的第一限位滑槽,调节螺杆上端套有同轴的调节管、第一轴承、第一调节螺母,调节管下端面设有同轴的第一轴承,第一轴承下端面设有同轴的第一调节螺母,调节管固定在安装通道上端,调节管内孔设有与第一限位滑槽相配合的第一限位滑块,调节螺杆上端设有压在调节管上端面的锁紧螺母,第二气缸、升降气缸均与气动系统适应相连。
作为优选,所述热熔切割装置包含壳体、安装盲孔、安装通孔、刀体、加热管、第一铰支座、第二铰支座、风机、第三支架、电动缸、第五伺服电机,所述壳体下端面设有安装盲孔,安装盲孔孔底左端设有安装通孔,安装盲孔内设有刀体,刀体的刀刃从壳体下方伸出,刀体的刀刃右下方倾斜设置,刀体的刀刃呈向下凸出的圆弧状,刀体的设置方向与推杆设置方向一致,刀体前后端面均设有加热管,刀体的刀背中部与安装盲孔之间连有第一铰支座,刀体的刀背左端设有第二铰支座,第一铰支座、第二铰支座的铰接转轴均与刀体垂直,安装通孔上端口右端设有风机,安装通孔上端口左端设有第三支架,第三支架顶端设有竖直设置的电动缸,电动缸顶端设有用于驱动电动缸伸缩运行的第五伺服电机,电动缸下端的伸缩轴与第二铰支座相连。
作为优选,所述壳体右端面设有热切升降装置,热切升降装置包含第一竖板、第二U形槽、第二竖杆、调节螺纹、第二调节螺母、弹簧、第二直线导轨、第二限位滑块、第二竖板、压持板、穿孔、第二顶板、第三气缸,所述第一竖板前后方向竖直设置,第一竖板前端面设有左右方向设置的第二U形槽,第二U形槽从第一竖板左端面延伸至右端面,第二U形槽内设有竖直设置的第二竖杆,第二竖杆下端设有调节螺纹,调节螺纹上拧有相适应的第二调节螺母,第二调节螺母上方的第二竖杆上套有同轴的弹簧,第一竖板右端面设有若干个竖直设置的第二直线导轨,第二直线导轨右端设有第二限位滑块,第一竖板右侧设有相平行的第二竖板,第二竖板固定在若干个第二限位滑块右端面,第二竖板左端面上端设有水平设置压持板,压持板上端口设有穿孔,第二竖杆上端穿过穿孔,弹簧被夹在第二调节螺母、压持板之间,第一竖板顶端设有第二顶板,第二顶板上端面设有竖直设置的第三气缸,第三气缸伸缩端固定在第二竖板上,第三气缸与气动系统适应相连,壳体固定在第二竖板右端面下端。
作为优选,所述第一竖板右端面与加工通道左端竖壁之间夹有热切移动装置,热切移动装置包含第五丝杆滑台、第五丝杆、第五丝杆螺母、第五联轴器、第五伺服电机、第三直线导轨、第三限位滑块,所述第五丝杆滑台前后方向设置,第五丝杆滑台的第五丝杆通过第五联轴器与第五伺服电机相连,第五丝杆滑台上设有由第五丝杆驱动的第五丝杆螺母,第五丝杆螺母固定在第一竖板右端面,第五丝杆滑台上下两侧均设有前后方向设置的第三直线导轨,第三直线导轨上设有若干个第三限位滑块,若干个第三限位滑块均固定在第一竖板右端面。
本发明的有益效果:本发明结构简单、设计合理,能够使其全程自动化运行,提高切丝效率,同时能够提高切丝精度,确保丝线卷被充分切断;通过设置两个进料滑台机构,当左侧的进料滑台机构上的丝饼上料完成之后,还有右侧的进料滑台机构上的丝饼能够进行上料,同时在右侧的进料滑台机构上料过程中,我们还能趁这个间隙给左侧的进料滑台机构添加丝饼,进而能够实现持续稳定的上料,避免上料中断,进而提高了上料效率,而且测量光栅还能够测量计算丝饼圆心,方便机械手后续精准夹取丝饼;通过设置第二丝杆滑台、第三丝杆滑台、四丝杆滑台、机械手组成的夹取移动机构,能够实现机械手前后左右上下的高精度位移,利于机械手与丝饼以及其他部件精准定位,同时利用夹取移动机构夹取丝饼进行上料,也能够提高丝饼上料效率;通过设置顶紧装置、卡脱管装置的方式,顶紧装置能够对套在卡爪上的丝饼进行教委,卡脱管装置不仅能够利用卡爪固定丝饼,还能够利用第一气缸驱动的出料推板推动丝饼远离卡爪,进行丝饼的下移出料,顶紧装置、卡脱管装置相互配合,实现丝饼的自动校位、自动定位、自动出料,提高了丝饼定位精度以及出料效率;通过设置两个卡脱管装置以及相配合的两个圆刀切割机构,当左侧卡脱管装置配合左侧圆刀切割机构对左侧丝饼进行初步切丝时,机械手能够趁这个间隙对右侧卡脱管装置进行上料,并且右侧圆刀切割机构能够对右侧的丝饼进行初步切丝,并且在右侧的丝饼被初步切丝时,左侧丝饼就能够趁这个间隙被热熔切割装置进行最终切丝和被左侧卡脱管装置出料,如此以来,就能够最大程度缩短不同丝饼切丝过程中间隔时间,同时也实现了持续稳定的丝饼切丝,极大程度的提高了丝饼的切丝效率。
本发明的特征及优点将通过实施例结合附图进行详细说明。
【附图说明】
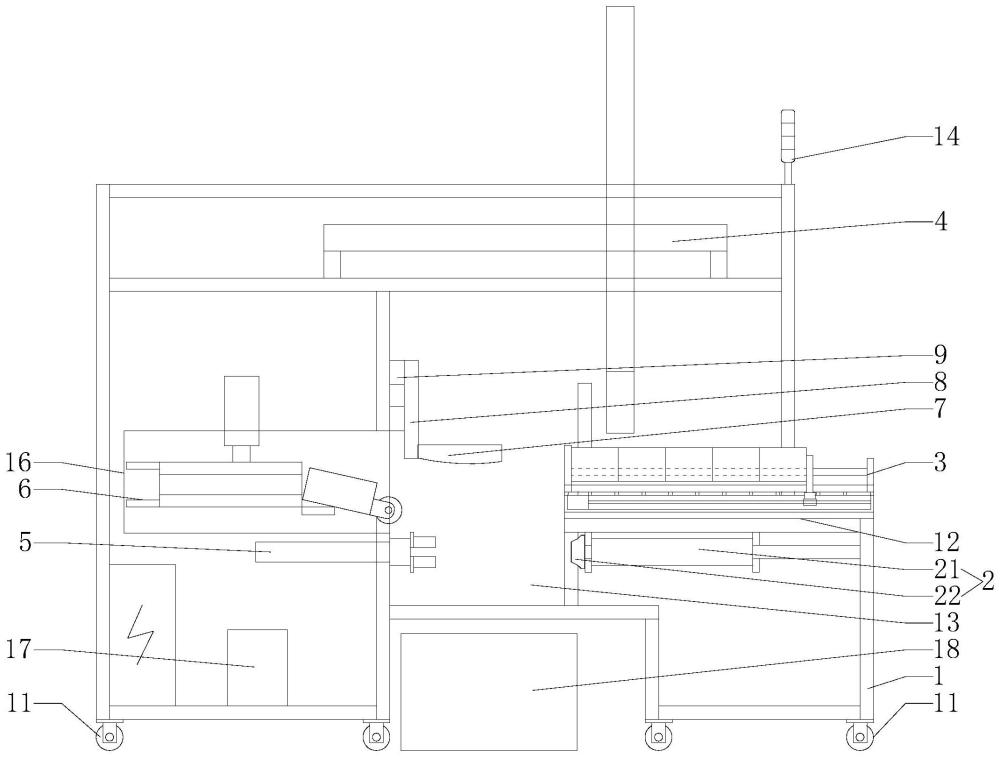
图1是本发明纸管自动切丝机的主视示意图;
图2是本发明纸管自动切丝机的右视示意图;
图3是本发明纸管自动切丝机的进料滑台机构主视示意图;
图4是本发明纸管自动切丝机的进料滑台机构右视示意图;
图5是本发明纸管自动切丝机的夹取移动机构右视示意图;
图6是本发明纸管自动切丝机的夹取移动机构主视示意图;
图7是本发明纸管自动切丝机的卡脱管装置主视示意图;
图8是本发明纸管自动切丝机的卡脱管装置右视示意图;
图9是本发明纸管自动切丝机的圆刀切割机构主视示意图;
图10是本发明纸管自动切丝机的热熔切割装置、热切升降装置、热切移动装置主视示意图;
图11是本发明纸管自动切丝机的热切移动装置右视示意图。
【具体实施方式】
参阅图1、图2、图3、图4、图5、图6、图7、图8、图9、图10、图11,本发明纸管自动切丝机,包括机台组件1、万向轮11、操作台12、加工通道13、报警信号灯14、控制面板15、安装通道16、气动系统17、出料筐18、顶紧装置2、进料滑台机构3、夹取移动机构4、卡脱管装置5、圆刀切割机构6、热熔切割装置7、热切升降装置8、热切移动装置9,所述机台组件1底端设有若干个万向轮11,机台组件1右端中部设有水平设置的操作台12,操作台12上方的机台组件1右端设有报警信号灯14、控制面板15,机台组件1中部设有位于操作台12左侧的加工通道13,加工通道13下端设有出料筐18,加工通道13左端设有前后对称的两个安装通道16,加工通道13左端的机台组件1内设有气动系统17,操作台12上端面设有两个进料滑台机构3,进料滑台机构3上方的机台组件1上设有夹取移动机构4,操作台12下端设有前后对称的两个顶紧装置2,两个顶紧装置2与两个进料滑台机构3一一对应,顶紧装置2包含推杆21、顶紧圆台22,推杆21左右方向设置,推杆21左端设有顶紧圆台22,顶紧圆台22大径端与推杆21伸缩轴同轴相连,加工通道13左端设有与两个两个顶紧装置2一一对应的两个卡脱管装置5,卡脱管装置5设在安装通道16正下方,每个安装通道16内均设有一个圆刀切割机构6,两个圆刀切割机构6与两个卡脱管装置5一一对应,加工通道13左端竖壁设有用于前后位移的热切移动装置9,热切移动装置9设在安装通道16上方,热切移动装置9右端设有热切升降装置8,热切升降装置8右端设有热熔切割装置7,卡脱管装置5、圆刀切割机构6、热切升降装置8均与气动系统17适应相连。
其中,所述进料滑台机构3包含第一底板31、第一支柱311、第一丝杆滑台32、第一丝杆321、第一丝杆螺母322、第一步进电机323、活动推板33、第一顶板34、第一一字型通孔341、右限位竖板35、左限位竖板36、托料圆杆37、测量光栅38,所述第一底板31设在操作台12上端面,第一底板31上端面设有与推杆21设置方向一致的第一丝杆滑台32,第一丝杆滑台32的第一丝杆321由第一步进电机323驱动,第一丝杆滑台32的第一丝杆螺母322上设有活动推板33,第一丝杆滑台32上方设有与第一底板31平行的第一顶板34,第一底板31、第一顶板34之间连有若干个第一支柱311,第一顶板34上端面设有与第一丝杆滑台32设置方向一致的第一一字型通孔341,活动推板33上端穿过第一一字型通孔341,第一顶板34上端面左右两端分别设有左限位竖板36、右限位竖板35,左限位竖板36、右限位竖板35分别设在第一一字型通孔341左右两侧,活动推板33、左限位竖板36、右限位竖板35互相平行,活动推板33、左限位竖板36、右限位竖板35均与第一丝杆321垂直,左限位竖板36、右限位竖板35之间连有前后平行对称的两个托料圆杆37,两个托料圆杆37的设置方向与第一丝杆321的设置方向一致,两个托料圆杆37之间夹有活动推板33,第一丝杆滑台32左端设有测量光栅38,第一丝杆滑台32设在测量光栅38的发射器和受光器之间。
其中,所述夹取移动机构4包含第二丝杆滑台41、第二丝杆411、第二丝杆螺母412、第二联轴器413、第二伺服电机414、第三丝杆滑台42、第三丝杆421、第三丝杆螺母422、第三伺服电机423、第四丝杆滑台43、第四丝杆431、第四丝杆螺母432、第四伺服电机433、连接竖杆44、机械手45,所述机台组件1上设有前后方向设置的两个第二丝杆滑台41,两个第二丝杆滑台41左右平行对称,左侧的第二丝杆滑台41设在加工通道13左侧,右侧的第二丝杆滑台41设在进料滑台机构3中部正上方,第二丝杆滑台41的第二丝杆411通过第二联轴器413与第二伺服电机414相连,进料滑台机构3上端设有由第二丝杆411驱动的第二丝杆螺母412,两个第二丝杆螺母412之间连有第三丝杆滑台42,第三丝杆滑台42的设置方向与推杆21设置方向一致,第三丝杆滑台42的第三丝杆421由第三伺服电机423驱动,第三丝杆滑台42上设有由第三丝杆421驱动的第三丝杆螺母422,第三丝杆螺母422上设有竖直设置的第四丝杆滑台43,第四丝杆滑台43的第四丝杆431由第四伺服电机433驱动,第四丝杆滑台43上设有由第四丝杆431驱动的第四丝杆螺母432,第四丝杆滑台43下方设有机械手45,机械手45顶端与第四丝杆螺母432之间连有连接竖杆44。
其中,所述卡脱管装置5包含卡盘气缸51、卡爪52、限位U形卡521、底座53、第一直线轴承54、第一滑杆55、出料推板56、限位板57、第一气缸58,所述卡盘气缸51设在加工通道13左端,卡盘气缸51与顶紧圆台22一一同轴对应,卡盘气缸51左端设有径向设置的若干个卡爪52,卡爪52靠近卡盘气缸51的一端设有限位U形卡521,限位U形卡521远离卡盘气缸51设置,限位U形卡521远离卡盘气缸51的端面设有沿着卡盘气缸51轴线设置的U形槽,卡盘气缸51左端面设有固定在机台组件1上的底座53,底座53上设有若干个第一直线轴承54,第一直线轴承54的设置方向与卡盘气缸51轴线方向一致,第一直线轴承54内孔设有相适应的第一滑杆55,底座53右侧设有固定在第一滑杆55上的出料推板56,出料推板56设在卡盘气缸51、卡爪52侧方,出料推板56设在加工通道13内,底座53左侧设有固定在第一滑杆55上的限位板57,限位板57与底座53之间连有第一气缸58,第一气缸58与第一滑杆55的设置方向一致,卡盘气缸51、第一气缸58均与气动系统17适应相连。
其中,所述圆刀切割机构6包含U形板61、第一U形槽611、第一竖杆62、第二直线轴承63、第二气缸64、第二支架641、圆刀电机642、升降气缸65、调节螺杆66、第一限位滑槽661、调节管67、第一限位滑块671、第一轴承672、第一调节螺母673、锁紧螺母68,所述U形板61前端面设有左右方向设置的第一U形槽611,第一U形槽611内设有竖直设置的若干个第一竖杆62,若干个第一竖杆62左右方向均匀分布,第一竖杆62上套有同轴的第二直线轴承63,U形板61前侧设有固定在若干个第二直线轴承63上的第二气缸64,第二气缸64的设置方向与推杆21设置方向一致,第二气缸64右端设有与伸缩轴固定的第二支架641,第二支架641右端设有右下方倾斜设置的圆刀电机642,U形板61上端面设有竖直设置的升降气缸65,升降气缸65的伸缩轴与第二气缸64相连,升降气缸65顶端设有同轴的调节螺杆66,调节螺杆66上端设有同轴的调节螺杆66,调节螺杆66侧壁设有轴向设置的第一限位滑槽661,调节螺杆66上端套有同轴的调节管67、第一轴承672、第一调节螺母673,调节管67下端面设有同轴的第一轴承672,第一轴承672下端面设有同轴的第一调节螺母673,调节管67固定在安装通道16上端,调节管67内孔设有与第一限位滑槽661相配合的第一限位滑块671,调节螺杆66上端设有压在调节管67上端面的锁紧螺母68,第二气缸64、升降气缸65均与气动系统17适应相连。
其中,所述热熔切割装置7包含壳体71、安装盲孔72、安装通孔721、刀体73、加热管731、第一铰支座732、第二铰支座733、风机74、第三支架75、电动缸76、第五伺服电机761,所述壳体71下端面设有安装盲孔72,安装盲孔72孔底左端设有安装通孔721,安装盲孔72内设有刀体73,刀体73的刀刃从壳体71下方伸出,刀体73的刀刃右下方倾斜设置,刀体73的刀刃呈向下凸出的圆弧状,刀体73的设置方向与推杆21设置方向一致,刀体73前后端面均设有加热管731,刀体73的刀背中部与安装盲孔72之间连有第一铰支座732,刀体73的刀背左端设有第二铰支座733,第一铰支座732、第二铰支座733的铰接转轴均与刀体73垂直,安装通孔721上端口右端设有风机74,安装通孔721上端口左端设有第三支架75,第三支架75顶端设有竖直设置的电动缸76,电动缸76顶端设有用于驱动电动缸76伸缩运行的第五伺服电机761,电动缸76下端的伸缩轴与第二铰支座733相连。
其中,所述壳体71右端面设有热切升降装置8,热切升降装置8包含第一竖板81、第二U形槽811、第二竖杆82、调节螺纹821、第二调节螺母822、弹簧823、第二直线导轨83、第二限位滑块831、第二竖板84、压持板841、穿孔842、第二顶板85、第三气缸86,所述第一竖板81前后方向竖直设置,第一竖板81前端面设有左右方向设置的第二U形槽811,第二U形槽811从第一竖板81左端面延伸至右端面,第二U形槽811内设有竖直设置的第二竖杆82,第二竖杆82下端设有调节螺纹821,调节螺纹821上拧有相适应的第二调节螺母822,第二调节螺母822上方的第二竖杆82上套有同轴的弹簧823,第一竖板81右端面设有若干个竖直设置的第二直线导轨83,第二直线导轨83右端设有第二限位滑块831,第一竖板81右侧设有相平行的第二竖板84,第二竖板84固定在若干个第二限位滑块831右端面,第二竖板84左端面上端设有水平设置压持板841,压持板841上端口设有穿孔842,第二竖杆82上端穿过穿孔842,弹簧823被夹在第二调节螺母822、压持板841之间,第一竖板81顶端设有第二顶板85,第二顶板85上端面设有竖直设置的第三气缸86,第三气缸86伸缩端固定在第二竖板84上,第三气缸86与气动系统17适应相连,壳体71固定在第二竖板84右端面下端。
其中,所述第一竖板81右端面与加工通道13左端竖壁之间夹有热切移动装置9,热切移动装置9包含第五丝杆滑台91、第五丝杆911、第五丝杆螺母912、第五联轴器913、第五伺服电机914、第三直线导轨92、第三限位滑块921,所述第五丝杆滑台91前后方向设置,第五丝杆滑台91的第五丝杆911通过第五联轴器913与第五伺服电机914相连,第五丝杆滑台91上设有由第五丝杆911驱动的第五丝杆螺母912,第五丝杆螺母912固定在第一竖板81右端面,第五丝杆滑台91上下两侧均设有前后方向设置的第三直线导轨92,第三直线导轨92上设有若干个第三限位滑块921,若干个第三限位滑块921均固定在第一竖板81右端面。
本发明工作过程:
本发明纸管自动切丝机在工作过程中,控制面板15控制纸管自动切丝机所有部件的运行;
第一步:运行进料滑台机构3,首先,将每个进料滑台机构3的两个托料圆杆37上端放置若干个丝饼(丝饼由纸管上缠绕丝线制成),将若干个丝饼均沿着第一丝杆滑台32设置方向置于左限位竖板36、活动推板33之间,然后,启动第一丝杆滑台32,第一丝杆螺母322带动活动推板33向左限位竖板36运行,活动推板33将若干个丝饼压在左限位竖板36上,然后,测量光栅38测量丝饼的圆心,方便后续夹取移动机构4夹取;
第二步:运行夹取移动机构4,首先,两个第二丝杆滑台41同步运行,两个第二丝杆螺母412带动第三丝杆滑台42前后位移至一个料滑台机构3正上方,然后,第三丝杆滑台42运行,第三丝杆螺母422带动四丝杆滑台43位移至靠近左限位竖板36的丝饼正上方,然后,四丝杆滑台43运行,第四丝杆螺母432带动机械手45下移,机械手45下移靠近丝饼后,机械手45夹取丝饼,然后,第四丝杆螺母432带动机械手45上移至左限位竖板36上方,然后,第三丝杆螺母422带动四丝杆滑台43左移至加工通道13内,然后,第四丝杆螺母432带动机械手45下移至卡脱管装置5右侧,并且丝饼要与卡盘气缸51同轴,然后,第三丝杆螺母422带动四丝杆滑台43进一步左移,并且使丝饼纸管套在若干个卡爪52上,然后,机械手45松开对丝饼的夹持,然后,机械手45远离卡爪52,并且移动夹取新的丝饼;
第三步:运行卡脱管装置5与顶紧装置2,首先,推杆21伸长,顶紧圆台22小径端进入纸管内孔,圆台22大径端将纸管压在限位U形卡521上,同时圆台22会为纸管校正姿态,然后,若干个卡爪52同步向外移动顶住纸管内壁,将纸管固定在卡爪52上;
第四步:运行圆刀切割机构6,首先,升降气缸65驱动第二气缸64下降,然后,圆刀电机642的刀片转动,然后,第二气缸64驱动圆刀电机642右移,圆刀电机642的刀片在右移过程中切割丝饼上的丝线层,并且要将丝饼的丝线层剩余1mm左右不切断,然后,当圆刀电机642的刀片移动至丝饼右侧之后,圆刀电机642先上移,接着再左移至安装通道16内;
第五步:运行热切移动装置9,第五丝杆滑台91驱动热切升降装置8、热熔切割装置7移动至被圆刀电机642初步切丝的丝饼上方,其中刀体73的刀刃要与丝饼被圆刀电机642切出的缝隙相适应;
第六步:运行热熔切割装置7,加热管731加热刀体73;
第七步:运行热切升降装置8,热熔切割装置7下降,刀体73热熔切割第四步中丝饼上剩余的1mm左右的丝线层,在刀体73切割过程中,刀体73右端最先接触丝线层,然后,启动电动缸76,在第一铰支座732、第二铰支座733的作用下,刀体73向左旋转,并且在旋转过程中,刀体73刀刃从从右向左逐渐接触丝线层,确保丝线层被刀体73充分热熔切断,丝线层被热熔切割完成后,热熔切割装置7上移远离丝饼;
第八步:运行卡脱管装置5,首先,卡爪52松开对纸管的夹持,然后,第一气缸58缩短,出料推板56右移将丝饼推离卡爪52,丝饼落入出料筐18内。
本发明结构简单、设计合理,能够使其全程自动化运行,提高切丝效率,同时能够提高切丝精度,确保丝线卷被充分切断;通过设置两个进料滑台机构3,当左侧的进料滑台机构3上的丝饼上料完成之后,还有右侧的进料滑台机构3上的丝饼能够进行上料,同时在右侧的进料滑台机构3上料过程中,我们还能趁这个间隙给左侧的进料滑台机构3添加丝饼,进而能够实现持续稳定的上料,避免上料中断,进而提高了上料效率,而且测量光栅38还能够测量计算丝饼圆心,方便机械手45后续精准夹取丝饼;通过设置第二丝杆滑台41、第三丝杆滑台42、四丝杆滑台43、机械手45组成的夹取移动机构4,能够实现机械手45前后左右上下的高精度位移,利于机械手45与丝饼以及其他部件精准定位,同时利用夹取移动机构4夹取丝饼进行上料,也能够提高丝饼上料效率;通过设置顶紧装置2、卡脱管装置5的方式,顶紧装置2能够对套在卡爪52上的丝饼进行教委,卡脱管装置5不仅能够利用卡爪52固定丝饼,还能够利用第一气缸58驱动的出料推板56推动丝饼远离卡爪52,进行丝饼的下移出料,顶紧装置2、卡脱管装置5相互配合,实现丝饼的自动校位、自动定位、自动出料,提高了丝饼定位精度以及出料效率;通过设置两个卡脱管装置5以及相配合的两个圆刀切割机构6,当左侧卡脱管装置5配合左侧圆刀切割机构6对左侧丝饼进行初步切丝时,机械手45能够趁这个间隙对右侧卡脱管装置5进行上料,并且右侧圆刀切割机构6能够对右侧的丝饼进行初步切丝,并且在右侧的丝饼被初步切丝时,左侧丝饼就能够趁这个间隙被热熔切割装置7进行最终切丝和被左侧卡脱管装置5出料,如此以来,就能够最大程度缩短不同丝饼切丝过程中间隔时间,同时也实现了持续稳定的丝饼切丝,极大程度的提高了丝饼的切丝效率。
上述实施例是对本发明的说明,不是对本发明的限定,任何对本发明简单变换后的方案均属于本发明的保护范围。
- 一种土豆自动切丝机
- 一种提高纺丝卷绕机落丝切换成功率的切丝纸管
- 一种便于调节切丝宽度的笋干加工用全自动切丝机