一种大型管柱焊接成型系统
文献发布时间:2024-01-17 01:17:49
技术领域
本发明涉及焊接领域,尤其涉及一种大型管柱焊接成型系统。
背景技术
钢管柱在建造楼房时常常会使用,而建造楼房时,因为需要安装的地点不同,所以使用的钢管柱的形状不同,这样就需要在使用前对钢管柱进行选择性焊接。
在公告号为CN213560842U的中国实用新型专利中公开了一种建筑钢管柱焊接辅助装置,包括支撑座,其特征在于:所述支撑座的中部固定安装有支撑板,所述支撑板的中部安装有压紧装置,所述支撑板的首端转动安装有两个位于支撑板两侧的支撑臂,所述支撑臂的外侧壁固定安装有锁紧装置,所述支撑座的内部安装有配合两个支撑臂联动的联动装置,本实用新型通过支撑板和支撑臂的使用,实现了多角度焊接的功能,并且通过压紧装置和两个支撑臂的使用,可对焊接的钢管柱进行翻转,从而实现了方便焊接的功能。
上述引证实用新型专利能够实现焊接的目的,但是该实用新型在使用时不能将不同直径的管柱进行装夹固定,只能对单一型号直径的管柱进行限位固定,使用范围受限,不能对多种型号的管柱进行限位固定,无法提供很好的管柱限位。
发明内容
为解决在使用时不能将不同直径的管柱进行装夹固定,只能对单一型号直径的管柱进行限位固定,使用范围受限,不能对多种型号的管柱进行限位固定,无法提供很好的管柱限位的技术问题,本发明提供一种大型管柱焊接成型系统。
本发明采用以下技术方案实现:一种大型管柱焊接成型系统,包括管柱焊接成型系统主体,管柱焊接成型系统主体包括管柱限位机构以及焊接机构组成,管柱限位机构包括外限位夹持机构以及内限位夹持机构;
其中,外限位夹持机构包括:
外轮廓,外轮廓呈圆周状,外轮廓的内侧设置有卡齿,外轮廓的内侧啮合有内轮廓,外轮廓与内轮廓啮合在一起,内轮廓的内侧固定连接有压块,外限位夹持机构还包括限位圈,限位圈的外表面安装有活动块,活动块贯穿限位圈的表面下方活动连接有外夹持块;
其中,内限位夹持机构包括:
安装圈,安装圈支撑内限位夹持机构,安装圈整体呈圆环状,安装圈的外表面套接有衬套,衬套的上方连接有内夹持块,衬套的下方连接有推块,内夹持块与推块之间贯穿衬套连接,内限位夹持机构还包括有外转盘,外转盘的外表面设置有按压凸起,外转盘整体呈圆环状,外转盘的内侧通过齿轮啮合有内转盘;
将待焊接的管柱穿过管柱限位机构,空心管柱穿过管柱限位机构,管柱壁卡在外限位夹持机构与内限位夹持机构之间的间隙中如图所示状态,管柱穿过管柱限位机构之后,工作人员通过旋转转动把手,转动把手随即进行转动,转动把手带动连接架进行旋转,连接架两端连接的连接杆同步被带动,同时,连接架内侧连接的贯穿杆同步保持旋转;
通过连接杆的偏转,连接杆同步带动与之连接的外轮廓进行转动,外轮廓通过啮合的卡齿带动其内侧的内轮廓保持同步旋转,内轮廓继而带动其内侧连接的压块同步偏转,随着压块的偏转,继而压动活动块,活动块随即被下压,与活动块连接的外夹持块继而被带动同步下压,外夹持块继而被推出对管柱的外壁进行固定夹持;
同时,通过连接架内侧连接的贯穿杆同步保持旋转,贯穿杆从而带动与之连接的内转盘同步转动,内转盘从而通过啮合的齿轮同步带动外转盘进行转动,外转盘外侧连接的按压凸起从而同步被带动,按压凸起继而挤压推块,推块从而被推动,推块继而带动与之连接的内夹持块同步被推动,内夹持块从而对管柱的内壁进行夹持,通过外夹持块与内夹持块对管柱的内外夹持,对管柱进行固定,通过外限位夹持机构与内限位夹持机构之间的夹持限位,可以对不同直径的管柱进行夹持限位。
作为上述方案的进一步改进,内限位夹持机构设置在外限位夹持机构的内侧,内限位夹持机构与外限位夹持机构之间形成夹持空腔,空心管柱穿在夹持空腔中。
作为上述方案的进一步改进,管柱限位机构包括:
连接杆,连接杆穿接通过每组外限位夹持机构上的安装圈,与安装圈活动连接;连接架,连接架连接在连接杆的端头,与连接杆垂直连接;转动把手,转动把手安装在连接架的外侧,转动把手的内侧且与连接架垂直连接有贯穿杆;
安装座;支撑横梁,支撑横梁贯穿连接外限位夹持机构以及安装座。
作为上述方案的进一步改进,贯穿杆穿接通过每组内限位夹持机构,贯穿杆连接在每组内转盘上。压块运动状态搭接在活动块上,按压凸起运动状态搭接在推块上。
作为上述方案的进一步改进,焊接机构包括:
支撑平台,支撑焊接机构主体;支撑架,底端固定连接在支撑平台的上方,支撑架的顶端支撑管柱限位机构,连接在安装座的下方;
移动杆,移动杆连接在支撑架上;移动块,移动块套接在移动杆的外表面上;移动平台,移动平台与移动块相连接,移动块在移动杆的外表面进行移动。。
作为上述方案的进一步改进,焊接机构还包括:安装板,安装板固定连接在移动平台的上方;转动轴心,转动轴心设置在安装板的顶端,转动轴心的外侧连接有焊接轴,焊接轴与安装板之间通过转动轴心活动连接,焊接轴的外侧连接有承接轴,承接轴的内侧卡接有球头块,球头块的外侧连接有焊接头;
焊接轴通过转动轴心可以在安装板上进行偏转,调整焊接轴的倾斜角度,球头块可以在承接轴内侧进行偏转,可以全角度调整球头块的角度位置,从而带动焊接头进行角度调整,实现对被夹持的管柱进行焊接。
作为上述方案的进一步改进,焊接机构还包括:
驱动电机,驱动电机安装在支撑平台的上方;电机轴,电机轴连接在驱动电机上,电机轴的外侧连接有伸缩杆,伸缩杆的杆体顶端连接有承接块,承接块连接在移动平台的下方;
在管柱限位机构对管柱进行夹持限位之后,焊接机构进行工作,通过驱动电机的工作,驱动电机通过电机轴带动伸缩杆进行运动,控制伸缩杆的伸缩,伸缩杆顶端连接的承接块同步移动,带动其上方连接的移动平台进行同步移动,移动平台从而带动移动块在移动杆上进行同步移动,调整移动平台的位置,移动平台上方连接的安装板保持同步移动,从而带动焊接头进行横向的位置调整。
作为上述方案的进一步改进,承接轴上开设有槽口,球头块插接在承接轴中的槽口内,球头块在承接轴上的槽口中进行偏转,调整角度。管柱限位机构安装在焊接机构的上方,焊接头位于焊接机构的下方。
相比现有技术,本发明的有益效果在于:
1、本发明通过外夹持块与内夹持块对管柱的内外夹持,对管柱进行固定,通过外限位夹持机构与内限位夹持机构之间的夹持限位,可以对不同直径的管柱进行夹持限位;
2、本发明通过连接杆的偏转,连接杆同步带动与之连接的外轮廓进行转动,外轮廓通过啮合的卡齿带动其内侧的内轮廓保持同步旋转,内轮廓继而带动其内侧连接的压块同步偏转,随着压块的偏转,继而压动活动块,活动块随即被下压,与活动块连接的外夹持块继而被带动同步下压,外夹持块继而被推出对管柱的外壁进行固定夹持;
3、本发明通过连接架内侧连接的贯穿杆同步保持旋转,贯穿杆从而带动与之连接的内转盘同步转动,内转盘从而通过啮合的齿轮同步带动外转盘进行转动,外转盘外侧连接的按压凸起从而同步被带动,按压凸起继而挤压推块,推块从而被推动,推块继而带动与之连接的内夹持块同步被推动,内夹持块从而对管柱的内壁进行夹持;
4、本发明焊接轴通过转动轴心可以在安装板上进行偏转,调整焊接轴的倾斜角度,球头块可以在承接轴内侧进行偏转,可以全角度调整球头块的角度位置,从而带动焊接头进行角度调整,实现对被夹持的管柱进行焊接。
附图说明
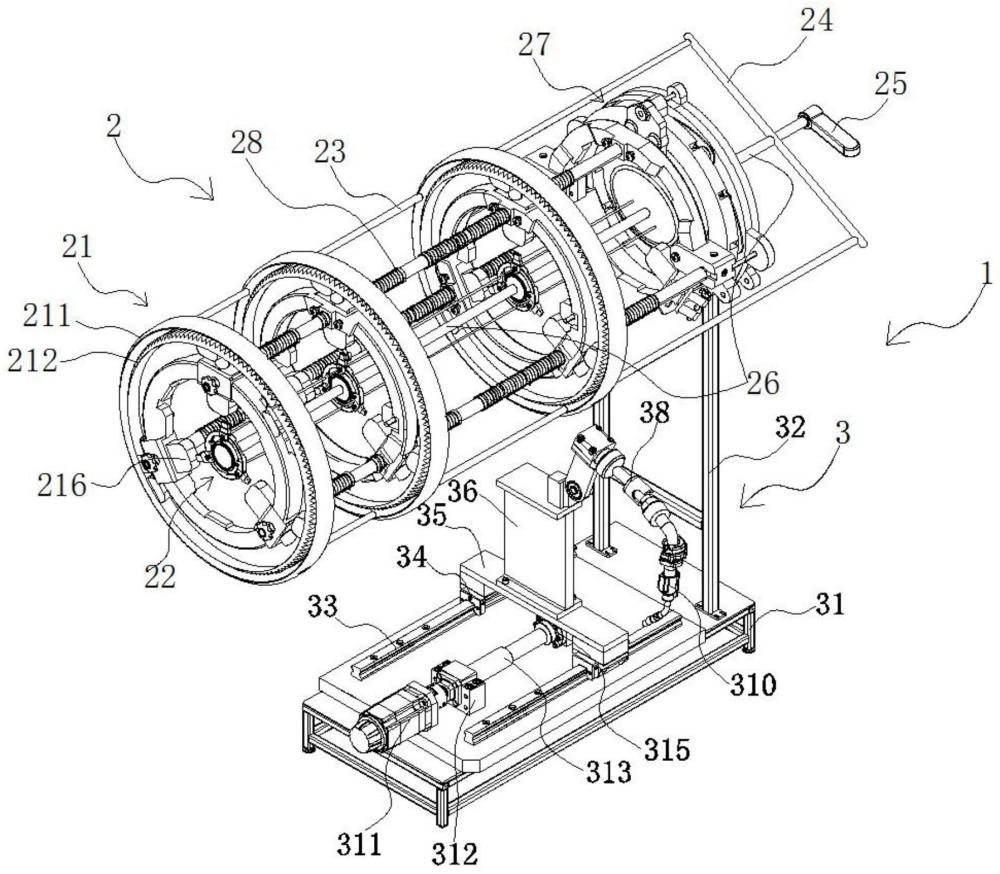
图1为本发明实施例1提供的大型管柱焊接成型系统的整体结构示意图;
图2为图1中结构夹持管柱状态示意图;
图3为图2中管柱限位机构连接结构示意图;
图4为图3中部分结构截面示意图;
图5为外限位夹持机构连接结构示意图;
图6为内限位夹持机构连接结构示意图;
图7为焊接机构连接结构示意图。
主要符号说明:
1、管柱焊接成型系统主体;2、管柱限位机构;21、外限位夹持机构;211、外轮廓;212、内轮廓;213、压块;214、限位圈;215、活动块;216、外夹持块;22、内限位夹持机构;221、安装圈;222、衬套;223、内夹持块;224、推块;225、外转盘;226、按压凸起;227、内转盘;23、连接杆;24、连接架;25、转动把手;26、贯穿杆;27、安装座;28、支撑横梁;3、焊接机构;31、支撑平台;32、支撑架;33、移动杆;34、移动块;35、移动平台;36、安装板;37、转动轴心;38、焊接轴;39、承接轴;310、球头块;311、焊接头;312、驱动电机;313、电机轴;314、伸缩杆;315、承接块。
具体实施方式
下面,结合附图以及具体实施方式,对本发明做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
实施例1:
请结合图1-图6,本实施例提出的一种大型管柱焊接成型系统,包括管柱焊接成型系统主体1,管柱焊接成型系统主体1包括管柱限位机构2以及焊接机构3组成,管柱限位机构2包括外限位夹持机构21以及内限位夹持机构22;内限位夹持机构22设置在外限位夹持机构21的内侧,内限位夹持机构22与外限位夹持机构21之间形成夹持空腔,空心管柱穿在夹持空腔中。
其中,外限位夹持机构21包括:
外轮廓211,外轮廓211呈圆周状,外轮廓211的内侧设置有卡齿,外轮廓211的内侧啮合有内轮廓212,外轮廓211与内轮廓212啮合在一起,内轮廓212的内侧固定连接有压块213,外限位夹持机构21还包括限位圈214,限位圈214的外表面安装有活动块215,活动块215贯穿限位圈214的表面下方活动连接有外夹持块216;
其中,内限位夹持机构22包括:
安装圈221,安装圈221支撑内限位夹持机构22,安装圈221整体呈圆环状,安装圈221的外表面套接有衬套222,衬套222的上方连接有内夹持块223,衬套222的下方连接有推块224,内夹持块223与推块224之间贯穿衬套222连接,内限位夹持机构22还包括有外转盘225,外转盘225的外表面设置有按压凸起226,外转盘225整体呈圆环状,外转盘225的内侧通过齿轮啮合有内转盘227;
管柱限位机构2包括:
连接杆23,连接杆23穿接通过每组外限位夹持机构21上的安装圈221,与安装圈221活动连接;连接架24,连接架24连接在连接杆23的端头,与连接杆23垂直连接;转动把手25,转动把手25安装在连接架24的外侧,转动把手25的内侧且与连接架24垂直连接有贯穿杆26;
安装座27;支撑横梁28,支撑横梁28贯穿连接外限位夹持机构21以及安装座27。贯穿杆26穿接通过每组内限位夹持机构22,贯穿杆26连接在每组内转盘227上。压块213运动状态搭接在活动块215上,按压凸起226运动状态搭接在推块224上。
本申请实施例中一种大型管柱焊接成型系统的实施原理为:在使用时,将待焊接的管柱穿过管柱限位机构2,空心管柱穿过管柱限位机构2,管柱壁卡在外限位夹持机构21与内限位夹持机构22之间的间隙中如图2所示状态,管柱穿过管柱限位机构2之后,工作人员通过旋转转动把手25,转动把手25随即进行转动,转动把手25带动连接架24进行旋转,连接架24两端连接的连接杆23同步被带动,同时,连接架24内侧连接的贯穿杆26同步保持旋转;
通过连接杆23的偏转,连接杆23同步带动与之连接的外轮廓211进行转动,外轮廓211通过啮合的卡齿带动其内侧的内轮廓212保持同步旋转,内轮廓212继而带动其内侧连接的压块213同步偏转,随着压块213的偏转,继而压动活动块215,活动块215随即被下压,与活动块215连接的外夹持块216继而被带动同步下压,外夹持块216继而被推出对管柱的外壁进行固定夹持;
同时,通过连接架24内侧连接的贯穿杆26同步保持旋转,贯穿杆26从而带动与之连接的内转盘227同步转动,内转盘227从而通过啮合的齿轮同步带动外转盘225进行转动,外转盘225外侧连接的按压凸起226从而同步被带动,按压凸起226继而挤压推块224,推块224从而被推动,推块224继而带动与之连接的内夹持块223同步被推动,内夹持块223从而对管柱的内壁进行夹持,通过外夹持块216与内夹持块223对管柱的内外夹持,对管柱进行固定,通过外限位夹持机构21与内限位夹持机构22之间的夹持限位,可以对不同直径的管柱进行夹持限位。
实施例2:
结合图7,本实施例提出的焊接机构3包括:
支撑平台31,支撑焊接机构3主体;支撑架32,底端固定连接在支撑平台31的上方,支撑架32的顶端支撑管柱限位机构2,连接在安装座27的下方;
移动杆33,移动杆33连接在支撑架32上;移动块34,移动块34套接在移动杆33的外表面上;移动平台35,移动平台35与移动块34相连接,移动块34在移动杆33的外表面进行移动。
焊接机构3还包括:安装板36,安装板36固定连接在移动平台35的上方;转动轴心37,转动轴心37设置在安装板36的顶端,转动轴心37的外侧连接有焊接轴38,焊接轴38与安装板36之间通过转动轴心37活动连接,焊接轴38的外侧连接有承接轴39,承接轴39的内侧卡接有球头块310,球头块310的外侧连接有焊接头311。
焊接机构3还包括:
驱动电机312,驱动电机312安装在支撑平台31的上方;电机轴313,电机轴313连接在驱动电机312上,电机轴313的外侧连接有伸缩杆314,伸缩杆314的杆体顶端连接有承接块315,承接块315连接在移动平台35的下方。承接轴39上开设有槽口,球头块310插接在承接轴39中的槽口内,球头块310在承接轴39上的槽口中进行偏转,调整角度。管柱限位机构2安装在焊接机构3的上方,焊接头311位于焊接机构3的下方。
本申请实施例中一种大型管柱焊接成型系统的实施原理为:在管柱限位机构2对管柱进行夹持限位之后,焊接机构3进行工作,通过驱动电机312的工作,驱动电机312通过电机轴313带动伸缩杆314进行运动,控制伸缩杆314的伸缩,伸缩杆314顶端连接的承接块315同步移动,带动其上方连接的移动平台35进行同步移动,移动平台35从而带动移动块34在移动杆33上进行同步移动,调整移动平台35的位置,移动平台35上方连接的安装板36保持同步移动,从而带动焊接头311进行横向的位置调整,焊接轴38通过转动轴心37可以在安装板36上进行偏转,调整焊接轴38的倾斜角度,球头块310可以在承接轴39内侧进行偏转,可以全角度调整球头块310的角度位置,从而带动焊接头311进行角度调整,实现对被夹持的管柱进行焊接。
工作原理:在使用时,将待焊接的管柱穿过管柱限位机构2,空心管柱穿过管柱限位机构2,管柱壁卡在外限位夹持机构21与内限位夹持机构22之间的间隙中(如图2所示状态),管柱穿过管柱限位机构2之后,工作人员通过旋转转动把手25,转动把手25随即进行转动,转动把手25带动连接架24进行旋转,连接架24两端连接的连接杆23同步被带动,同时,连接架24内侧连接的贯穿杆26同步保持旋转;
通过连接杆23的偏转,连接杆23同步带动与之连接的外轮廓211进行转动,外轮廓211通过啮合的卡齿带动其内侧的内轮廓212保持同步旋转,内轮廓212继而带动其内侧连接的压块213同步偏转,随着压块213的偏转,继而压动活动块215,活动块215随即被下压,与活动块215连接的外夹持块216继而被带动同步下压,外夹持块216继而被推出对管柱的外壁进行固定夹持;
同时,通过连接架24内侧连接的贯穿杆26同步保持旋转,贯穿杆26从而带动与之连接的内转盘227同步转动,内转盘227从而通过啮合的齿轮同步带动外转盘225进行转动,外转盘225外侧连接的按压凸起226从而同步被带动,按压凸起226继而挤压推块224,推块224从而被推动,推块224继而带动与之连接的内夹持块223同步被推动,内夹持块223从而对管柱的内壁进行夹持,通过外夹持块216与内夹持块223对管柱的内外夹持,对管柱进行固定,通过外限位夹持机构21与内限位夹持机构22之间的夹持限位,可以对不同直径的管柱进行夹持限位;
在管柱限位机构2对管柱进行夹持限位之后,焊接机构3进行工作,通过驱动电机312的工作,驱动电机312通过电机轴313带动伸缩杆314进行运动,控制伸缩杆314的伸缩,伸缩杆314顶端连接的承接块315同步移动,带动其上方连接的移动平台35进行同步移动,移动平台35从而带动移动块34在移动杆33上进行同步移动,调整移动平台35的位置,移动平台35上方连接的安装板36保持同步移动,从而带动焊接头311进行横向的位置调整,焊接轴38通过转动轴心37可以在安装板36上进行偏转,调整焊接轴38的倾斜角度,球头块310可以在承接轴39内侧进行偏转,可以全角度调整球头块310的角度位置,从而带动焊接头311进行角度调整,实现对被夹持的管柱进行焊接。
上述实施方式仅为本发明的优选实施方式,不能以此来限定本发明保护的范围,本领域的技术人员在本发明的基础上所做的任何非实质性的变化及替换均属于本发明所要求保护的范围。
- 一种超大型粉末成型机的阴模平衡装置及其液压系统控制方法
- 一种管柱焊接用焊接系统
- 一种大型环保设备成型组装用材料焊接设备