制造成型模具的方法和制造装备部件的方法及装备部件
文献发布时间:2024-01-17 01:24:51
技术领域
本发明涉及一种用于制造成型模具的方法。成型模具被设计用于生产头枕。该成型模具包括至少两个成型部件。
背景技术
从没有文献记录的现有技术中已知为模具的形成外表面的区域提供结构。该结构例如模仿皮革表皮或接缝的外表面。为此例如利用蚀刻方法或火花腐蚀对成型空腔的内表面进行加工。这些方法非常昂贵和耗时。
发明内容
本发明的目的是提供一种用于制造用于生产装备部件的成型模具的方法,该方法确保了模具的简单制造,并且其中装备部件在表面的颜色和结构方面的外观可易于适配客户的要求。
该目的通过具有权利要求1的特征的方法来实现。
在该方法中,首先产生成型模具的各部件的数据集、例如CAD数据集。利用特殊的纹理软件补充关于成型空腔或者说型腔的后续形成产品外表面的至少一个表面的结构的数据。利用该软件例如可能的是,为成型空腔的表面提供视觉上对应于皮革表皮或织物外罩的结构。例如也可能的是,在数据集中形成模仿至少一个接缝的结构。凸起、凹部、广告标识等也可以引入到该外表面中。
在使用利用附加软件修改的数据集的情况下在3D打印机中打印模具的成型部件。成型空腔的至少一个表面的所生产的结构在此形成负结构,该负结构后续在制造成型部件时模制。成型空腔例如由多个成型部件形成。
该方法的优点尤其在于,可以利用相对较少的生产耗费来制造成型模具,这可以通过使用纹理软件适配客户关于所生产的装备部件的外部结构的要求。
根据一个实施方式,例如在打印之后,对成型部件进行喷射(喷砂),以从相应的成型部件去除打印过程的松散颗粒。在此,颗粒射流以高速吹到成型部件上,从而使松散颗粒从成型部件上脱离。
例如,为成型部件设置深色、特别是黑色。颜色增加了热吸收,这对于下面进一步解释的方法步骤很重要。黑色反射的热辐射较少,从而成型部件较快地加热。该方法步骤也有助于封闭成型空腔的内表面中的孔,这些孔例如位于在成型部件的压力中使用的粉末颗粒之间。
成型部件、例如两个成型半部例如在相对于彼此的约束位置中在炉中被加热。温度例如为约100°至150°、特别是120°。利用该方法步骤,成型部件稍微变形,从而例如密封面密封地彼此靠置。因此防止了后续填充到成型空腔或者说型腔中的材料从模具逸出。因此,可以避免对生产的装备部件进行再加工,因为以这种方式就不必去除制成的成型部件上的毛刺,该毛刺是由于材料在成型部件的装配部位之间逸出而产生的。
在加热之后,例如利用密封剂涂覆成型空腔的表面,以便例如封闭孔和裂缝并制造封闭的表面。为此可使用商用的密封剂。
作为用于模具的材料可使用所有可打印的材料。特别是塑料适合用于成本低廉的生产和容易的加工。可替代地,也可以使用复合材料、例如复合塑料或金属。
例如,成型芯可以布置在成型空腔中。利用成型芯可以在装备部件中制造空腔。
根据第二方面,本发明涉及一种用于制造车辆的装备部件的方法。
从众所周知的先前使用中已知,将头枕的基部固定到两个支撑杆或支撑杆托架上。基部设有泡沫部件,其例如被套到基部上。使用聚氨酯泡沫在成型模具中制造泡沫部件。借助于成型芯在泡沫部件中制造空腔,该空腔被设计用于容纳基部。在将泡沫部件安装在基部上之后,为该结构组件提供外罩。该外罩由为相应的头枕生产的材料剪裁件、皮革剪裁件或人造皮革剪裁件制成,其必须彼此缝合。在各个方法步骤中出现的缺陷通常会导致废品部件。
从EP 2 511 127 B1可知,在为制造头枕而提供的模具中置入外罩。相对于该模具,至少一个保持杆被定位。可替代地,成型芯相对于模具定位。将泡沫填充到该模具中。在泡沫硬化后,可以从模具中取出制成的头枕。
本发明的目的是提供一种用于制造用于车辆的装备部件的方法,该方法在生产耗费和相关成本方面得到改进。然而,应可以根据客户的要求灵活地构造装备部件。
该目的通过一种具有权利要求8的特征的用于制造装备部件的方法来实现。
提供具有至少两个相对于彼此可运动的成型部件的成型模具。成型部件形成型腔、即成型空腔,可以在其中制造装备部件。例如,成型空腔由至少两个成型部件形成。成型模具的成型空腔的内表面的至少一些区域构造用于生成装备部件的外表面,并且包括形成装备部件的外表面的结构的负结构的结构。特别是,成型模具根据本发明的第一方面构造。
利用第一复合物涂覆形成装备部件的外表面的内表面的区域的至少一部分,所述第一复合物包括至少一层的至少一种材料。该第一层复合物还包括结构,其也称为纹理,其在制成的产品上可被车辆乘员视觉感知和注意到。例如,仅施加一层的材料。可替代地,施加多层的相同材料。根据另一可替代方案,施加至少一层的第一材料和至少一个第二层的至少一种其他材料。
该施加例如通过喷涂、浇注和摊铺或其他合适的方法进行。这里,可以使用所有合适的方法,通过这些方法,层复合物可以均匀地分布在成型部件的内表面上。以这种方式,成型空腔的内表面的所有制造外表面的区域都设有该层复合物。也就是,在形成成型空腔的多个成型部件中,该方法也在它们上执行。
在制造第一层复合物之后或在施加至少一层之后进行干燥。也就是,每一层都可以单独干燥。可替代地,多个层或所有层共同干燥。
此后,使材料的第二复合物进入成型部件中的包括一部分型腔的成型部件中。在材料复合物进入之后关闭模具。根据一种可替代方案,也可以通过至少一个浇道进入关闭的模具中。
在第二复合物的可能必要的硬化时间以及用于将第二复合物附着到第一复合物的时间之后,打开模具并从模具中取出制成的装备部件。
利用本发明的第二方面的根据本发明的方法的特征,可以通过较少的方法步骤来制造装备部件,该装备部件与耗费得多地制造的装备部件、即例如具有材料外罩或皮革外罩的装备部件(其中外罩的各部件被缝合)相比具有几乎相同的、至少非常相似的外观。在根据本发明的方法中,由于方法步骤的数量显著较少,实现了较低的生产和材料耗费,从而降低了生产成本。
根据一个实施方式,在干燥第一复合物的方法步骤之前或之后,将留在产品中的集成部件或在装备部件制成之后从其取出的成型芯安装在相对于至少一个成型部件的限定位置。该安装可以例如在成型部件上或在安装有成型部件的模具载体上进行,因此它们可以在打开位置和关闭位置之间运动。在打开位置,可以接近成型空腔,且在关闭位置,成型空腔关闭,从而填充的材料不能逸出。
干燥例如通过红外发射器进行。可替代地,也可以在加热室中干燥。也可以利用其他合适的方法干燥层复合物,这些方法不会不利影响材料的期望性能、例如弹性和对裂纹和破损的不敏感性。
在将第一复合物施加到成型空腔的表面之前,为成型部件的各区域提供掩模。利用该方法步骤防止了在施加第一和第二复合物时密封表面的部分被材料润湿从而不再确保成型模具的密封性。
第一复合物的至少一种材料例如由聚氨酯(PUR)漆、PUR-RIM(反应注射模塑)或PUR-RRIM(增强反应注射模塑)形成。可替代地,可以使用其他合适的材料。
例如,第一复合物的层的材料具有良好的变形性和弹性,从而不会出现破损部位或裂纹。因为制成的装备部件是垫部件,其中,至少一个呈支承表面或贴靠表面形式的外表面是柔性的(可退让的)。
例如,存在用于附着在回填第一复合物的材料的第二复合物上的良好的性能。
此外,第一复合物的材料的触感例如起到了可以适配客户要求的作用。
材料的第二复合物包括例如PUR泡沫。可替代地,也可以使用附着于第一复合物的其他材料。其也可以是例如具有PUR泡沫成分和至少一种另外的组分的复合材料。所述另外的组分例如可具有加固的性能。例如,该组分可以由纤维形成。参考DE 10 2021 005 049,其公开内容明确地并入本申请的公开内容中。
根据第三方面,本发明涉及一种用于车辆的装备部件。
从众所周知的先前使用中已知一种装备部件,其中,以所谓的内座(In-Sitz)方法将泡沫一体成型到基体和先前由多个部件生产的织物外罩上。
本发明的目的是提供一种装备部件,该装备部件能够以简单的方式制造并且导致与材料相关的成本很低。
该目的通过具有权利要求16的特征的装备部件来实现。
所述装备部件包括具有外表面的外皮,其中,所述外皮由至少一种塑料构成的材料的第一复合物形成,并且其中,所述外表面设有结构。所述外皮由材料的第二复合物构成的填充材料支撑。外皮和填充材料彼此连接。
装备部件特别是根据本发明的第二方面的方法制造。
装备部件例如是头枕、扶手或中央控制台。
本发明的实施例也参考附图在以下附图描述中示例性地描述。在此,为了清楚起见,就不同的实施例而言,相同或相似的部件或元件或区域也具有相同的附图标记(部分地添加了小写字母)。
仅关于一个实施例描述的特征在本发明的范围内也可以设置在本发明的任何其他实施例中。这样的修改的实施例即使它们未在附图中示出也一并包括在本发明中。
所有公开的特征本身对于本发明都是重要的。本申请的公开内容还应包括关联的优先权文件(在先申请的副本)以及引用的文献和所描述的现有技术装置的全部公开内容,其目的也是:将这些文件的一个或多个特征一并包括在本申请的一项或多项权利要求中。
附图说明
在附图中:
图1示出用于生产呈头枕形式的装备部件的成型模具的第一成型部件的俯视图,第一成型部件包括型腔的第一部分;
图2示出成型模具的第二成型部件的俯视图,第二成型部件包括型腔的第二部分,
图3示出根据图2的第二成型部件的俯视图,其中保持杆托架固定在该成型部件上,
图4示出生产的成型部件的前视图,
图5示出生产的成型部件的后视图,
图6示出根据图5中的剖切线A-A的剖视图。
具体实施方式
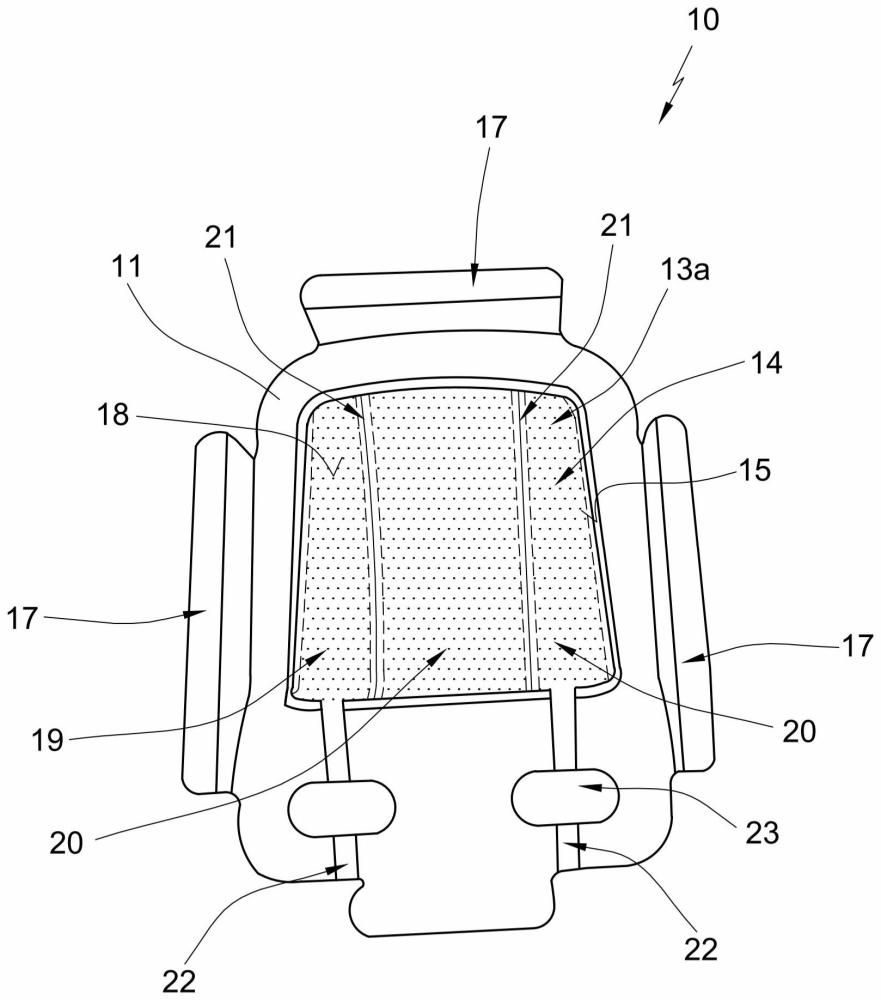
在图1中示出了用于实施根据本发明的第二方面的根据本发明的方法的成型模具10的第一成型部件11。利用该方法,可以生产车辆的带有垫的装备部件,在该装备部件中外表面至少部分地设有结构。例如,如在本实施例中,其他材料的外观和可能的触感被模仿。应在成型模具10中制造的装备部件在本示例中是头枕。
根据本发明的第一方面制造成型模具的成型部件。在这种情况下,产生用于制造成型部件的CAD数据集。通过附加软件,在数据集中补充在模具的成型空腔的限定表面上的负结构,该负结构映射在要生产的装备部件的外表面的外表面上。然后利用3D打印机打印模具。
第一成型部件11包括部分型腔,该部分型腔与图1中未示出的另一部件共同形成型腔14。在型腔14中至少部分地成型装备部件。其中装备部件。
此外,成型部件11具有定心附件17,利用该定心附件,第一成型部件11可以在限定的目标位置与第二成型部件12(见图2)对准。在图1中,还可以看到与第二成型部件11的密封面16相互作用的密封面15。
部分型腔13a的内表面18设有结构19,也称为纹理。结构19包括在视觉和触觉上类似于皮革表皮的结构被感知的区域20和在视觉上类似于接缝被感知的区域21。
在第一成型部件11上构造凹部22,在该凹部中可以部分地容纳整体部件(其在本实施例中为保持杆托架的端部区域),从而后续可以在装备部件中成型保持杆托架的另一个突出到型腔14中的区域。缺口23用于容纳紧固件,利用其可以将保持杆托架固定在第二成型部件12上。
在第二成型部件12中也构造部分型腔13b,其与部分型腔13a共同形成成型模具10的型腔14。此外,在第二成型部件12上构造密封面16。部分型腔13b的内表面24设有结构19,其具有模拟皮革表皮的区域20。结构19构造为负(结构)的,并且在成型的装备部件的外表面上模制时呈现为正结构。
以未示出的方式,成型部件11和12安装在可运动的模具载体上,成型部件利用该模具载体可在打开位置和关闭位置之间运动。在关闭位置,密封面15和16彼此靠置并且型腔形成基本上封闭的空腔。在打开位置,两个成型部件11和12远离彼此运动,使得可以接近两个成型部件11和12。
例如,成型部件11和12通过相对运动垂直地远离彼此运动。在此例如,一个成型部件是静止的,另一个成型部件是可运动的。在本示例中,成型部件12是静止的并且部分型腔13b指向上方。成型部件11是可运动的并且部分型腔13a指向下方并且布置在部分型腔13b上方。
首先,密封面15和16在打开位置被掩蔽,使得它们保持没有施加到部分型腔13a和13b的内表面18和24上的任何材料。由此防止了密封面不密封和材料从型腔14逸出。然后,为内表面18和24提供脱模剂,这有助于所制造的装备部件的后续脱模。
然后,将材料的第一复合物施加到内表面18和24上,其在简单情况下(如在本实施例中)包括聚氨酯漆。可以包括一个或多个层并且可以具有一种或多种材料的该复合物后续形成装备部件的设有期望结构的外表面。
之后,干燥第一复合物。该干燥例如通过照射内表面18和24的至少一个红外发射器进行。
下面(见图3),例如相对于下部的第二成型部件12布置保持杆托架25,其具有自由端部区域27a和27b以及横梁27c。在本示例中,保持杆托架25通过紧固件26固定在成型部件12上。
此后,使材料的第二复合物进入部分型腔13b中。然后将成型模具运动到关闭位置并保持在关闭位置,直到在关闭位置第二复合物硬化并且第二复合物与第一复合物连接。在硬化之后,成型模具10可以运动到打开位置,并且可以从下部的成型部件12中取出所生产的装备部件。
在图4中可以看到在型腔14中制造的呈头枕30形式的装备部件28的前视图。该头枕包括保持杆托架25和头部件29,该头部件具有前表面31和后表面32(见图5),所述前表面包括头贴靠表面并由内表面18模制,所述后表面由型腔14的内表面24模制。前表面31以及后表面32包含具有模拟皮革表皮的区域20的结构19。在该示例中,前表面31另外包含模拟双接缝的区域21。
图6显示了头枕30的剖视图。头部件29包括由材料的第一复合物形成的外皮33和由材料的第二复合物形成并部分地包围保持杆托架25的区域的填充材料34。
设有结构19的外皮33附着在填充材料上,即第一复合物和第二复合物固定地连接。
在本实施例中,形成外皮33的材料的第一复合物的触感类似于皮革表皮的触感。
- 汽车构造部件用拉深成形体、汽车构造部件用拉深成形体的制造方法及汽车构造部件用拉深成形体的制造装置
- 载体、附着薄膜部件、空气过滤器、载体的制造方法及附着薄膜部件的制造方法
- 用于车辆的装备部件以及用于制造装备部件的方法
- 装备部件和用于制造装备部件的方法