一种适用于低温微量润滑的内冷式成形车刀及其制备方法
文献发布时间:2023-06-19 09:32:16
技术领域
本发明涉及机械加工设备领域,具体涉及一种适用于低温微量润滑的内冷式成形车刀及其制备方法。
背景技术
高温合金是多组元的复杂合金,具有良好的热强性能、热稳定性能及热疲劳性能,能在600-1000度的高温氧化气氛和腐蚀条件下工作,通过固溶、时效等方法强化,可得到较理想的强度和抗蠕变性能。因此是航空航天工业中的重要结构材料,常用于制造航空发动机中的涡轮叶片、涡轮盘、燃烧室、涡轮传动轴、汽轮机转子。高温合金的优点众多,但也使得其切削加工比其他材料出现更多的难题。高温合金的切削加工中常出现切削力大,切削温度高,刀具磨损、破损极其严重等问题,使得加工生产效率极低。此外,过高的切削力和刀具的严重磨损、破损极大地限制了切削速度、进给量和切削深度的提高。
使工件的加工精度及表面完整性难以保证,不少特殊要求的加工表面更难以完成。因此普通刀片难以满足加工需求,人们也追求加工的高效、节约成本、提高加工质量等要求,故此对切削高温合金刀片的研究与创新迫在眉睫。现有加工出来的车刀在生产过程中,难以快速冷却,对加工工艺造成影响,同时对刀片损害较大,缩短了刀片的寿命。
发明内容
为此,本发明提供一种适用于低温微量润滑的内冷式成形车刀及其制备方法,以解决现有车刀难以快速冷却、使用寿命短的问题。
为了实现上述目的,本发明提供如下技术方案:
根据本发明的第一方面,公开了一种适用于低温微量润滑的内冷式成形车刀,所述适用于低温微量润滑的内冷式成形车刀包括:刀体、主冷气通道、主喷头和多个侧向喷头,所述刀体的侧面连接有三通接头,所述主冷气通道设置在刀体内并与三通接头连接,通过三通接头注入润滑头和压缩冷却气体,所述主喷头和多个侧向喷头均通过次冷气通道与主冷气通道连接,通过主喷头和侧向喷头向外喷射冷却润滑油。
进一步地,所述刀体底部呈长方体状,刀体的顶部加工有燕尾榫,刀体底部加工有前角和椭圆状刃形,刀具的前角为12°,后角为10°。
进一步地,,所述主冷气通道设置在刀体内部,主冷气通道与刀体外侧接触部分连接三通接头,通过三通接头的剩余两个接口分别通入润滑液和压缩冷却气体,使润滑液和压缩冷却气体同时进入主冷气通道。
进一步地,所述刀体内部开设有三条次冷气通道,三条次冷气通道均与主冷气通道连接,中间的次冷气通道在椭圆形刃形内开有主喷头安装孔,两侧的次冷气通道倾斜向椭圆形刃形内开设有侧向喷头安装孔。
进一步地,所述主喷头安装孔内安装主喷头,侧向喷头安装孔内安装侧向喷头,主冷气通道内的润滑液和压缩冷却气体进入所有次冷气通道,通过主喷头和侧向喷头向切削区域喷出润滑液。
根据本发明的第二方面,公开了一种适用于低温微量润滑的内冷式成形车刀的制备方法,所述方法为:
将刀具毛坯在平面磨床上重磨毛坯四个侧面,提高后续加工精度;
利用慢走丝线切割加工车刀前角、刃形部分以及燕尾榫;
将刀具先后安装在角度为22°和12°的垫块上,垫块安装在机床夹持座上,电极丝按预设程序运动分别切割出前角和椭圆状刃形部分;
将刀具竖直安装在夹持座上,电极丝按预设程序运动切割出燕尾榫部分;
切割完毕后,在光学投影仪上检测刃形部分的尺寸精确度,符合要求的刀具接下来则在电火花成形机上加工一条主冷气通道孔和三条次冷气通道孔;
对一个主喷头安装孔、两个侧向喷头安装孔以及一个三通接头安装孔进行攻丝,最后利用油石清除氧化层并对刃形部分进行研磨。
本发明具有如下优点:
本发明公开了一种适用于低温微量润滑的内冷式成形车刀及其制备方法,通过三通接头向刀体内通入润滑液和压缩冷却气体,主冷气通道将润滑液和压缩冷却气体混合后传送至多个次冷气通道,通过主喷头和侧向喷头向切削区喷射润滑液,实现切削区域的快速冷却降温和润滑,降低对车刀的磨损,延长车刀使用寿命。
附图说明
为了更清楚地说明本发明的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引申获得其它的实施附图。
本说明书所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。
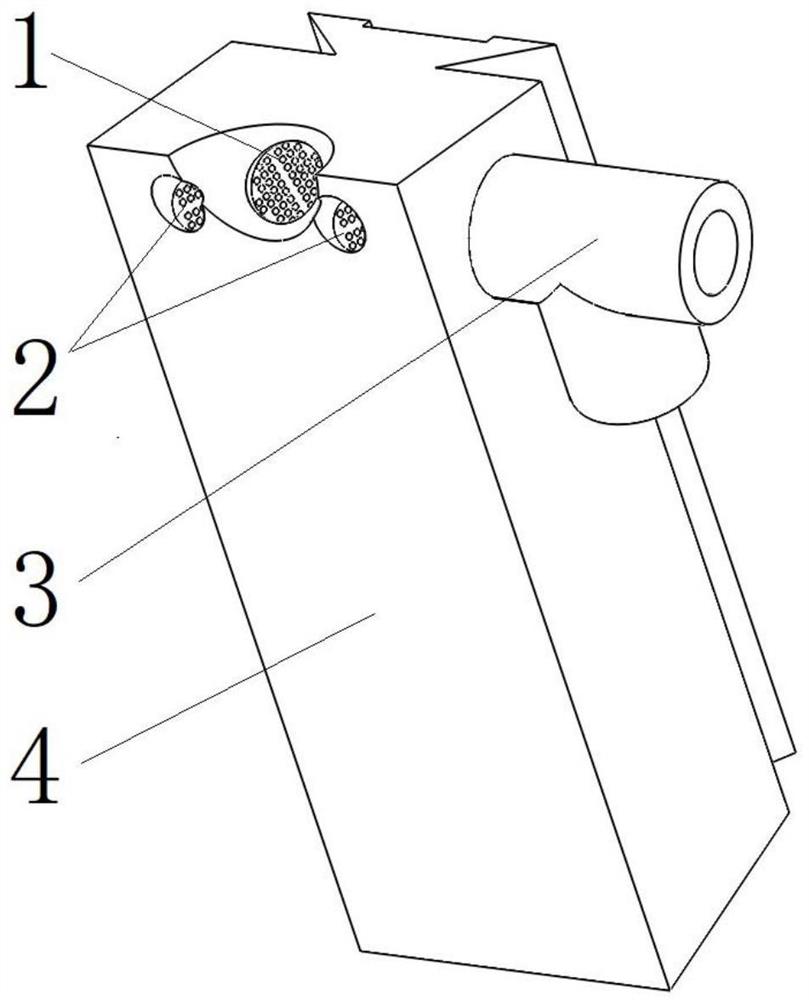
图1为本发明实施例提供的一种适用于低温微量润滑的内冷式成形车刀结构图;
图2为本发明实施例提供的一种适用于低温微量润滑的内冷式成形车刀爆炸视图;
图3为本发明实施例提供的一种适用于低温微量润滑的内冷式成形车刀侧视图;
图4为本发明实施例提供的一种适用于低温微量润滑的内冷式成形车刀的底部视图;
图5为本发明实施例提供的图3中的A-A视角剖视图;
图6为本发明实施例提供的图3中的B-B视角剖视图;
图中:1-主喷头、2-侧向喷头、3-三通接头、4-刀体、5-椭圆状刃形、6-主喷头安装孔、7-侧向喷头安装孔、8-次冷气通道、9-主冷气通道、10-燕尾榫.
具体实施方式
以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
本实施例公开了一种适用于低温微量润滑的内冷式成形车刀,所述适用于低温微量润滑的内冷式成形车刀包括:刀体4、主冷气通道9、主喷头1和多个侧向喷头2,所述刀体4的侧面连接有三通接头3,所述主冷气通道9设置在刀体4内并与三通接头3连接,通过三通接头3注入润滑头和压缩冷却气体,所述主喷头1和多个侧向喷头2均通过次冷气通道8与主冷气通道9连接,通过主喷头1和侧向喷头2向外喷射冷却润滑油。
刀体4底部呈长方体状,刀体4的顶部加工有燕尾榫10,刀体4底部加工有前角和椭圆状刃形5,刀具的前角为12°,后角为10°,便于进行不同的切削工作。主冷气通道9设置在刀体4内部,主冷气通道9与刀体4外侧接触部分连接三通接头3,通过三通接头3的剩余两个接口分别通入润滑液和压缩冷却气体,使润滑液和压缩冷却气体同时进入主冷气通道9。在主冷气通道9内,润滑液被压缩冷却气体加压,能够快速喷射。
刀体4内部开设有三条次冷气通道8,三条次冷气通道8均与主冷气通道9连接,中间的次冷气通道8在椭圆形刃形内开有主喷头安装孔6,两侧的次冷气通道8倾斜向椭圆形刃形内开设有侧向喷头安装孔7。主喷头安装孔6内安装主喷头1,侧向喷头安装孔7内安装侧向喷头2。
主冷气通道9内的润滑液和压缩冷却气体进入所有次冷气通道8,通过主喷头1和侧向喷头2向切削区域喷出润滑液,从而提升冷却和润滑的效果,便于提升加工效果,延长车刀的使用寿命。
实施例2
本实施例公开了一种适用于低温微量润滑的内冷式成形车刀的制备方法,所述方法为:
将刀具毛坯在平面磨床上重磨毛坯四个侧面,提高后续加工精度,刀具毛坯为外购高速钢条;
利用慢走丝线切割加工车刀前角、刃形部分以及燕尾榫10;
将刀具先后安装在角度为22°和12°的垫块上,垫块安装在机床夹持座上,电极丝按预设程序运动分别切割出前角和椭圆状刃形5部分;
将刀具竖直安装在夹持座上,电极丝按预设程序运动切割出燕尾榫10部分;
切割完毕后,在光学投影仪上检测刃形部分的尺寸精确度,符合要求的刀具接下来则在电火花成形机上加工一条主冷气通道9孔和三条次冷气通道8孔;
对一个主喷头安装孔6、两个侧向喷头安装孔7以及一个三通接头3安装孔进行攻丝,最后利用油石清除氧化层并对刃形部分进行研磨。
在主喷头安装孔6内安装主喷头1,侧向喷头安装孔7内安装侧向喷头2,完成车刀的加工制作。
虽然,上文中已经用一般性说明及具体实施例对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
- 一种适用于低温微量润滑的内冷式成形车刀及其制备方法
- 一种适用于低温微量润滑的内冷式切槽刀