一种链条零件自动上料系统
文献发布时间:2023-06-19 10:13:22
技术领域
本发明涉及链条装配技术领域,特别是一种链条零件自动上料系统。
背景技术
作为常规的工业零部件,应用广泛,装配机已实现自动化,但装配时需要使用大量的零件供料,目前大多数还需人工加料,装配工劳动强度急剧上升,工人压力增加,且错误率急剧提升。
发明内容
针对现有技术存在的不足,本发明提供一种链条零件自动上料系统,解决现存装配机还需人工送料的问题,减少工人的劳动强度,整体结构简单且成本低。
为了达到上述目的,本发明通过以下技术方案来实现:一种链条零件自动上料系统,包括机架、安装于机架上的零件缓冲送料机构、导轨提升机以及零件下料机构,导轨提升机下降后与零件缓冲送料机构配合,导轨提升机上升后与零件下料机构配合。
优选的:所述零件缓冲送料机构包括缓存料仓和振动器,振动器安装于缓存料仓下方,振动方便下料。
优选的:所述导轨提升机包括直线导轨、滑块、电机、链条、连接板、料斗托盘、提升料斗和压板,所属导轨固定于机架上,滑块一侧与导轨滑动连接,滑块另一侧安装连接板,连接板上安装料斗托盘,料斗托盘上转动连接提升料斗,所述电机安装于机架顶部,电机安装第一链轮,机架底部安装第二链轮,链条循环安装于第一链轮和第二链轮之间,所述链条一侧穿过连接板进行固定连接。电机正反转带动链条上下升降,从而带动滑块和连接板上下移动,方便上下升降输送。
优选的:所述提升料斗一侧与料斗托盘转动连接,所述提升料斗另一侧装有销轴,机架上设有与销轴接触的挡块。当提升料斗上升到相应位置后,挡块与销轴接触用于阻挡销轴继续上升,此时提升料斗一端由于受到阻挡,提升料斗在料斗托盘上发生转动,从而将提升料斗内的零件自动倒入下料漏斗内。
优选的:零件下料机构由下料漏斗和输送线组成,下料漏斗上侧与提升料斗配合接料,下料漏斗下侧与输送线配合连接,通过输送线输送至下一个工位。
优选的:机架下侧安装满料检测器和下到位检测器,机架上侧安装上到位检测器,各个检测器均反馈信号给PLC,从而进行控制,下到位检测器和上到位检测器用于控制提升料斗上下行程范围,控制电机启停,满料检测器用于检测零件是否在提升料斗装满。
优选的:所述缓存料仓连接有输料架,输料架出口端安装有启闭配合的转接装置。
优选的:所述转接装置包括转接座、转接板和弹簧,所述转接座固定于机架上,转接板转接于转接座上,转接板上连接弹簧,弹簧另一侧与机架连接,压板下压转接板时,输料架与转接板平行,压板与转接板分离时,弹簧带动转接板转动与输料架出口封闭配合。当压板下压转接板时,输料架与转接板平行进行接收物料,输料架内的零件进入提升料斗内,直到满料检测器检测已装满,从而控制提升料斗上升,转接板封闭输料架出口,振动器停止工作。
本发明具有有益效果为:
通过零件缓冲送料机构供给导轨提升机中的提升料斗供料,导轨提升机的提升料斗通过电机提升到指定高度,倒进零件下料机构中,零件下料机构在链条装配机的上方,通过零件下料机构送入下一个工位的装配机料斗内。该设备装置能解决现存装配机还需人工送料的问题,减少工人的劳动强度。整体结构简单且成本低。
附图说明
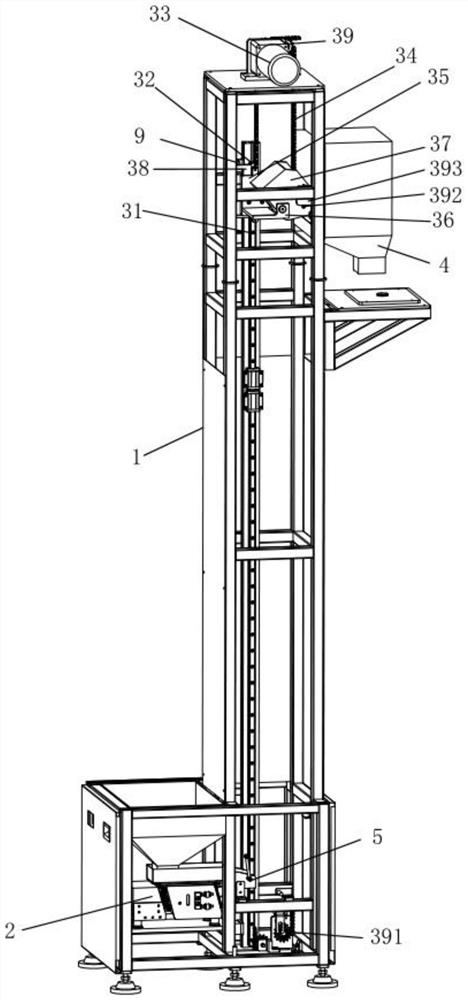
图1为本发明的结构示意图;
图2为图1中局部放大示意图;
图3为本发明局部结构示意图;
图4为本发明机架以及转接装置示意图;
图5为图4中局部放大图;
图6为本发明另一角度结构示意图;
图7为本发明工作示意图;
附图标记:1、机架;2、零件缓冲送料机构;21、缓存料仓;22、振动器;3、导轨提升机;31、直线导轨;32、滑块;33、电机;34、链条;35、连接板;36、料斗托盘;37、提升料斗;38、压板;39、第一链轮;391、第二链轮;392、销轴;393、挡块;4、零件下料机构;41、下料漏斗;42、输送线;5、转接装置;51、转接座;52、转接板;53、弹簧;6、输料架;7、满料检测器;8、下到位检测器;9、上到位检测器;10、装配机。
具体实施方式
结合附图,对本发明较佳实施例做进一步详细说明。
如图1-7所述的一种链条34装配自动上料系统,包括机架1、安装于机架1上的零件缓冲送料机构2、导轨提升机3以及零件下料机构4,导轨提升机3下降后与零件缓冲送料机构2配合,导轨提升机3上升后与零件下料机构4配合。
所述零件缓冲送料机构2包括缓存料仓21和振动器22,振动器22安装于缓存料仓21下方,振动方便下料,所述缓存料仓21连接有输料架6,输料架6出口端安装有启闭配合的转接装置5。
所述转接装置5包括转接座51、转接板52和弹簧53,所述转接座51固定于机架1上,转接板52转接于转接座51上,转接板52上连接弹簧53,弹簧53另一侧与机架1连接,压板38下压转接板52时,输料架6与转接板52平行,压板38与转接板52分离时,弹簧53带动转接板52转动与输料架6出口封闭配合。当压板38下压转接板52时,输料架6与转接板52平行进行接收物料,输料架6内的零件进入提升料斗37内,直到满料检测器7检测已装满,从而控制提升料斗37上升,转接板52封闭输料架6出口,振动器22停止工作。
所述导轨提升机3包括直线导轨31、滑块32、电机33、链条34、连接板35、料斗托盘36、提升料斗37和压板38,所属导轨固定于机架1上,滑块32一侧与导轨滑动连接,滑块32另一侧安装连接板35,连接板35上安装料斗托盘36,料斗托盘36上转动连接提升料斗37,所述电机33安装于机架1顶部,电机33安装第一链轮39,机架1底部安装第二链轮391,链条34循环安装于第一链轮39和第二链轮391之间,所述链条34一侧穿过连接板35进行固定连接。电机33正反转带动链条34上下升降,从而带动滑块32和连接板35上下移动,方便上下升降输送。
所述提升料斗37一侧与料斗托盘36转动连接,所述提升料斗37另一侧装有销轴392,机架1上设有与销轴392接触的挡块393。当提升料斗37上升到相应位置后,挡块393与销轴392接触用于阻挡销轴392继续上升,此时提升料斗37一端由于受到阻挡,提升料斗37在料斗托盘36上发生转动,从而将提升料斗37内的零件自动倒入下料漏斗41内。
零件下料机构4由下料漏斗41和输送线42组成,下料漏斗41上侧与提升料斗37配合接料,下料漏斗41下侧与输送线42配合连接,通过输送线42输送至下一个工位。
机架1下侧安装满料检测器7和下到位检测器8,机架1上侧安装上到位检测器9,各个检测器均反馈信号给PLC,从而进行控制,下到位检测器8和上到位检测器9用于控制提升料斗37上下行程范围,控制电机33启停,满料检测器7用于检测零件是否在提升料斗37装满。
通过零件缓冲送料机构供给导轨提升机3中的提升料斗37供料,导轨提升机3的提升料斗37通过电机33提升到指定高度,倒进零件下料机构4中,零件下料机构4在链条34装配机10的上方,通过零件下料机构4送入下一个工位的装配机10料斗内。该设备装置能解决现存装配机10还需人工送料的问题,减少工人的劳动强度。同时装配机10的料斗内装有缺料检测器,在感应到无料时,振动器22进行工作,压板38下压转接板52,输料架6与转接板52平行进行接收物料,输料架6内的零件进入提升料斗37内,直到满料检测器7检测已装满,然后重复上述步骤,控制提升料斗37上升,将倒进零件下料机构4中。该设备装置能解决现存装配机10还需人工送料的问题,减少工人的劳动强度,整体结构简单且成本低。
上述实施例仅用于解释说明本发明的发明构思,而非对本发明权利保护的限定,凡利用此构思对本发明进行非实质性的改动,均应落入本发明的保护范围。
- 一种链条零件自动上料系统
- 一种基于并联平行四边形组合的全自动管类零件上料系统