一种可自动对中的数控铣槽机刀架
文献发布时间:2023-06-19 10:25:58
技术领域
本发明属于数控机床技术领域,尤其涉及一种可自动对中的数控铣槽机刀架。
背景技术
将工件摆放在工作台中心后,利用成铣刀(形盘铣刀)对工件进行铣槽加工。需要对装置中铣刀的位置进行调整,以使通过铣刀加工出来的工件符合相关标准。
现在,主流的方法是刻线对中找正方法,先是在机床外由人工在目标齿形中心线位置刻一条线,该线与目标信号键中心线的之间为要求角度,再将被加工工件安装在夹具上,由人工手动操作机床铣刀轴向移动,将铣刀的中心对准被加工工件所刻线位置,且铣刀的对中主要靠人工目测,对中误差较大,导致加工出的工件中心线与标准要求之间容易出现较大的误差。人工对中的效率非常低,此外,找正操作过程中,需要调整机床的铣刀中心距位置,容易损坏铣刀,为此急需解决上述技术问题。
因此,需要一种可自动对中的数控铣槽机刀架,能够快速、准确的实现铣刀的对中操作。
发明内容
本发明的目的在于,提供一种可自动对中的数控铣槽机刀架,能够快速、准确的实现铣刀的对中操作。
本发明提供的基础方案为:
一种可自动对中的数控铣槽机刀架,包括机架、窜刀对中机构和刀架滑板;刀架滑板上设有刀杆,刀杆包括小轴端、大轴端和安装部;窜刀对中机构固定在机架上,用于移动刀架滑板实现窜刀;
刀架滑板上还设有主轴,主轴与大轴端连接,用于驱动刀杆转动,主轴朝向刀杆的面为基准面;安装部上距离主轴由远到近依次设有小轴端隔套、铣刀和大轴端隔套;大轴端的端面至主轴基准面的距离为D,大轴端隔套长度为C;
还包括找正机构和控制单元;找正机构包括找正芯轴和找正块;找正块的厚度为B,找正芯轴直径为F;找正块与大轴端隔套远离主轴的一面贴合,且找正块中心与安装部中心对齐;找正芯轴可拆卸的安装在工作台上,且找正芯轴与工作台同心;找正芯轴及主轴位于找正块的同侧,找正芯轴圆面与找正块的距离为E;小轴端到大轴端的移动方向为Y轴正向;
控制单元用于计算H=B/2+E+F/2,还用于将H的数值作为找正数值,控制窜刀对中机构向Y轴正向窜刀H,之后,控制单元初始化Y轴零点,计算并存储此时主轴基准面与工作台中心的距离A=B/2+C+D;
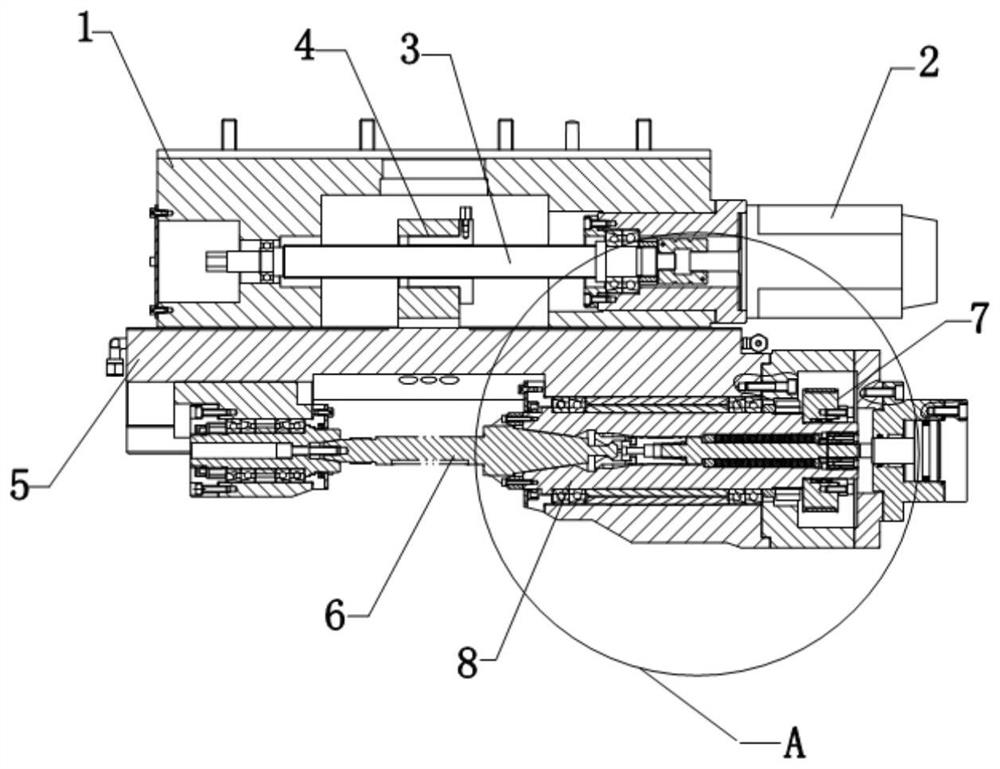
控制单元还用于输入铣刀宽度B′,还用于根据铣刀宽度B′、大轴端隔套长度C和刀杆端面至主轴基准面距离D,计算主轴基准面到铣刀中心的距离A′=B′/2+C+D,并比较A′与A的数值;若A′>A,控制单元控制窜刀对中机构向Y轴正向窜刀(A′-A);若A′ 基础方案工作原理及有益效果: 找正前将找正芯轴安装在工作台上并校正,使找正芯轴与工作台同心。 进行找正时,衡量找正芯轴圆面与找正块的距离E后,控制单元计算找正补偿的距离H=B/2+E+F/2,并控制窜刀对中机构向Y轴正向窜刀H,使找正块中心与工作台中心对齐,从而确定并保证主轴基准面处于设计理论位置,即确保主轴基准面与工件中心的距离为A(A=B/2+C+D)。此时控制单元设置Y轴零点,并在控制单元存储A值。此时,安装部中心与工件中心对齐。 但是,由于铣刀中心与安装部中心不一定严格对齐,因此,在使用装置前,向控制单元输入铣刀宽度B′,控制单元根据铣刀宽度B′,大轴端隔套长度C,刀杆端面至主轴基准面距离D,计算主轴基准面到铣刀中心的距离A′=B′/2+C+D。 之后,控制单元比较A′与A的数值,如果A′=A,说明铣刀中心与工作台中心已对齐,不需要调整。如果A′>A,说明铣刀中心与主轴基准面之间的距离,大于工作台中心与主轴基准面之间的距离,因此,控制单元控制窜刀对中机构向Y轴正向窜刀(A′-A),使铣刀中心与工作台中心对齐。如果A′ 这样,通过上述两次对齐操作,第一次对齐使安装部中心与工作台中心对齐,即使铣刀的中心与安装部中心并不严格对齐,差值也很小;第二次对齐,使铣刀中心与工作台中心对齐,并且,由于有第一次对齐作为基础,第二次对齐可以快速且准确的完成。 综上,使用本装置,可以快速、准确的实现铣刀的对中操作。 进一步,控制单元还用于存储工件的要求公差±G,还用于输入工件加工后槽中线与工件中心的位置度G′;若G′>+G,控制单元控制窜刀对中机构向Y轴负向微调整G;若G′<-G,控制单元控制窜刀对中机构向Y轴正向微调整G。 为了消除工件的加工和装配误差,在铣槽加工对中后,需要对工件铣槽的加工精度进行确认。(工作人员或检测仪)将检查的工件槽中线与工件中心的位置度G′输入控制单元中,控制单元将其与存储的工件要求公差±G进行比较,如果G′∈[-G,+G],则说明工件符合要求,不用进行补偿调整。 如果G′>+G,说明工件中心线距离主轴基准面过近,因此,控制窜刀对中机构向Y轴负向微调整G,以使后续加工的工件符合要求。如果G′<-G,说明工件中心线距离主轴基准面过远,因此,控制窜刀对中机构向Y轴正向微调整G,以使后续加工的工件符合要求。 这样,在实际加工时,若检查到工件的加工不符合要求,控制单元可以根据检查的数据自动进行调整,使后续加工的工件符合要求。 进一步,主轴内设有可沿其轴向滑动的拉杆;拉杆靠近刀杆的一端固设有大拉钉,刀杆的大轴端固设有小拉钉;还包括用于卡住大拉钉及小拉钉的卡爪,卡爪的一端卡死在大拉钉的卡槽内,另一端可在小拉钉的卡槽内滑动,卡爪向拉杆一侧滑动时卡紧小拉钉,卡爪向刀杆一侧滑动时松开小拉钉。 进一步,拉杆远离刀杆的一侧设有蝶簧和液压缸;液压缸固定在刀架滑板上,液压缸的活塞与拉杆固定;蝶簧穿在拉杆上,一端压紧活塞,另一端压紧主轴。 进一步,还包括驱动机构,驱动机构固定在刀架滑板上,用于驱动主轴转动。 进一步,驱动机构包括驱动电机、同步齿形带和带轮。 作为机床领域常见的转动驱动机构,便于安装和检修。 进一步,窜刀对中机构包括丝杠以及驱动丝杠转动的窜中电机,丝杠的螺母与刀架滑板固定;窜中电机与控制单元电连接。 丝杠机构在机床领域的应用非常普遍,便于安装与应用。通过控制窜中电机,可以实现控制刀架滑板的移动。 进一步,窜中电机为步进电机。 精度较高。 进一步,刀架滑板上还固设有角接触轴承,主轴与角接触轴承配合。 进一步,角接触轴承上还设有预紧调整隔套。 附图说明 图1为本发明实施例的结构示意图; 图2为图1中A部的局部示意图; 图3为调整对中时的结构示意图; 图4为图3中B部的局部示意图。 具体实施方式 下面通过具体实施方式进一步详细说明: 说明书附图中的附图标记包括:机架1、窜中电机2、丝杠3、螺母4、刀架滑板5、刀杆6、驱动机构7、主轴8、卡爪9、角接触轴承10、找正芯轴11、找正块12。 实施例一 如图1、图2所示,一种可自动对中的数控铣槽机刀架,包括机架1、窜刀对中机构、刀架滑板5、找正机构、控制单元和驱动机构7。本实施例中,控制单元为机床自带控制器,在其他实施例中,也可以选用独立的工业PC。 刀架滑板5上设有刀杆6,刀杆6包括小轴端、大轴端和安装部。本实施例中,大轴端与小轴端均为7:24锥度接口。 窜刀对中机构固定在机架1上,用于移动刀架滑板5实现窜刀;具体的,窜刀对中机构包括丝杠3以及驱动丝杠3转动的窜中电机2,丝杠3的螺母4与刀架滑板5固定;窜中电机2固定在机架1上,且窜中电机2与控制单元电连接。本实施例中,窜中电机2为步进电机。 刀架滑板5上还设有主轴8,主轴8与大轴端连接,用于驱动刀杆6转动,主轴8朝向刀杆6的面为基准面;刀架滑板5上还固设有角接触轴承10,主轴8与角接触轴承10配合,角接触轴承10上还设有预紧调整隔套。 主轴8内设有可沿其轴向滑动的拉杆;拉杆靠近刀杆6的一端固设有大拉钉,刀杆6的大轴端固设有小拉钉;还包括用于卡住大拉钉及小拉钉的卡爪9,卡爪9的一端卡死在大拉钉的卡槽内,另一端可在小拉钉的卡槽内滑动,卡爪9向拉杆一侧滑动时卡紧小拉钉,卡爪9向刀杆6一侧滑动时松开小拉钉。拉杆远离刀杆6的一侧设有蝶簧和液压缸;液压缸固定在刀架滑板5上,液压缸的活塞与拉杆固定;蝶簧穿在拉杆上,一端压紧活塞,另一端压紧主轴8。 驱动机构7固定在刀架滑板5上,用于驱动主轴8转动,本实施例中,驱动机构7包括驱动电机、同步齿形带和带轮。该驱动机构7作为机床领域常见的转动驱动机构7,便于安装和检修。 安装部上距离主轴8由远到近依次设有小轴端隔套、铣刀和大轴端隔套;大轴端的端面至主轴8基准面的距离为D,大轴端隔套长度为C。 需要说明的是,图3中的B部,正好与工作台的边缘重合。如图3、图4所示,找正机构包括找正芯轴11和找正块12;找正块12的厚度为B,找正芯轴11直径为F;找正块12与大轴端隔套远离主轴8的一面贴合,且找正块12中心与安装部中心对齐;找正芯轴11可拆卸的安装在工作台上,且找正芯轴11与工作台同心;找正芯轴11及主轴8位于找正块12的同侧,找正芯轴11圆面与找正块12的距离为E;小轴端到大轴端的移动方向为Y轴正向。 控制单元用于计算H=B/2+E+F/2,还用于将H的数值作为找正数值,控制窜刀对中机构向Y轴正向窜刀H,之后,控制单元初始化Y轴零点,并存储A值。 控制单元还用于输入铣刀宽度B′,还用于根据铣刀宽度B′、大轴端隔套长度C和刀杆6端面至主轴8基准面距离D,计算主轴8基准面到铣刀中心的距离A′=B′/2+C+D,并比较A′与A的数值;若A′>A,控制单元控制窜刀对中机构向Y轴正向窜刀(A′-A);若A′ 控制单元还用于存储工件的要求公差±G,还用于输入工件加工后槽中线与工件中心的位置度G′;若G′>+G,控制单元控制窜刀对中机构向Y轴负向微调整G;若G′<-G,控制单元控制窜刀对中机构向Y轴正向微调整G。 具体实施过程如下: 找正前将找正芯轴11安装在工作台上并校正,使找正芯轴11与工作台同心。 进行找正时,衡量找正芯轴11圆面与找正块12的距离E后,控制单元计算找正补偿的距离H=B/2+E+F/2,并控制窜刀对中机构向Y轴正向窜刀H,使找正块12中心与工作台中心对齐,从而确定并保证主轴8基准面处于设计理论位置,即确保主轴8基准面与工件中心的距离为A(A=B/2+C+D)。此时控制单元设置Y轴零点,计算并存储此时主轴8基准面与工作台中心的距离A=B/2+C+D。此时,安装部中心与工件中心对齐。 但是,由于铣刀中心与安装部中心不一定严格对齐,因此,在使用装置前,向控制单元输入铣刀宽度B′,控制单元根据铣刀宽度B′,大轴端隔套长度C,刀杆6端面至主轴8基准面距离D,计算主轴8基准面到铣刀中心的距离A′=B′/2+C+D。 之后,控制单元比较A′与A的数值,如果A′=A,说明铣刀中心与工作台中心已对齐,不需要调整。如果A′>A,说明铣刀中心与主轴8基准面之间的距离,大于工作台中心与主轴8基准面之间的距离,因此,控制单元控制窜刀对中机构向Y轴正向窜刀(A′-A),使铣刀中心与工作台中心对齐。如果A′ 这样,通过上述两次对齐操作,第一次对齐使安装部中心与工作台中心对齐,即使铣刀的中心与安装部中心并不严格对齐,差值也很小;第二次对齐,使铣刀中心与工作台中心对齐,并且,由于有第一次对齐作为基础,第二次对齐可以快速且准确的完成。 除此,为了消除工件的加工和装配误差,在铣槽加工对中后,需要对工件铣槽的加工精度进行确认。(工作人员或检测仪)将检查的工件槽中线与工件中心的位置度G′输入控制单元中,控制单元将其与存储的工件要求公差±G进行比较,如果G′∈[-G,+G],则说明工件符合要求,不用进行补偿调整。 如果G′>+G,说明工件中心线距离主轴8基准面过近,因此,控制窜刀对中机构向Y轴负向微调整G,以使后续加工的工件符合要求。如果G′<-G,说明工件中心线距离主轴8基准面过远,因此,控制窜刀对中机构向Y轴正向微调整G,以使后续加工的工件符合要求。 这样,在实际加工时,若检查到工件的加工不符合要求,控制单元可以根据检查的数据自动进行调整,使后续加工的工件符合要求。 综上,使用本装置,可以快速、准确的实现铣刀的对中操作。 实施例二 与实施例一不同的是,本实施例中,找正芯轴11包括第一绝缘部分和第一导电部分,第一导电部分上一体成型有定位短杆,定位短杆朝向找正块12,定位短杆的自由端为倾斜向上的找正斜面;定位短杆的自由端嵌设有压力传感器,定位短杆上开有接线孔,压力传感器通过接线孔与控制单元电连接; 找正块12包括第二绝缘部分和第二导电部分,第二导电部分朝向找正芯轴11的一面开有与定位短杆自由端对应的找正凹槽;第一导电部分的上端和第二导电部分的下端分别与通过一根导线电阻采集电路电连接; 控制单元还与电阻采集电路电连接;控制单元还用于根据采集的电阻值与预设的标准值进行对比,当对比结果为存在误差时,根据压力传感器的反馈数据,控制窜刀对中机构在Y轴方向窜刀。 具体实施过程如下: 使用本装置,在衡量找正芯轴11圆面与找正块12的距离E时,可以通过控制窜刀对中机构移动使定位短杆的自由端进入找整块的找正凹槽内。 由于第一导电部分的上端和第二导电部分的下端分别与通过一根导线电阻采集电路电连接,控制单元与电阻采集电路电连接,这个过程中,控制单元可以通过电阻采集电路了解第一导电体与第二导电体的电阻值。根据电阻计算公式R=ρL/S,找正斜面与找正凹槽的接触情况不同,接触面S不同,得到的电阻会不同。换个说法,根据第一导电体与第二导电体的电阻值,控制单元可以了解定位短杆自由端与正凹槽内的契合程度。 控制单元根据采集的电阻值与预设的标准值(定位短杆自由端与找正凹槽完整契合)进行对比,当对比结果为存在误差时,说明契合程度存在问题,或者找正块12的位移不足,或者定位短杆与找正块12因为接触的力度过大,导致找正芯轴11出现弯曲。 因此,控制单元根据压力传感器的反馈数据,控制窜刀对中机构在Y轴方向窜刀。若压力传感器的反馈数据过小,说明找正块12向找正芯轴11方向的位移不足;若压力传感器的反馈数据过大,则说明找正块12向找正芯轴11方向的位移过大,导致找正芯轴11出现了倾斜(定位短杆自由端与正凹槽同样不能完整契合)。 通过这样的方式,可以使E的数值固定,免去测量时的误差。同时,通过这样的方式,在衡量找正芯轴11圆面与找正块12的距离E时,可以保证找正芯轴11处于笔直状态,可以避免因为找正芯轴11弯曲而导致的误差。 找正芯轴11、找正块12的安装方式,本领域技术人员可依据具体情况,采用标记加固定的方式进行安装,这属于常规技术,在此不再赘述;电阻采集电路同样属于本领域技术人员的惯用技术,在此不再赘述。 以上所述的仅是本发明的实施例,方案中公知的具体结构及特性等常识在此未作过多描述,所属领域普通技术人员知晓申请日或者优先权日之前发明所属技术领域所有的普通技术知识,能够获知该领域中所有的现有技术,并且具有应用该日期之前常规实验手段的能力,所属领域普通技术人员可以在本申请给出的启示下,结合自身能力完善并实施本方案,一些典型的公知结构或者公知方法不应当成为所属领域普通技术人员实施本申请的障碍。应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本申请要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
- 一种可自动对中的数控铣槽机刀架
- 一种刨槽机刀架和包含该刀架的刨槽机