锂电池制片机及其滚动对贴胶纸机构
文献发布时间:2023-06-19 11:06:50
技术领域
本发明涉及锂电池领域,尤其涉及一种锂电池制片机及其滚动对贴胶纸机构。
背景技术
随着经济的不断发展及社会的不断进步,为人们的生产生活提供各式各样的物质消费品,而锂离子电池就是诸多物质消费品中一种。
众所周知,锂离子电池广泛地应用于电子产品、电动车或新能源汽车中,越来越受到人们所青睐。
其中,在锂离子电池的生产制造过程中,极片贴胶是非常关键的工序。极片贴胶是将胶纸贴在电池用的正极片和负极片上,用于保护极片。
而在现有的锂电池制片设备中,由于其设计不合理,使得极片的上面或下面于一处的贴胶机构贴上胶纸后,再使极片继续往另一处的贴胶机构处输送,从而由另一处的贴胶机构将胶纸对应地贴于极片的下面或上面上,实现了对输送中的极片之上下两面的贴胶纸目的;但是,这样布置的贴胶机构使得极片的贴胶纸效率低;同时,由于极片于一处贴胶纸后再往另一处输送而被贴胶纸,故贴了一面胶纸的极片因输送不当而影响到另一面贴胶纸的质量。
因此,亟需一种提高极片贴胶纸的效率和质量的锂电池制片机及其滚动对贴胶机构来克服上述的缺陷。
发明内容
本发明的一目的在于提供一种提高极片贴胶纸的效率和质量的滚动对贴胶机构。
本发明的另一目的在于提供一种提高极片贴胶纸的效率和质量的锂电池制片机。
为了实现上述目的,本发明的滚动对贴胶机构包括第一滚贴轴、与所述第一滚贴轴并排且间隔开的第二滚贴轴及用于驱使所述第一滚贴轴和第二滚贴轴做同步滚动的滚动驱动器。所述第一滚贴轴和第二滚贴轴之间围出供外界的极片输送通过的间隙,所述第一滚贴轴和第二滚贴轴在所述滚动驱动器的驱动下将各自真空吸附的胶纸对贴于通过所述间隙的极片上。
较佳地,所述第一滚贴轴具有第一气流通道及弧心位于所述第一滚贴轴之轴心线上的第一圆弧滚贴面,所述第一圆弧滚贴面上布置有多个彼此间隔且与所述第一气流通道相连通的第一开口,所述第二滚贴轴具有第二气流通道及弧心位于所述第二滚贴轴之轴心线上的第二圆弧滚贴面,所述第二圆弧滚贴面上布置有多个间隔开且与所述第二气流通道连通的第二开口;所述滚动驱动器在驱使所述第一滚贴轴和第二滚贴轴做同步滚动的过程中使所述第一圆弧滚贴面和第二圆弧滚贴面中的一者旋转至滚贴胶位置而另一者旋转至与所述滚贴胶位置相错位的错位位置。
较佳地,所述第一滚贴轴具有背对所述第一圆弧滚贴面的第一背对面及连接于所述第一圆弧滚贴面和第一背对面之间的第一中间连接面,所述第一圆弧滚贴面相对所述第一滚贴轴之轴心线的偏置距离均大于所述第一背对面和第一中间连接面相对所述第一滚贴轴之轴心线的偏置距离。
较佳地,所述第一背对面上开设有与所述第一气流通道相连通的第三开口。
较佳地,所述第二滚贴轴具有背对所述第二圆弧滚贴面的第二背对面及连接于所述第二圆弧滚贴面和第二背对面之间的第二中间连接面,所述第二圆弧滚贴面相对所述第二滚贴轴之轴心线的偏置距离均大于所述第二背对面和第二中间连接面相对所述第二滚贴轴之轴心线的偏置距离。
较佳地,所述第二背对面上开设有与所述第二气流通道相连通的第四开口。
较佳地,本发明的滚动对贴胶机构还包括相互并排且隔开的第一安装轴和第二安装轴,所述第一安装轴和第二安装轴各套装有齿轮和传动轮,所述第一滚贴轴的第一轴向端套装有与所述第一安装轴上的传动轮相对齐的配合轮,所述第二滚贴轴的第一轴向端套装有与所述第二安装轴上的传动轮相对齐的配合轮,所述第一安装轴的齿轮和第二安装轴的齿轮彼此啮合,所述第一安装轴上的传动轮和第一滚贴轴上的配合轮绕设有第一传动件,所述第二安装轴上的传动轮和第二滚贴轴上的配合轮绕设有第二传动件,所述滚动驱动器的输出端与所述第一安装轴或第二安装轴装配连接。
较佳地,所述第一气流通道贯穿所述第一滚贴轴的第二轴向端,所述第二气流通道贯穿所述第二滚贴轴的第二轴向端。
为实现上述的目的,本发明的锂电池制片机包括机架及装配于所述机架上的滚动对贴胶机构、第一胶带轮、第二胶带轮、第一开胶机构、第二开胶机构、第一压胶机构、第二压胶机构、第一切断机构、第二切断机构、第一拉胶机构及第二拉胶机构。所述第一拉胶机构沿所述机架的上下方向与所述第一滚贴轴并排布置并位于所述第一滚贴轴背对所述第二滚贴轴的一侧旁,所述第二拉胶机构沿所述机架的上下方向与所述第二滚贴轴并排布置并位于所述第二滚贴轴背对所述第一滚贴轴的一侧旁,所述第一拉胶机构、第一切断机构、第一压胶机构、第一开胶机构及第一胶带轮沿所述机架的左右方向依次对应布置,所述第二拉胶机构、第二切断机构、第二压胶机构、第二开胶机构及第二胶带轮沿所述机架的左右方向依次对应布置。
较佳地,所述第一滚贴轴和第二滚贴轴位于所述机架的前侧,所述滚动驱动器位于所述机架的后侧。
与现有技术相比,由于本发明的滚动对贴胶机构包括第一滚贴轴、与第一滚贴轴并排且间隔开的第二滚贴轴及用于驱使第一滚贴轴和第二滚贴轴做同步滚动的滚动驱动器,第一滚贴轴和第二滚贴轴之间围出供外界的极片输送通过的间隙,第一滚贴轴和第二滚贴轴在滚动驱动器的驱动下将各自真空吸附的胶纸对贴于通过间隙的极片上,以实现对穿过由第一滚贴轴和第二滚贴轴之间所围的间隙的极片进行上下两面滚动对贴胶纸的目的,避免现有的锂电池制片设备需要其一处贴胶机构对极片的上面或下面贴胶后还需要使极片输送到另一处的贴胶机构处进行下面或上面的贴胶纸,从而提高极片贴胶纸的效率和质量。
附图说明
图1是本发明的锂电池制片机由前往后投影的平面结构示意图。
图2是本发明的滚动对贴胶纸机构的立体结构示意图。
图3是图2所示的滚动对贴胶纸机构中的第二滚贴轴旋转至滚贴胶位置时的立体结构示意图。
图4是图3所示状态的滚动对贴胶纸机构由前往后投影的平面结构示意图。
图5是图4所示的滚动对贴胶纸机构显示出极片的平面结构示意图。
图6是本发明的滚动对贴胶纸机构中的第一滚贴轴在轴向投影的平面结构示意图。
图7是本发明的滚动对贴胶纸机构中的第二滚贴轴在轴向投影的平面结构示意图。
图8是本发明的滚动对贴胶纸机构中的第一滚贴轴的内部结构示意图。
图9是本发明的滚动对贴胶纸机构中的第二滚贴轴的内部平面结构示意图。
具体实施方式
下面结合给出的说明书附图对本发明的较佳实施例作出描述。
请参阅图1,本发明的锂电池制片机1000包括机架200及装配于机架200上的滚动对贴胶机构100、第一胶带轮300a、第二胶带轮300b、第一开胶机构400a、第二开胶机构400b、第一压胶机构500a、第二压胶机构500b、第一切断机构600a、第二切断机构600b、第一拉胶机构700a及第二拉胶机构700b。第一拉胶机构700a沿机架200的上下方向与下面描述到的第一滚贴轴10并排布置并位于第一滚贴轴10背对第二滚贴轴20的一侧旁(例如图1中的上侧旁),第二拉胶机构700b沿机架200的上下方向与第二滚贴轴20并排布置并位于第二滚贴轴20背对第一滚贴轴10的一侧旁(例如图1中的下侧旁);第一拉胶机构700a、第一切断机构600a、第一压胶机构500a、第一开胶机构400a及第一胶带轮300a沿机架200的左右方向依次对应布置,第二拉胶机构700b、第二切断机构600b、第二压胶机构500b、第二开胶机构400b及第二胶带轮300b沿机架200的左右方向依次对应布置。由于本申请的创造之处是滚动对贴胶机构100,以及滚动对贴胶机构100分别与第一胶带轮300a、第二胶带轮300b、第一开胶机构400a、第二开胶机构400b、第一压胶机构500a、第二压胶机构500b、第一切断机构600a、第二切断机构600b、第一拉胶机构700a及第二拉胶机构700b在机架200上的位置关系,而第一胶带轮300a、第二胶带轮300b、第一开胶机构400a、第二开胶机构400b、第一压胶机构500a、第二压胶机构500b、第一切断机构600a、第二切断机构600b、第一拉胶机构700a及第二拉胶机构700b的具体结构为本领域所熟知,故在此不再赘述。更具体地,如下:
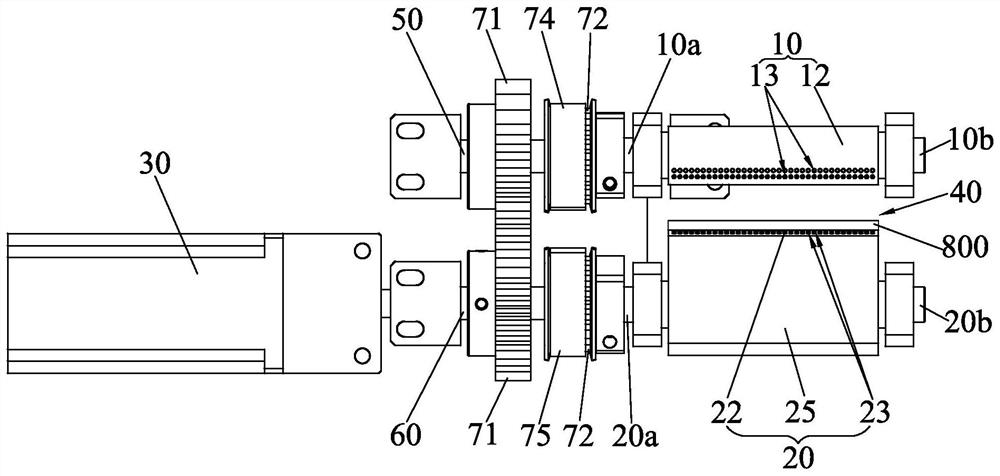
如图2至图5所示,滚动对贴胶机构100包括第一滚贴轴10、与第一滚贴轴10并排且间隔开的第二滚贴轴20及用于驱使第一滚贴轴10和第二滚贴轴20做同步滚动的滚动驱动器30。第一滚贴轴10和第二滚贴轴20之间围出供外界的极片800输送通过的间隙40,第一滚贴轴10和第二滚贴轴20在滚动驱动器30的驱动下将各自真空吸附的胶纸对贴于通过该间隙40的极片800上。具体地,在图8和图9所示,第一滚贴轴10具有第一气流通道11及弧心位于第一滚贴轴10之轴心线C1上的第一圆弧滚贴面12,第一圆弧滚贴面12上布置有多个彼此间隔且与第一气流通道11相连通的第一开口13,以确保第一滚贴轴10吸附胶纸和使胶纸贴于极片800上的可靠性;第二滚贴轴20具有第二气流通道21及弧心位于第二滚贴轴20之轴心线C2上的第二圆弧滚贴面22,第二圆弧滚贴面22上布置有多个间隔开且与第二气流通道21连通的第二开口23,以确保第二滚贴轴20吸附胶纸和使胶纸贴于极片800上的可靠性;滚动驱动器30在驱使第一滚贴轴10和第二滚贴轴20做同步滚动的过程中使第二圆弧滚贴面22旋转至滚贴胶位置(见图3、图4和图5)及第一圆弧滚贴面12旋转至与滚贴胶位置相错位的错位位置(见图3、图4和图5),这样设计的目的是实现对通过间隙40的极片800依次对贴胶纸的目的,例如先贴极片800的上面再贴极片800的下面,或者,先贴极片800的下面再贴极片800的上面。可理解的是,根据实际需要,可在滚动驱动器30驱使第一滚贴轴10和第二滚贴轴20做同步滚动的过程中,使第一圆弧滚贴面12旋转至滚贴胶位置而第二圆弧滚贴面22旋转至与滚贴胶位置相错位的错位位置,故不以上述说明为限。
如图6所示,第一滚贴轴10具有背对第一圆弧滚贴面12的第一背对面14及连接于第一圆弧滚贴面12和第一背对面14之间的第一中间连接面15,第一圆弧滚贴面12相对第一滚贴轴10之轴心线C1的偏置距离D1均大于第一背对面14和第一中间连接面15相对第一滚贴轴10之轴心线C1的偏置距离D2(D3),这样设计有效地防止第一滚贴轴10在旋转过程中存在第一背对面14和第一中间连接面15触碰到穿过间隙40的极片800的可能,从而确保第一滚贴轴10的第一圆弧滚贴面12将胶纸贴于穿过间隙40的极片800处的可靠性。具体地,在图8中,第一背对面14上开设有与第一气流通道11相连通的第三开口16,较优的是,第一中间连接面15为一平面,但不以此为限。
如图7所示,第二滚贴轴20具有背对第二圆弧滚贴面22的第二背对面24及连接于第二圆弧滚贴面22和第二背对面24之间的第二中间连接面25,第二圆弧滚贴面22相对第二滚贴轴20之轴心线C2的偏置距离F1均大于第二背对面24和第二中间连接面25相对第二滚贴轴20之轴心线C2的偏置距离F2(F3)。这样设计有效地防止第二滚贴轴20在旋转过程中存在第二背对面24和第二中间连接面25触碰到穿过间隙40的极片800的可能,从而确保第二滚贴轴20的第二圆弧滚贴面22将胶纸贴于穿过间隙40的极片800处的可靠性。具体地,在图9中,第二背对面24上开设有与第二气流通道21相连通的第四开口26,较优的是,第二中间连接面25为一平面,但不以此为限。
如图2至图5所示,滚动对贴胶机构100还包括相互并排且隔开的第一安装轴50和第二安装轴60。第一安装轴50和第二安装轴60各套装有齿轮71和传动轮72,第一滚贴轴10的第一轴向端10a套装有与第一安装轴50上的传动轮72相对齐的配合轮73,第二滚贴轴20的第一轴向端20a套装有与第二安装轴60上的传动轮72相对齐的配合轮73。第一安装轴50的齿轮71和第二安装轴60的齿轮71彼此啮合,第一安装轴50上的传动轮72和第一滚贴轴10上的配合轮73绕设有第一传动件74,第二安装轴60上的传动轮72和第二滚贴轴20上的配合轮73绕设有第二传动件75;滚动驱动器30的输出端与第二安装轴60装配连接;以实现由同一滚动驱动器30驱使第一滚贴轴10和第二滚贴轴20做同步旋转的目的,从而简化结构且结构更紧凑;当然,根据实际需要,滚动驱动器30的输出端也可与第一安装轴50装配连接,故不以此为限。具体地,在图8和图9中,第一气流通道11贯穿第一滚贴轴10的第二轴向端10b,第二气流通道21贯穿第二滚贴轴20的第二轴向端20b,这样设计便于第一滚贴轴10和第二滚贴轴20分别与外界的真空装置接入安装,避免与配合轮73干扰。举例而言,第一传动件74和第二传动件75为皮带,对应地,传动轮72和配合轮73为带轮;当然,根据实际需要,第一传动件74和第二传动件75可为链条,对应地,传动轮72和配合轮73为链轮,故不以此为限。其中,为使得滚动驱动器30、第一滚贴轴10和第二滚贴轴20于机架200上的布置更紧凑,在图1中,第一滚贴轴10和第二滚贴轴20位于机架200的前侧,滚动驱动器30位于机架200的后侧。
结合附图,对本发明的锂电池制片机的工作原理进行说明:滚动驱动器30通过齿轮71、传动轮72、配合轮73、第一传动件74和第二传动件75的配合去驱使第一滚贴轴10和第二滚贴轴20做同步的旋转,从而使得第二滚贴轴20的第二圆弧滚贴面22旋转至靠近第二拉胶机构700b的备胶位置和第一滚贴轴10的第一圆弧滚贴面12旋转至靠近第一拉胶机构700a的备胶位置是依次交替实现。
当第一滚贴轴10的第一圆弧滚贴面12旋转至备胶位置时,此时,第一压胶机构500a做松胶动作,第一拉胶机构700a往远离第一压胶机构500a的方向拉胶;当第一拉胶机构700a到达预定位置后,由第一圆弧滚贴面12将第一拉胶机构700a所拉出的胶纸吸附的同时,由第一压胶机构500a做压胶动作,由第一切断机构600a做切断动作,将第一拉胶机构700a与第一压胶机构500a之间的胶纸切断,从而完成第一滚贴轴10的第一圆弧滚贴面12的备胶过程。
同理,当第二滚贴轴20的第二圆弧滚贴面22旋转至备胶位置时,此时,第二压胶机构500b做松胶动作,第二拉胶机构700b往远离第二压胶机构500b的方向拉胶;当第二拉胶机构700b到达预定位置后,由第二圆弧滚贴面22将第二拉胶机构700b所拉出的胶纸吸附的同时,由第二压胶机构500b做压胶动作,由第二切断机构600b做切断动作,将第二拉胶机构700b与第二压胶机构500b之间的胶纸切断,从而完成第二滚贴轴20的第二圆弧滚贴面22的备胶过程。
由于第二滚贴轴20的备胶和第一滚贴轴10的备胶是依次交替实现,故在滚动驱动器300驱使第一滚贴轴10和第二滚贴轴20做同步转动的过程中,先由备胶完成的第二滚贴轴20将胶纸贴于穿过间隙40的极片800的下面,再由备胶完成的第一滚贴轴10将胶纸贴于穿过间隙40的极片800的上面,从而实现对穿过间隙40的极片800上下两面贴胶纸的目的。
与现有技术相比,由于本发明的滚动对贴胶机构100包括第一滚贴轴10、与第一滚贴轴10并排且间隔开的第二滚贴轴20及用于驱使第一滚贴轴10和第二滚贴轴20做同步滚动的滚动驱动器30,第一滚贴轴10和第二滚贴轴20之间围出供外界的极片800输送通过的间隙40,第一滚贴轴10和第二滚贴轴20在滚动驱动器30的驱动下将各自真空吸附的胶纸对贴于通过间隙40的极片800上,以实现对穿过由第一滚贴轴10和第二滚贴轴20之间所围的间隙40的极片800进行上下两面滚动对贴胶纸的目的,避免现有的锂电池制片设备需要其一处贴胶机构对极片的上面或下面贴胶后还需要使极片输送到另一处的贴胶机构处进行下面或上面的贴胶纸,从而提高极片贴胶纸的效率和质量。
需要说明的是,在图1中,箭头A所指的方向为机架200由上至下的方向,箭头B所指的方向为机架200由左至右的方向。且在图1中,第一滚贴轴10和第二滚贴轴20的并排方向为机架200的上下方向。
以上所揭露的仅为本发明的较佳实例而已,其作用是方便本领域的技术人员理解并据以实施,当然不能以此来限定本发明之权利范围,因此依本发明申请专利范围所作的等同变化,仍属于本发明所涵盖的范围。
- 锂电池制片机及其滚动对贴胶纸机构
- 锂电池制片机及其滚贴胶纸机构