半导体封装方法、半导体组件以及包含其的电子设备
文献发布时间:2023-06-19 11:27:38
技术领域
本申请实施例涉及半导体制造技术领域,尤其涉及半导体封装方法、半导体组件以及包含该半导体组件的电子设备。
背景技术
半导体封装和系统在设计方面一直追求密、小、轻、薄,同时在功能方面力求实现高集成度和多功能性。目前为满足上述技术要求而提出多种封装技术,如扇出(Fan-out)型晶圆级封装、小芯片封装(chiplet)、异构集成(heterogeneous integration)、2.5维/三维(2.5D/3D)封装。这些封装技术拥有各自不同的优势和特性,但均存在一些技术挑战。以现有的扇出型封装为例,其面临诸多技术问题,例如翘曲(warpage)、芯片漂移(die shift)、表面平整度(toporgraphy)、芯片与塑封体之间的非共面性(chip-to-mold non-planarity)、封装可靠性(Reliability)等。尽管业内持续努力通过改进设备、材料、工艺环节来改善这些技术问题,但对于一些技术问题,尤其是对于翘曲、芯片漂移和不同芯片之间的表面共面性问题仍没有经济且有效的解决方案。
另外,在各种高端半导体封装和系统制造过程中,也存在一些共性技术,经常会涉及到对半导体器件进行高精度放置和固定。这一工艺步骤通常由高精度装片(pick andplace或die bonder)设备进行,但是其贴装速度有限,使得生产速度十分缓慢,而且设备成本昂贵,成为技术发展和普及的一大瓶颈。
本申请旨在解决上述若干核心技术问题。
发明内容
本申请旨在提出一种全新突破性半导体封装方法、半导体组件以及包含该半导体组件的电子设备,以至少能够解决现有技术中存在的上述和其它技术问题。
本申请的一方面提供一种半导体封装方法,包括:
S310:提供至少一个第一级器件、至少一个第二级器件、载板和夹板,其中所述第一级器件在第一级第一表面上形成有多个第一级互连焊盘且在与所述第一级第一表面相对的第一级第二表面上形成有多个第一级第一对准焊接部;所述至少一个第二级器件在第二级第一表面上形成有多个第二级互连端子和多个第二级第一对准焊接部;所述载板上形成有与所述多个第一级第一对准焊接部分别对应的多个第一级第二对准焊接部;且所述载板和所述夹板中的至少一者上贯穿形成有用于注塑的开口;
S320:将所述至少一个第一级器件放置在所述载板上,使得所述多个第一级第一对准焊接部与所述多个第一级第二对准焊接部基本对准;
S330:通过对所述多个第一级第一对准焊接部和所述多个第一级第二对准焊接部进行焊接来形成多个第一级对准焊点,使得所述至少一个第一级器件精确对准并固定至所述载板;
S340:通过所述开口进行注塑以在所述载板和预先贴附在所述第一级第一表面上的所述夹板之间形成包覆所述至少一个第一级器件的塑封体;
S350:移除所述夹板以使所述第一级第一表面暴露;
S360:在所述塑封体的暴露第一级第一表面的一侧上依次形成互连层和与所述多个第二级互连端子分别对应的多个转接端子,使得所述多个第一级互连焊盘中的至少一部分通过所述互连层分别电连接至所述多个转接端子,且在所述互连层上还形成与所述多个第二级第一对准焊接部分别对应的多个第二级第二对准焊接部,从而形成第一级组件;
S370:将所述至少一个第二级器件放置在所述第一级组件上,使得所述多个第二级第一对准焊接部与所述多个第二级第二对准焊接部基本对准;
S380:通过对所述多个第二级第一对准焊接部和所述多个第二级第二对准焊接部进行焊接来形成多个第二级对准焊点,使得所述至少一个第二级器件精确对准至所述第一级组件,且在所述多个第二级对准焊点至少部分熔融的状态下,在将所述至少一个第二级器件和所述第一级组件朝向彼此按压的同时将所述多个第二级互连端子和所述多个转接端子分别接合以形成多个互连接合点;以及
S390:解除所述按压。
本申请的另一方面提供一种半导体封装方法,包括:
S410:提供至少一个第一级器件、至少一个第二级器件、载板和夹板,其中所述第一级器件在第一级第一表面上形成有多个第一级互连焊盘且在与所述第一级第一表面相对的第一级第二表面上形成有多个第一级第一对准焊接部;所述至少一个第二级器件在第二级第一表面上形成有多个第二级互连凸点和多个第二级第一对准焊接部,其中所述多个第二级互连凸点与所述多个第一级互连焊盘中的至少一部分分别对应;所述载板上形成有与所述多个第一级第一对准焊接部分别对应的多个第一级第二对准焊接部;且所述载板和所述夹板中的至少一者上贯穿形成有用于注塑的开口;
S420:将所述至少一个第一级器件放置在所述载板上,使得所述多个第一级第一对准焊接部与所述多个第一级第二对准焊接部基本对准;
S430:通过对所述多个第一级第一对准焊接部和所述多个第一级第二对准焊接部进行焊接来形成多个第一级对准焊点,使得所述至少一个第一级器件精确对准并固定至所述载板;
S440:通过所述开口进行注塑以在所述载板和预先贴附在所述第一级第一表面上的所述夹板之间形成包覆所述至少一个第一级器件的塑封体;
S450:移除所述夹板以使所述第一级第一表面暴露,从而形成第一级组件;
S460:将所述至少一个第二级器件放置在所述第一级组件上,使得所述多个第二级第一对准焊接部与所述第一级组件上的多个第二级第二对准焊接部基本对准,其中所述多个第二级第二对准焊接部预先形成在所述第一级组件的暴露所述第一级第一表面的一侧上且与所述多个第二级第一对准焊接部分别对应;
S470:通过对所述多个第二级第一对准焊接部和所述多个第二级第二对准焊接部进行焊接来形成多个第二级对准焊点,使得所述至少一个第二级器件精确对准至所述第一级组件,且在所述多个第二级对准焊点至少部分熔融的状态下,在将所述至少一个第二级器件和所述第一级组件朝向彼此按压的同时将所述多个第二级互连凸点和对应的第一级互连焊盘分别接合以形成多个互连接合点;以及
S480:解除所述按压。
本申请的又一方面提供一种半导体组件,所述半导体组件是通过上述半导体封装方法进行封装的。
本申请的又一方面提供一种电子设备,其包含上述半导体组件。
应当理解,上述说明仅是对本申请的概述,以便能够更清楚地了解本申请的技术方案,从而可依照说明书的内容予以实施。为了让本申请的上述和其它目的、特征和优点能够更明显易懂,以下详细说明本申请的具体实施方式。
附图说明
图1示出在根据现有技术的先上芯片(chip-first)扇出型封装过程中因放置定位不准或塑封模流(mold flow)推挤造成的芯片漂移和芯片旋转现象的示意图。
图2示出发生如图1所示的芯片漂移和旋转后形成的凸点下金属(UBM)和重布线层(RDL)迹线位置失配(或未对准)的状态示意图。
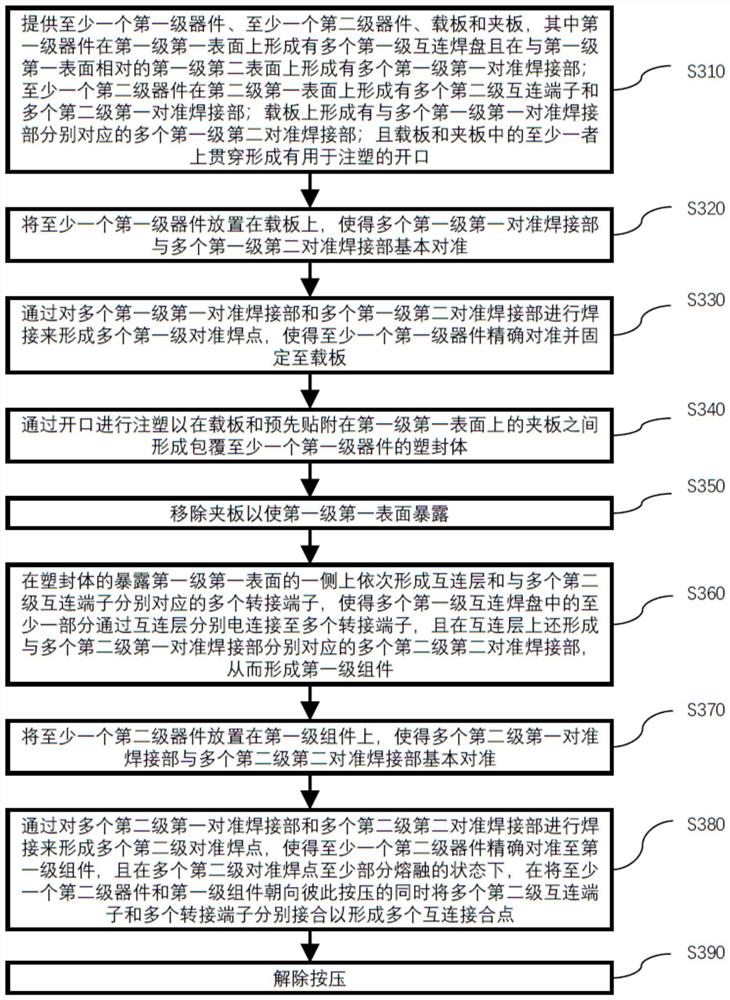
图3示出根据本申请一实施方式的封装方法的流程图。
图4A至图4L示出用于示意性说明根据本申请的示例性实施例的封装方法的截面图。
图5示出根据本申请另一实施方式的封装方法的流程图。
图6A至图6E示出用于示意性说明根据本申请的示例性实施例的封装方法的截面图。
具体实施方式
本申请在以下说明中包含参考附图的至少一个实施例,其中在这些附图中,相似数字表示相同或类似组成部分。虽然以下说明主要基于具体实施例,但是本领域普通技术人员应理解,以下说明旨在涵盖可包括在如由所附权利要求及其等同内容所定义且如由以下说明及附图支持的本申请发明构思及范围内的替代、变型、及等同的技术手段或方案。在以下说明中,为了提供对本申请的充分理解而给出一些具体细节,诸如具体配置、组成、及工艺等。在其他情况中,为了避免对本申请的非必要的混淆,未说明熟知的工艺及制造技术的具体细节。此外,附图中所示的各种实施例是示意性图示且不一定是按比例图示的。
半导体组件(也可称为半导体封装体)是现代电子设备或产品的核心部件。半导体组件可从器件数量和密度方面大致分为:分立式半导体组件,亦即单芯片组件,例如,单颗的数字逻辑处理器、二极管、三极管;多芯片组件,例如影像传感器(CIS)与影像处理器(ASIC)的模组、中央处理器(CPU)与动态存储器(DRAM)的堆叠;和系统级组件,例如手机中的射频前端模块(FEM)、手机和智能手表中的显示屏模组。通常,系统级组件所包含的器件较广较多,除了半导体器件外,还有被动元器件(电阻、电容、电感)和其他器件甚至组件。
本文中的半导体组件可包含有源和无源器件,包括但不限于双极型晶体管、场效应晶体管、集成电路等有源器件和片式电阻、电容、电感、集成被动元器件(IPD)、微机电系统(MEMS)等无源器件。在各种有源和无源器件之间建立实现各种电气连接关系,以形成使半导体组件能够执行高速计算和其他有用功能的电路。
目前,半导体制造通常包含两个复杂的制造工艺,即前道晶圆制造和后道封装制造,每个工艺都可能涉及数百个步骤。前道晶圆制造涉及在晶圆的表面上形成多个芯片(die)。每个芯片通常是相同的,并且内部包含通过电连接有源和/或无源单元形成的电路。后道封装制造涉及从完成的晶圆中分离出单个芯片,并封装成半导体组件以提供电气连接、结构支持和环境隔离,同时为后续组装电子产品提供方便。
半导体制造的一个重要目标是生产更小的半导体器件、封装和组件。越小的产品,通常集成度越高、消耗功率越少、具有越高的性能且具有越小的面积/体积,这对于最终产品的市场表现十分重要。一方面可以通过改进前道晶圆工艺来制作更小的集成电路,从而缩小芯片、增加密度和提高性能。另一方面后道封装工艺可以通过改进封装设计、工艺和封装材料来使半导体组件进一步减小尺寸、增加密度和提高性能。
目前在后道封装工艺中,一种较为新颖高效的封装方式是扇出型封装。扇出型封装通常采用模塑化合物包覆来自经切割的晶圆的单个或多个合格芯片(die)并经重布线层(RDL)将互连迹线从芯片的连接焊盘引出至外部的焊球以实现更高的I/O密度和灵活的集成度的封装技术。扇出型封装主要可分为先上芯片(chip-first)型封装和后上芯片(chip-last)型封装。chip-first型封装又可分为有源表面朝下(face-down)型和有源表面朝上(face-up)型。
chip-first/face-down型封装主流工艺可包括如下主要步骤:从经切割的晶圆拾取芯片并放置在贴有胶膜的载板上以使其有源表面朝向胶膜;用模塑化合物对安装有芯片的一侧进行塑封;移除载板(和胶膜一起)以暴露芯片的有源表面;在芯片的有源表面上形成互连层(包括RDL层和凸点下金属(UBM));在互连层上形成焊球,其中芯片的互连焊盘或互连凸点通过互连层与焊球实现电连接;以及进行切割以形成独立的半导体组件。
chip-first/face-up型封装工艺与chip-first/face-down型封装工艺可大致相同,主要区别在于:将芯片拾取并放置在贴有胶膜的载板上时,使其有源表面背对胶膜;在塑封后减薄芯片有源表面一侧的模塑化合物以暴露芯片有源表面的互连凸点;以及可在形成互连层和焊球之后移除载板。
在扇出型封装目前面临的技术问题中,芯片的高精度放置及位置固定依然缺乏高效经济的方法。往往是芯片放置精度越高,设备成本就越高,生产效率就越低,而且芯片装片设备的精度难以突破0.5微米极限。另外,芯片放置在胶膜上后,由胶膜粘接固定位置,但粘性胶膜具有可变形性,在塑封过程中塑封料的流动会对芯片形成推挤,导致芯片在胶膜上的位移和旋转。塑封工艺中使用的较高温度更加重了这一问题。芯片位移和旋转的另外一个来源是塑封体内的内应力。具体到现有的chip-first/face-up型封装工艺中,塑封过程包括加热注塑、塑封料在高温保持中的部分固化和降温三阶段。通常随后还会有一个恒温加热塑封料完全固化步骤。芯片、塑封料、胶膜、载板等的热膨胀系数存在差异,因此塑封过程中各种材料的热膨胀系数的失配和塑封料的固化收缩导致塑封体的不均匀的内应力,进一步造成芯片漂移和/或旋转(如图1的右下方的芯片排布所示)以及塑封体(芯片和载板由塑封料包覆成型的形态)的翘曲。芯片漂移和/或旋转进而造成后续形成的重布线(RDL)迹线和凸点下金属(UBM)位置失配或未对准(如图2的右上方的发生芯片漂移和旋转后的状态所示),从而可能导致成品率大幅下降。塑封体的翘曲则对后续封装工艺(包括形成RDL和UBM)造成困难,严重时甚至无法继续后续制程。
另外,在后道封装工艺中,可能根据具体封装规格而需要在X-Y平面(例如,平行于芯片有源表面或无源表面的平面)的二维集成的基础上在Z轴方向上进一步实现基板(例如在系统级封装中)、转接板(例如在2.5D封装中)或另一层芯片(例如在3D封装中)的互连集成。此时,与前述扇出型封装类似地也至少面临上层器件在下层器件上的高精度放置及位置固定缺乏高效经济的方法。另外,至于3D封装(例如,台积电的InFO(整合型扇出)、CoWoS(基板上晶圆上芯片)、SoIC(系统整合芯片))中的上下层器件之间的互连,作为目前主流的一种关键技术是混合键合(hybrid bonding)。然而,混合键合中也存在诸多技术难点,除了成本高、生产效率低等共性问题外,还存在不少其他问题,例如化学机械抛光(CMP)难以满足对焊盘凹陷的严格要求、芯片上不同区域的焊盘密度差异影响凹陷深度、焊盘(金属铜)在高温下容易氧化、芯片与晶圆(die-to-wafer)的混合键合中芯片易于被污染。
本申请旨在提出至少能够解决上述技术问题的一种全新的突破性的封装方法。
根据本申请实施例的封装方法利用第一级器件与载板之间的第一级对准焊点(joint)在焊锡至少部分熔融的状态时的自对准能力来使第一级器件自动精确对准载板上的目标位置并在焊锡凝固后达到对第一级器件的位置固定,其中第一级器件的第一级第二表面(即第一级第一表面的相对面)上和载板的一侧上分别预先形成有第一级第一对准焊接部和相应的第一级第二对准焊接部(例如,其中一者为第一级对准焊接凸块,另一者为第一级对准焊盘;或者两者均为第一级对准焊接凸块)。该封装方法在将第一级器件放置在载板上的目标位置处以使第一级第一对准焊接部和第一级第二对准焊接部彼此接触后,使第一级第一对准焊接部和第一级第二对准焊接部中的一者(或两者)熔融以形成第一级对准焊点,此时若第一级器件未精确对准至载板上的目标位置(即第一级第一对准焊接部和第一级第二对准焊接部未对中),则至少部分熔融的状态(液态或部分液态)的第一级对准焊点基于最小表面能原理会自动地将第一级器件精确地引入至目标位置以达到表面能最小化,且第一级对准焊点在固化后保持第一级器件牢固地固定在目标位置。第一级第一对准焊接部和第一级第二对准焊接部(在包括但不限于体积、几何形状、成分、位置、分布和数量等的方面)优化设计成能够实现最精确、有效、高效且可靠的自对准能力。由于采用焊接方式取代胶膜粘合方式来将第一级器件固定在载板上,不仅改善翘曲问题且通过牢固的焊接方式防止塑封过程中第一级器件可能的漂移和旋转问题,还能够鉴于第一级对准焊点的自对准能力而在拾取并放置第一级器件时容许一定程度的放置偏差,从而可显著降低对第一级器件放置精度(尤其是对装片机(pick and place或die bonder))的要求,且可显著提高第一级器件拾取和放置操作的速度,进而提高工艺效率,降低工艺成本。
其次,根据本申请实施例的封装方法利用载板支撑第一级器件的第一级第二表面一侧且利用夹板抵住第一级器件的第一级第一表面的同时,通过载板或夹板的贯穿开口进行注塑来实现塑封工艺,因此与现有的chip-first/face-up型封装过程相比,无需在执行塑封工艺后对塑封体进行钻孔以使互连焊盘暴露,或只需在执行塑封工艺后对塑封体表面稍微进行清洁处理(例如,等离子清洗)以使互连焊盘表面清洁,从而不仅能够提高塑封工艺的效率,而且还能够避免减薄(例如,研磨)或钻孔等过程导致的第一级器件的第一级第一表面的意外损坏,进而提高良率。
另外,根据本申请实施例的封装方法,在对包括第一级器件的第一级组件进行第二级器件(互连板(例如,基板(substrate)或转接板(interposer))或半导体器件)的Z轴方向互连集成时同样利用它们之间的第二级对准焊点在焊锡至少部分熔融的状态时的自对准能力来使第二级器件自动精确对准第一级组件上的目标位置并在焊锡凝固后达到对第二级器件的位置固定,其中第二级器件的第二级第一表面上和第一级组件的相应表面上分别预先形成有第二级第一对准焊接部和相应的第二级第二对准焊接部(例如,其中一者为第二级对准焊接凸块,另一者为第二级对准焊盘;或者两者均为第二级对准焊接凸块)。类似地,鉴于第二级对准焊点的自对准能力而在将第二级器件拾取并堆叠放置于第一级组件上时能够容许一定程度的放置偏差,从而可显著降低对第二级器件放置精度(尤其是对装片机(pick and place或die bonder))的要求,且可显著提高第二级器件拾取和放置操作的速度,进而进一步提高工艺效率,降低工艺成本。另外,通过取代混合键合方式,能够避免混合键合中存在的前述诸多技术难点,从而实现简便高效的3D封装。
如本文所使用的术语“半导体器件”可以指在芯片厂(fab)生产出来的芯片(也可以互换地称为裸片、晶粒、管芯、集成电路),即是经过晶圆切割和测试后尚未封装的芯片,这种芯片上通常可以只有用于对外连接的互连焊盘(pad)。根据需要,半导体器件也可以是经预处理(至少部分地封装)的芯片,例如具有形成在互连焊盘上的互连凸点(bump),或半导体器件也可以具有附加结构,例如堆叠的芯片或经过封装的芯片或半导体组件。
如本文所使用的术语“有源表面”通常指半导体器件的具有电路功能的一侧表面,其上具有互连焊盘(或形成在互连焊盘上的互连凸点),也可以互换地称为正面或功能面。半导体器件的有源表面与不具有电路功能的另一侧表面(可以互换地称为无源表面或背面)彼此相对。
如本文所使用的术语“互连端子”通常指半导体器件的有源表面上的互连焊盘或互连凸点。
如本文所使用的术语“对准焊接部”通常指可通过本领域已知的焊接方法焊接至对应的另一对准焊接部以用于对准的结构。
图3示出根据本申请一实施方式的封装方法的流程示意图。如图3所示,所述封装方法包括如下步骤:
S310:提供至少一个第一级器件、至少一个第二级器件、载板和夹板,其中所述第一级器件在第一级第一表面上形成有多个第一级互连焊盘且在与所述第一级第一表面相对的第一级第二表面上形成有多个第一级第一对准焊接部,所述至少一个第二级器件在第二级第一表面形成有多个第二级互连端子和多个第二级第一对准焊接部,且所述载板上形成有与所述多个第一级第一对准焊接部分别对应的多个第一级第二对准焊接部,所述载板和所述夹板中的至少一者上贯穿形成有用于注塑的开口。
在一些实施例中,所述第一级器件为多个。作为示例,所述多个第一级器件在功能、尺寸或形状上可以至少部分地彼此不同,也可以彼此相同。在一些实施例中,所述第二级器件为多个。作为示例,多个第二级器件在功能、尺寸或形状上可以至少部分地彼此不同,也可以彼此相同。应当理解,可根据具体工艺条件或实际需求(例如,所述载板、所述第一级器件和所述第二级器件的尺寸或形状、所述第一级器件和所述第二级器件的放置间距、封装尺寸或形状、制作工艺规范、或最终半导体组件的功能设计等)适当地选择所述第一级器件和所述第二级器件的类型和具体数量,且本申请对此不作特别限定。
在一些实施例中,所述载板是玻璃载板、陶瓷载板、金属载板、有机高分子材料载板或硅晶圆或由上述两种甚至多种材料的组合制成。可选地,所述载板具有互连结构或产品功能。作为示例,采用互连板作为所述载板,所述互连板为基板(substrate)(诸如封装基板)或转接板(interposer)。例如,所述转接板提供水平方向和/或垂直方向的互连。作为示例,所述第一级第二对准焊接部作为所述互连板的互连端子。
在一些实施例中,所述第一级器件为第一级半导体器件。当所述第一级器件为第一级半导体器件时,在所述第一级半导体器件的有源表面上形成有所述多个第一级互连焊盘且在无源表面上形成有所述多个第一级第一对准焊接部。在另一些实施例中,所述第一级器件为互连板。作为示例,所述互连板为基板(substrate)(诸如封装基板)或转接板(interposer)。例如,所述转接板提供水平方向和/或垂直方向的互连。
在一些实施例中,所述第一级第一对准焊接部和所述第一级第二对准焊接部中的任一者为第一级对准焊接凸点,且另一者为与所述第一级对准焊接凸点对应的第一级对准焊盘。在另一些实施例中,所述第一级第一对准焊接部和所述第一级第二对准焊接部均为第一级对准焊接凸点且二者熔点可以相同,也可以不同。作为示例,所述第一级对准焊接凸点可采用本领域已知的凸点制作工艺(例如,电镀法、植球法、模板印刷法、蒸发/溅射法等)预先制作在第一级器件和/或载板上。作为示例,所述第一级对准焊盘可采用沉积(例如金属层)-光刻-蚀刻工艺预先制作在第一级器件或载板上。应当理解,所述第一级第一对准焊接部和所述第一级第二对准焊接部只要能够焊接彼此以用于对准目的,也可以采用任何其他结构或形态。
在一些实施例中,所述第一级第一对准焊接部在体积、尺寸、几何形状、成分、分布、位置和数量等方面与所述第一级第二对准焊接部彼此对应,使得能够通过焊接彼此来使所述第一级器件在所述载板上精确地对准至相应的目标位置。
应当理解,可根据具体工艺条件或实际需求(例如,所述载板和所述第一级器件的尺寸或形状、所述第一级器件的放置间距、封装尺寸或形状等)适当地选择所述第一级第一对准焊接部和/或所述第一级第二对准焊接部的具体体积、尺寸、几何形状、成分、分布、位置和数量,且本申请对此不作特别限定。例如,对于多个第一级器件,不管功能、尺寸或形状彼此是否相同,所述第一级第一对准焊接部均可形成为基本相同的体积、尺寸、几何形状或成分,且载板上的所述第一级第二对准焊接部均可形成为基本相同的体积、尺寸、几何形状或成分,以便降低后续工艺复杂度并提高封装效率。又例如,对于功能、尺寸或形状不同的多个第一级器件,所述第一级第一对准焊接部和所述第一级第二对准焊接部可形成为不同的体积、尺寸、几何形状或成分,以便可在后续焊接后形成不同的焊点高度,以实现特定功能或满足特定要求。在一些实施例中,对于多个第一级器件,所述第一级第一对准焊接部和/或所述第一级第二对准焊接部设置成使得在后续焊接形成第一级对准焊点后所述多个第一级器件的第一级第一表面能够位于平行于所述载板的同一平面内。又例如,每个所述第一级器件上可形成有至少三个基本规则地分布的所述第一级第一对准焊接部,以便使得第一级器件的第一级第二表面能够通过所述第一级第一对准焊接部和所述第一级第二对准焊接部的焊接牢固稳定地保持在基本平行于载板的平面内。又例如,在每个所述第一级器件上,可将所述第一级第一对准焊接部分布形成在第一级第二表面上靠近边缘的区域中,以便不影响后续工艺和产品应用。
可选地,所述第一级器件还设有用于垂直互连的至少一个贯通电极。例如,对于所述第一级半导体器件,所述贯通电极为硅通孔(TSV)。又例如,对于所述转接板,所述贯通电极为TSV或玻璃通孔(TGV)。又例如,对于所述基板,所述贯通电极为镀通孔(PTH)或过孔(via)。可以理解,此时,所述第一级器件在与所述第一级第一表面相对的第一级第二表面上还可形成有另外的互连端子(例如,所述第一级第一对准焊接部也可作为其至少一部分),而且所述至少一个贯通电极的一端分别与所述多个第一级互连焊盘中的至少一部分电连接且所述至少一个贯通电极的另一端分别与该另外的互连端子电连接。
在一些实施例中,所述第二级器件为第二级半导体器件。当所述第二级器件为第二级半导体器件时,在所述第二级半导体器件的有源表面上形成有所述多个第二级互连端子和所述多个第二级第一对准焊接部。在另一些实施例中,所述第二级器件为互连板。作为示例,所述互连板为基板(substrate)(诸如封装基板)或转接板(interposer)。例如,所述转接板提供水平方向和/或垂直方向的互连。
作为示意性实施例,所述至少一个第一级器件和所述至少一个第二级器件中的至少一者包括至少一个半导体器件。
在一些实施例中,所述第二级第一对准焊接部为第二级对准焊接凸点或第二级对准焊盘。作为示例,所述第二级对准焊接凸点可采用本领域已知的凸点制作工艺(例如,电镀法、植球法、模板印刷法、蒸发/溅射法等)预先制作在第二级器件上。作为示例,所述第二级对准焊盘可采用沉积(例如金属层)-光刻-蚀刻工艺预先制作在第二级器件上。
应当理解,可根据具体工艺条件或实际需求(例如,所述第一级器件和所述第二级器件的尺寸或形状、所述第一级器件和所述第二级器件的放置间距、封装尺寸或形状等)适当地选择所述第二级第一对准焊接部的具体体积、尺寸、几何形状、成分、分布、位置和数量,且本申请对此不作特别限定。例如,对于多个第二级器件,不管功能、尺寸或形状彼此是否相同,所述第二级第一对准焊接部均可形成为基本相同的体积、尺寸、几何形状或成分,以便降低后续工艺复杂度并提高封装效率。又例如,对于功能、尺寸或形状不同的多个第二级器件,所述第二级第一对准焊接部可形成为不同的体积、尺寸、几何形状或成分,以便可在后续焊接后形成不同的焊点高度,以实现特定功能或满足特定要求。又例如,每个所述第二级器件上可形成有至少三个基本规则地分布的所述第二级第一对准焊接部,以便使得第二级器件的第二级第一表面能够通过后述焊接形成的第二级对准焊点牢固稳定地保持在基本平行于载板的平面内。又例如,在每个所述第二级器件上,可将所述第二级第一对准焊接部分布形成在充分远离所述第二级互连端子的边缘上,以便不影响后续工艺和产品应用。
在一些实施例中,所述第二级互连端子是第二级互连凸点。作为示例,所述第二级互连凸点可采用本领域已知的凸点制作工艺(例如,电镀法、植球法、模板印刷法、蒸发/溅射法等)预先制作在第二级器件的互连焊盘上。例如,所述第二级互连凸点可以是导电柱的形态。在替代性实施例中,所述第二级互连端子是第二级互连焊盘。可选地,所述第二级器件还设有用于垂直互连的至少一个贯通电极。例如,对于所述第二级半导体器件,所述贯通电极为硅通孔(TSV)。又例如,对于所述转接板,所述贯通电极为TSV或玻璃通孔(TGV)。又例如,对于所述基板,所述贯通电极为镀通孔(PTH)或过孔(via)。可以理解,此时,所述第二级器件在与所述第二级第一表面相对的第二级第二表面上还可形成有另外的互连端子,而且所述至少一个贯通电极的一端分别与所述多个第二级互连端子中的至少一部分电连接且所述至少一个贯通电极的另一端分别与该另外的互连端子电连接。
在一些实施例中,在所述载板上形成有所述开口,使得所述开口与所述第一级第二对准焊接部间隔开。作为示例,所述开口设在所述至少一个第一级器件在所述载板上的目标位置所限定的区域外。例如,存在多个第一级器件的情况下,所述开口设在多个第一级器件的目标位置之间的区域。在一些实施例中,在所述夹板上形成有所述开口,使得在所述夹板贴附在所述至少一个第一级器件的所述第一级第一表面上时所述开口与所述第一级第一表面间隔开。在一些实施例中,在所述载板和所述夹板上均形成有所述开口。应当理解,可根据后续塑封相关的工艺条件或实际需求(例如,塑封材料)适当选择所述开口的尺寸、几何形状、数量或分布,且只要能够有效地进行注塑以实现塑封目的,本申请对此不作特别限定。
作为示例性实施例,如图4A所示,提供两个第一级半导体器件410、410’、第二级半导体器件460、载板420和夹板430。两个第一级半导体器件410、410’不相同,例如尺寸和/或功能不同。可以理解,尽管图4A中出于方便说明的目的仅对第一级半导体器件410示出其相关部分的附图标记且以下结合其进行了说明,但是该说明同样适用于第一级半导体器件410’的相应类似部分。各第一级半导体器件410、410’在有源表面411上分布形成有多个第一级互连焊盘412,且在无源表面413上形成有多个第一级对准焊接凸点414。第二级半导体器件460在有源表面461上分布形成有多个第二级互连凸点462和多个第二级第一对准焊接凸点464。载板420的一表面上按与各第一级半导体器件410、410’上的第一级对准焊接凸点414相同的排布(或相对位置关系)形成有分别对应的多个第一级对准焊盘424。载板420上与第一级半导体器件410、410’对应的目标位置之间的区域中贯穿形成有用于注塑的开口428。可选地,除了第一级半导体器件和第二级半导体器件之外,还可以类似的结构提供无源器件。例如,如图4A所示的附图标记410’可被替代为无源器件。
S320:将所述至少一个第一级器件放置在所述载板上,使得所述多个第一级第一对准焊接部与所述多个第一级第二对准焊接部基本对准。
在一些实施例中,所述“基本对准”包括所述第一级第一对准焊接部与所述第一级第二对准焊接部分别彼此接触,但未在垂直于所述第一级第二表面的方向上精确对中。本文中的“对中”通常表示所述第一级第一对准焊接部与所述第一级第二对准焊接部的中心在垂直于所述第一级第二表面的方向上对齐。需要说明的是,所述第一级第一对准焊接部与所述第一级第二对准焊接部的“基本对准”表示至少存在所述第一级第一对准焊接部与所述第一级第二对准焊接部之间的接触以致于能够如下文所述借助于焊接过程中处于至少部分熔融的状态的第一级对准焊点的最小表面能原理进行自对准的程度,因此“基本对准”包括未精确对中但至少有物理接触的状态,但也可以不排除精确对中的状态。
应当理解,在步骤S320中将第一级器件放置在载板上时,第一级器件的第一级第二表面面向载板(即,形成有第一级第一对准焊接部的表面),第一级器件的第一级第一表面背向载板。
作为示例性实施例,如图4B所示,将第一级半导体器件410、410’放置在载板420上,使得第一级对准焊接凸点414与对应的第一级对准焊盘424相接触。此时,第一级对准焊接凸点414与第一级对准焊盘424未对中,即第一级对准焊接凸点414的垂直中心线L1和第一级对准焊盘424的垂直中心线L2不重合。
S330:通过对所述多个第一级第一对准焊接部和所述多个第一级第二对准焊接部进行焊接来形成多个第一级对准焊点,使得所述至少一个第一级器件精确对准并固定至所述载板。
需要说明的是,“精确对准”表示所述第一级器件在所述载板上的实际位置与目标位置之间的偏差在本领域的容差范围内的状态。应当理解,所述精确对准是利用焊接第一级第一对准焊接部和第一级第二对准焊接部而成的焊点在焊接过程中的至少部分熔融的状态下呈现的最小表面能原理来实现的。具体地,当第一级第一对准焊接部和第一级第二对准焊接部彼此接触但未在垂直于第一级器件的第一级第二表面或载板的方向上精确对中时,在焊接过程中,所述第一级第一对准焊接部和所述第一级第二对准焊接部中作为第一级对准焊接凸点的一方至少部分熔融并浸润作为第一级对准焊盘或另一第一级对准焊接凸点的另一方,或所述第一级第一对准焊接部和所述第一级第二对准焊接部均作为第一级对准焊接凸点至少部分熔融,由此形成处于至少部分熔融的状态的第一级对准焊点,此时基于最小表面能原理,处于至少部分熔融的状态的第一级对准焊点会趋于变形移动以使所述第一级第一对准焊接部和所述第一级第二对准焊接部接近对中状态,从而带动相对于载板较轻的第一级器件以精确对准至载板上的目标位置。
应当理解,在焊接所述第一级第一对准焊接部与所述第一级第二对准焊接部之后,由于由此形成的第一级对准焊点本身的高度(在垂直于所述第一级器件的第一级第二表面或所述载板的方向上),所述第一级器件的第一级第二表面和所述载板相隔开以在它们之间形成一定的空间。
在一些实施例中,所述第一级对准焊接凸点由焊锡制成,且所述焊接可采用本领域已知的各种熔融焊锡的焊接方式,包括但不限于回流焊、激光焊、高频焊接、红外焊接等。作为示例,可以使用助焊剂或焊糊进行焊接。
作为示例性实施例,如图4C所示,将第一级对准焊接凸点414和第一级对准焊盘424进行焊接以形成第一级对准焊点416。在焊接过程中,处于熔融态的第一级对准焊接凸点414会浸润第一级对准焊盘424,并基于自身的最小表面能原理而与第一级对准焊盘424进行自对准(即,第一级对准焊接凸点414的垂直中心线L1和第一级对准焊盘424的垂直中心线L2重合),使得带动第一级半导体器件410、410’实现在载板420上的精确对准。在完成焊接后,第一级半导体器件410、410’的无源表面413与载板420相隔开以形成空间。
在一些实施例中,在S330后,还包括S331:将所述第一级器件与所述载板作为整体进行翻转,使得所述第一级器件的所述第一级第一表面向下,并再次使所述第一级对准焊点至少部分熔融后进行降温以使所述第一级对准焊点凝固。应当理解,此时再次至少部分熔融的所述第一级对准焊点因所述第一级器件的重量而适度拉长,由此可进一步改善自对准精度。需要说明的是,由于第一级对准焊点在至少部分熔融的状态下的表面能,第一级器件将不会因自身重量而从载板脱落。作为替代性实施例,在S310中,在所述多个第一级第一对准焊接部和/或第一级第二对准焊接部上预先涂有粘性助焊剂,且S330包括S330’:在进行所述焊接之前,将所述第一级器件与所述载板作为整体进行翻转,以使得所述第一级器件的所述第一级第一表面向下。应当理解,此时在翻转后,焊接过程中至少部分熔融的所述第一级对准焊点因所述第一级器件的重量而适度拉长,由此可进一步改善自对准精度。需要说明的是,由于粘性助焊剂将第一级器件与载板粘连,第一级器件在翻转后将不会因自身重量而从载板脱落。应当理解,在下文所述的S340之前,还可根据需要将所述第一级器件与所述载板作为整体再次进行翻转。
在一些实施例中,当所述第一级器件为多个时,S330包括S330”:在所述第一级器件与所述载板形成精确对准且所述第一级对准焊点仍处于至少部分熔融的状态时,利用压平板(leveling plate)对所述多个第一级器件的第一级第一表面进行压平处理,使得所述多个第一级器件的所述第一级第一表面基本位于与所述载板平行的同一平面内。作为示例,S330”包括:在所述多个第一级器件的第一级第一表面上方放置所述压平板;朝向所述载板按压所述压平板,使得所述多个第一级器件的所述第一级第一表面基本位于与所述载板平行的同一平面内;在保持按压的同时,进行降温以使所述第一级对准焊点基本凝固;以及移除所述压平板。作为替代性实施例,当所述第一级器件为多个时,在S330之后还包括S332:再次使所述第一级对准焊点至少部分熔融后,利用压平板对所述多个第一级器件的第一级第一表面进行压平处理,使得所述多个第一级器件的所述第一级第一表面基本位于与所述载板平行的同一平面内。作为示例,所述S332包括:再次使所述第一级对准焊点至少部分熔融;在所述多个第一级器件的第一级第一表面上方放置所述压平板;朝向所述载板按压所述压平板,使得所述多个第一级器件的所述第一级第一表面基本位于与所述载板平行的同一平面内;在保持按压的同时,进行降温以使所述第一级对准焊点基本凝固;以及移除所述压平板。可以理解,由于保持按压直至第一级对准焊点基本凝固后才移除压平板,因此能够防止熔融态焊点的表面能重新使第一级器件恢复压平前的原始高度。
作为示例性实施例,如图4D所示,通过加热再次使第一级对准焊点416处于至少部分熔融的状态后,在第一级半导体器件410、410’的有源表面411上放置压平板P并按压(即朝向载板420)压平板P以进行压平处理,使得第一级半导体器件410、410’的有源表面处于与载板420平行的同一平面内。随后,在保持按压的同时进行降温以使第一级对准焊点416凝固,然后移除压平板P。
由此,能够使得所有第一级器件的第一级第一表面均精确齐平且处于同一高度上。应当理解,需要在压平板上施加适当压力,使得处于至少部分熔融的状态的第一级对准焊点适当变形且由此导致的压平板的垂直(相对于第一级器件的第一级第一表面或载板)位移适当,以防止第一级器件受损。作为示例,在所述载板的第一级第二对准焊接部周边预先形成有焊锡阱(solder trap),由此能够在按压过程中防止多余熔融焊锡的不受控制的随意流动。
在一些实施例中,将上述利用压平板的压平处理与上述翻转后的焊接处理或再次熔融处理结合。作为示例,在S330中执行S330’后执行S330”,或在执行包括S330’的S330后执行S332,或在执行包括S330”的S330后执行S331,或在执行S331时执行S332。
S340:通过所述开口进行注塑以在所述载板和预先贴附在所述第一级第一表面上的所述夹板之间形成包覆所述至少一个第一级器件的塑封体。
应当理解,通过所述注塑,不仅所述第一级器件的侧面被包覆,所述第一级器件的第一级第二表面与所述载板之间的空间也被填充以包覆。可以理解,所述第一级第一表面基本平坦,因此所述夹板与所述第一级第一表面基本紧贴,因而通过所述注塑,所述第一级器件的包括所述第一级互连焊盘在内的第一级第一表面不会被包覆。
应当理解,所述注塑是通过根据S310形成在所述载板上和/或所述夹板上的开口进行的。
在一些实施例中,S330包括S330”’:在所述至少一个第一级器件的所述第一级第一表面上贴附所述夹板。作为示例,在S330中执行S330”之前执行S330”’。在另一些实施例中,在S330和S340之间还包括S333:在所述至少一个第一级器件的所述第一级第一表面上贴附所述夹板。作为示例,在S332之前执行S333。作为另一示例,在S332之后执行S333。作为又一示例,在包含S330”的S330之后执行S333。在又一些实施例中,在S330”或S332中进行压平处理后保留所述压平板作为所述夹板。由此,通过将压平板复用为夹板,能够减少工艺所需材料且简化整套工艺流程。作为示例,S330包括:在所述多个第一级器件与所述载板形成精确对准但所述多个第一级对准焊点仍处于至少部分熔融的状态时,利用所述夹板作为压平板对所述多个第一级器件的所述第一级第一表面进行压平处理,使得所述多个第一级器件的所述第一级第一表面基本位于与所述载板平行的同一平面内,直至所述第一级对准焊点基本凝固。作为另一示例,在S330和S340之间还包括:再次使所述第一级对准焊点至少部分熔融后,利用所述夹板作为压平板对所述多个第一级器件的所述第一级第一表面进行压平处理,使得所述多个第一级器件的所述第一级第一表面基本位于与所述载板平行的同一平面内,直至所述第一级对准焊点基本凝固。
在一些实施例中,所述夹板是由玻璃、陶瓷、金属、有机高分子材料或硅晶圆或上述两种甚至多种材料的组合制成。
在一些实施例中,采用树脂类材料(例如,环氧树脂)的模塑化合物进行塑封。
作为示例性实施例,如图4E所示,在第一级半导体器件410、410’的有源表面412上贴附夹板430后,如图4F所示,通过载板420的开口428进行注塑,由此在载板420和夹板430之间形成包覆第一级半导体器件410、410’的塑封体440。
S350:移除所述夹板以使所述第一级第一表面暴露。
在一些实施例中,在一些实施例中,通过剥离、蚀刻、烧蚀、研磨等本领域已知工艺移除所述夹板。
作为示例性实施例,如图4G所示,通过移除夹板430,塑封体440暴露第一级半导体器件410、410’的有源表面411,即暴露第一级互连焊盘412。
S360:在所述塑封体的暴露所述第一级第一表面的一侧上依次形成互连层和与所述多个第二级互连端子分别对应的多个转接端子,使得所述多个第一级互连焊盘中的至少一部分通过所述互连层分别电连接至所述多个转接端子,且在所述互连层上还形成与所述多个第二级第一对准焊接部分别对应的多个第二级第二对准焊接部,从而形成第一级组件。
在一些实施例中,所述互连层包括重布线层(RDL),从而实现所述第一级互连焊盘与所述转接端子的导电路径。应当理解,所述互连层还包含用于实现各导电路径之间电绝缘的绝缘层,而绝缘层的具体数量和材料可根据具体工艺条件或需要适当地选择,本申请对此不作特别限定。
在一些实施例中,所述第二级第一对准焊接部和所述第二级第二对准焊接部中的任一者为第二级对准焊接凸点,且另一者为与所述第二级对准焊接凸点对应的第二级对准焊盘。在另一些实施例中,所述第二级第一对准焊接部和所述第二级第二对准焊接部均为第二级对准焊接凸点且二者熔点可以相同,也可以不同。作为示例,作为所述第二级第二对准焊接部,所述第二级对准焊接凸点可采用本领域已知的凸点制作工艺(例如,电镀法、植球法、模板印刷法、蒸发/溅射法等)。作为示例,作为所述第二级第二对准焊接部,所述第二级对准焊盘可采用沉积(例如金属层)-光刻-蚀刻工艺。应当理解,所述第二级第一对准焊接部和所述第二级第二对准焊接部只要能够焊接彼此以用于对准目的,也可以采用任何其他结构或形态。
在一些实施例中,所述第二级第二对准焊接部在体积、尺寸、几何形状、成分、分布、位置和数量等方面与所述第二级第一对准焊接部彼此对应,使得能够通过焊接彼此来使所述第二级器件在所述第一级组件上精确地对准至相应的目标位置。
应当理解,可根据具体工艺条件或实际需求(例如,所述第一级器件和所述第二级器件的尺寸或形状、所述第一级器件和所述第二级器件的放置间距、封装尺寸或形状等)适当地选择所述第二级第二对准焊接部的具体体积、尺寸、几何形状、成分、分布、位置和数量,且本申请对此不作特别限定。例如,所述第一级组件上的所述第二级第二对准焊接部均可形成为基本相同的体积、尺寸、几何形状或成分,以便降低后续工艺复杂度并提高封装效率。又例如,对于功能、尺寸或形状不同的多个第二级器件,所述第二级第二对准焊接部可形成为不同的体积、尺寸、几何形状或成分,以便可在后续焊接后形成不同的焊点高度,以实现特定功能或满足特定要求。
在一些实施例中,所述第二级互连端子是第二级互连凸点,且所述转接端子是转接凸点或转接焊盘。在另一些实施例中,所述第二级互连端子是第二级互连焊盘,且所述转接端子是转接凸点。作为示例,转接凸点的制作可采用本领域已知的凸点制作工艺(例如,电镀法、植球法、模板印刷法、蒸发/溅射法等),转接焊盘的制作可采用本领域已知的沉积(例如金属层)-光刻-蚀刻工艺,本申请对此不作特别限定。
在一些实施例中,所述转接端子在体积、尺寸、几何形状、成分、分布、位置和数量等方面与所述第二级互连端子彼此对应,使得在所述第二级器件在所述第一级组件上精确地对准至相应的目标位置时能够使所述转接端子与所述第二级互连端子精确地对中以便进行后述的所述第二级器件与所述第一级组件之间的堆叠互连。
应当理解,在垂直于所述第二级器件的第二级第一表面(或所述第一级组件的互连层)的方向上,所述第二级互连端子和所述转接端子的高度之和充分小于所述第二级第一对准焊接部和所述第二级第二对准焊接部的高度之和,使得所述第二级互连端子和所述转接端子在所述第二级第一对准焊接部和所述第二级第二对准焊接部后续形成第二级对准焊点后也彼此间隔开,以免影响所述第二级第一对准焊接部和所述第二级第二对准焊接部的后续焊接,且防止所述第二级互连端子和所述转接端子在所述第二级第一对准焊接部和所述第二级第二对准焊接部的后续焊接时彼此抵靠按压而受损。
作为示例性实施例,如图4H所示,在塑封体440的暴露第一级半导体器件410、410’的有源表面411(包括第一级互连焊盘412)的一侧自下而上先形成重布线层(RDL)迹线458,然后形成与第二级半导体器件460的第二级互连凸点462分别对应的转接焊盘452,以形成第一级互连焊盘412到相应转接焊盘452的导电路径。在此过程中,尤其是在形成RDL迹线458和/或转接焊盘452时,还形成介电层455以实现导电路径之间的电绝缘。另外,还在介电层455上形成与多个第二级对准焊接凸点464分别对应的多个第二级对准焊盘454。由此,形成第一级半导体组件450。
在一些实施例中,在所述互连层上还形成外部互连端子,使得所述多个第一级互连焊盘中的一部分通过所述互连层电连接至所述外部互连端子。作为示例,通过前述RDL实现它们之间的导电路径。应当理解,此时在所述多个第一级互连焊盘中,电连接至所述转接端子的第一级互连焊盘与电连接至所述外部互连端子的第一级互连焊盘可以彼此独立,也可以至少部分重叠(即同时与转接端子和外部互连端子电连接)。可以理解,所述外部互连端子用于将最终封装体(即第一级器件和第二级器件的集成封装体)与另一级器件(例如,半导体器件、互连板或PCB板)的互连。因此,可应用于第二级器件没有贯通电极(诸如,TSV、TGV、PTH或via)的场景,但也不排除应用于第二级器件设有贯通电极的场景。例如,所述外部互连端子可以与前述形成在第二级器件的第二表面上的另外的互连端子一起(为了便于区分,以下分别称为“第一外连端子”和“第二外连端子”)提供与另一级器件的互连,应当理解,此时第一外连端子需要足够高(例如当第一外连端子端子采用焊球的形态时,焊球尺寸较大),使得如后述在第二级器件对准固定至第一级组件后,第一外连端子与第二外连端子基本处于同一平行面(即相对于第一级组件)内,以便实现与另一级器件的互连。作为示例,外部互连端子分布形成以与所述第二级第二对准焊接部充分间隔开,使得在所述多个第二级器件精确对准至所述第一级组件后,不由所述多个第二级器件在所述互连层上的垂直投影覆盖,以便不影响后续第二级器件在互连层上的堆叠。
作为示例性实施例,如图4H’所示,在图4H的基础上,进一步形成外部互连端子456,使得充分远离第二级对准焊盘454,且通过RDL迹线形成与部分第一级互连焊盘412的导电路径。
S370:将所述至少一个第二级器件放置在所述第一级组件上,使得所述多个第二级第一对准焊接部与所述多个第二级第二对准焊接部基本对准。
此处的“基本对准”可选择性地参考前述关于S320中的所述第一级第一对准焊接部与所述第一级第二对准焊接部之间的“基本对准”的说明,因此在此不再赘述。
应当理解,在步骤S370中将第二级器件放置在第一级组件上时,第二级器件的第二级第一表面面向第一级组件(即,形成有第二级第二对准焊接部的表面)。
作为示例性实施例,如图4I所示,将第二级器件460放置在第一级半导体组件450上,使得第二级对准焊接凸点464与对应的第二级对准焊盘454相接触。此时,第二级对准焊接凸点464与第二级对准焊盘454未对中。
S380:通过对所述多个第二级第一对准焊接部和所述多个第二级第二对准焊接部进行焊接来形成多个第二级对准焊点,使得所述至少一个第二级器件精确对准至所述第一级组件,且在所述多个第二级对准焊点至少部分熔融的状态下,在将所述至少一个第二级器件和所述第一级组件朝向彼此按压的同时将所述多个第二级互连端子和所述多个转接端子分别接合以形成多个互连接合点。
此处的“通过对所述多个第二级第一对准焊接部和所述多个第二级第二对准焊接部进行焊接来形成多个第二级对准焊点,使得所述至少一个第二级器件精确对准至所述第一级组件”可选择性地参考前述关于S330的说明,因此在此不再赘述。
应当理解,在焊接所述第二级第一对准焊接部与所述第二级第二对准焊接部之后,由于由此形成的第二级对准焊点本身的高度(在垂直于所述第二级器件的第二级第一表面的方向上),所述第二级器件的第二级第一表面(包括第二级互连端子)和所述第一级组件相隔开以在它们之间形成一定的空间。
在一些实施例中,所述第二级对准焊接凸点由焊锡制成,且所述焊接可采用本领域已知的各种熔融焊锡的焊接方式,包括但不限于回流焊、激光焊、高频焊接、红外焊接等。作为示例,可以使用助焊剂或焊糊进行焊接。
在一些实施例中,在S380中,在所述至少一个第二级器件与所述第一级组件形成精确对准且所述多个第二级对准焊点仍处于至少部分熔融的状态时,在将所述至少一个第二级器件和所述第一级组件朝向彼此按压的同时将所述多个第二级互连端子和所述转接端子分别接合。在另一些实施例中,在S380中,在所述至少一个第二级器件精确对准并固定至所述第一级组件后,使所述第二级对准焊点再次至少部分熔融,且在将所述至少一个第二级器件和所述第一级组件朝向彼此按压的同时将所述多个第二级互连端子和所述转接端子分别接合。
在一些实施例中,所述第二级互连凸点和/或所述转接凸点由焊锡制成,且在S380中将所述多个第二级互连端子和所述转接端子焊接以形成互连焊点。在一些实施例中,所述第二级互连凸点和/或所述转接凸点不包含焊锡,且在S380中对所述多个第二级互连端子和所述转接端子进行热压绑定(TCB)。
作为示例性实施例,如图4J所示,将第二级对准焊接凸点464和第二级对准焊盘454进行焊接以形成第二级对准焊点466。在焊接过程中,处于熔融态的第二级对准焊接凸点464会浸润第二级对准焊盘454,并基于自身的最小表面能原理而与第二级对准焊盘454进行自对准,使得带动第二级器件460实现在第一级半导体组件450上的精确对准。在完成焊接后,第二级器件460的有源表面与第一级半导体组件450相隔开以形成空间。然后,如图4K所示,进行加热的同时将第二级器件460和第一级半导体组件450朝向彼此按压。此时,第二级对准焊点466再次至少部分熔融且进一步被压扁,而且第二级互连凸点462(也处于至少部分熔融的状态)随之与转接焊盘452形成接触并形成第二级互连焊点468。
在一些实施例中,还包括:整体翻转后使至少部分熔融的状态下的第二级对准焊点利用第二级器件的重量而进一步改善自对准精度。作为示例,可选择性参考前述的S331或S330’。
S390:解除所述按压。
在一些实施例中,在所述第二级对准焊点和/或所述互连接合点至少部分凝固以使所述至少一个第二级器件固定至所述第一级组件后,解除所述按压。应当理解,所述第二级对准焊点和/或所述互连接合点至少部分凝固以使所述至少一个第二级器件固定至所述第一级组件所需的时间是根据理论和经验可预估的或通过在先实验可测的,且可选择在经过该时间后解除按压。
在一些实施例中,当所述载板不具有互连结构或产品功能时,封装方法还包括:移除所述载板。作为示例,在S340至S390的任一步骤中或任两个步骤之间,移除所述载板。
在一些实施例中,通过剥离、蚀刻、烧蚀、研磨等本领域已知工艺移除所述载板。作为示例,在采用剥离工艺时,可对所述载板与所述第一级器件之间的焊接(即对所述第一级对准焊点)进行解焊,以便于从所述塑封体剥离所述载板。
在一些实施例中,在移除所述载板时或在移除所述载板后,还移除部分或全部第一级对准焊点。作为示例,可通过解焊、蚀刻、烧蚀或研磨等本领域已知工艺移除部分或全部第一级对准焊点。在一些实施例中,保留部分或全部第一级对准焊点作为最终半导体组件(即最终封装体)的一部分,用于电连接(例如电源和接地)、散热、机械结构等。
在一些实施例中,在移除所述载板之后还包括:对所述塑封体的移除了载板的表面进行减薄(例如研磨、蚀刻或烧蚀等)。作为示例,减薄以去除所述第一级器件的第一级第二表面侧的塑封体的一部分(包含所残留的第一级对准焊点的一部分),或减薄至所述第一级器件的第一级第二表面,或者所减薄的部分包含所述第一级器件的第一级第二表面一侧的一部分。应当理解,通过该减薄过程同样去除所述载板被移除之后所残留的第一级对准焊点。由此,能够进一步减小最终半导体组件的厚度。
作为示例性实施例,如图4L所示,解除加热直到第二级对准焊点466和第二级互连焊点468基本凝固后,解除按压。然后,通过对第一级对准焊点416的解焊来移除载板420(以及第一级对准焊盘),由此形成半导体组件400。
应当理解,由于第二级对准焊点和/或互连接合点本身的高度,在第二级器件和第一级组件之间形成有一定空间。在一些实施例中,还包括:对所述第二级器件和所述第一级组件之间形成的空间进行底填充。
在一些实施例中,将无源器件与所述至少第一级器件一起以与上述实施例基本相同的方法封装成第一级组件。
在一些实施例中,在S390之后还包括:进行切割。
应当理解,可根据封装规格执行切割工艺以制作独立的半导体组件,或不执行切割工艺。
基于类似的发明构思,本申请还提供根据另一实施方式的封装方法,与前述根据如图3所示的实施方式的封装方法相比,其主要区别在于:对第一级器件的第一级互连焊盘不进行扇出(即不形成互连层),而是直接进行第一级器件的第一级互连焊盘与第二级器件的第二级互连端子(仅互连凸点、或互连凸点与第二级第一对准焊接部的组合)之间的互连。因此,为了避免不必要地混淆发明构思,在下文中对根据该实施方式的封装方法的说明中将省略关于与如图3所示的实施方式相比基本相同或无实质性改变的部分的说明,对此可参见前述针对如图3所示的实施方式的相应说明。
图5示出根据本申请另一实施方式的封装方法的流程图。如图5所示,所述封装方法包括如下步骤:
S410:提供至少一个第一级器件、至少一个第二级器件、载板和夹板,其中所述第一级器件在第一级第一表面上形成有多个第一级互连焊盘且在与所述第一级第一表面相对的第一级第二表面上形成有多个第一级第一对准焊接部;所述至少一个第二级器件在第二级第一表面上形成有多个第二级互连凸点和多个第二级第一对准焊接部,其中所述多个第二级互连凸点与所述多个第一级互连焊盘中的至少一部分分别对应;所述载板上形成有与所述多个第一级第一对准焊接部分别对应的多个第一级第二对准焊接部;且所述载板和所述夹板中的至少一者上贯穿形成有用于注塑的开口。
应当理解,为了直接进行所述至少一个第一级器件的所述多个第一级互连焊盘中的至少一部分与所述至少一个第二级器件的所述多个第二级互连凸点之间的互连,所述多个第一级互连焊盘中的至少一部分需要在体积、尺寸、几何形状、成分、分布、位置和数量等方面与所述多个第二级互连凸点彼此对应,使得在所述至少一个第二级器件在所述第一级组件上精确地对准至相应的目标位置时能够使所述多个第一级互连焊盘中的至少一部分与所述多个第二级互连凸点精确地对中以便进行后述的所述至少一个第二级器件与所述第一级组件之间的堆叠互连。
在一些实施例中,所述多个第二级互连凸点与所述多个第一级互连焊盘分别对应。在替代性实施例中,所述多个第二级互连凸点和所述多个第二级第一对准焊接部一起作为所述至少一个第二级器件的所述第二级第一表面上的多个第二级互连端子,且与所述多个第一级互连焊盘分别对应。
作为示例性实施例,如图6A所示,提供两个第一级半导体器件510、510’、第二级半导体器件560、载板520和夹板530。两个第一级半导体器件510、510’不相同,例如尺寸和/或功能不同。可以理解,尽管图6A中出于方便说明的目的仅对第一级半导体器件510示出其相关部分的附图标记且以下结合其进行了说明,但是该说明同样适用于第一级半导体器件510’的相应类似部分。各第一级半导体器件510、510’在有源表面511上分布形成有多个第一级互连焊盘512,且在无源表面513上形成有多个第一级对准焊接凸点514。第二级半导体器件560在有源表面561上分布形成有多个第二级互连凸点562和多个第二级第一对准焊接凸点564,作为与第一级互连焊盘512分别对应的互连端子,且第二级半导体器件560还设有分别与第二级第一对准焊接凸点564和部分第二级互连凸点562电连接的TSV 565。载板520的一表面上按与各第一级半导体器件510、510’上的第一级对准焊接凸点514相同的排布(或相对位置关系)形成有分别对应的多个第一级对准焊盘524。夹板530上与第一级半导体器件510、510’对应的目标位置之间的区域中贯穿形成有用于注塑的开口538。可选地,除了第一级半导体器件和第二级半导体器件之外,还可以类似的结构提供无源器件。例如,如图6A所示的附图标记510’可被替代为无源器件。
S420至S440:分别与前述的S320至S340基本相同。
S450:移除所述夹板以使所述第一级第一表面暴露,从而形成第一级组件。
作为示例性实施例,如图6B所示,通过移除夹板530,塑封体540暴露第一级半导体器件510、510’的有源表面511,即暴露第一级互连焊盘512,由此形成第一级半导体组件550。
S460:将所述至少一个第二级器件放置在所述第一级组件上,使得所述多个第二级第一对准焊接部与所述第一级组件上的多个第二级第二对准焊接部基本对准,其中所述多个第二级第二对准焊接部预先形成在所述第一级组件的暴露所述第一级第一表面的一侧上且与所述多个第二级第一对准焊接部分别对应。
在一些实施例中,当所述多个第二级互连凸点与所述多个第一级互连焊盘分别对应时,在S450和S460之间还包括:在所述第一级组件的暴露所述第一级第一表面的一侧上形成所述多个第二级第二对准焊接部。作为替代性实施例,所述多个第二级互连凸点与所述多个第一级互连焊盘分别对应且所述第二级第一对准焊接部具有对准焊接凸点的形态时,在所述S410中所述第一级器件在所述第一级第一表面上还形成有具有对准焊盘的形态的所述多个第二级第二对准焊接部。
在一些实施例中,当所述多个第二级互连凸点和所述多个第二级第一对准焊接部一起作为所述至少一个第二级器件的所述第二级第一表面上的、与所述多个第一级互连焊盘分别对应的多个第二级互连端子且所述多个第二级第一对准焊接部具有对准焊接凸点的形态时,在S460中将所述多个第一级互连焊盘中与所述多个第二级第一对准焊接部分别对应的一部分作为所述多个第二级第二对准焊接部。作为替代性实施例,当所述多个第二级互连凸点和所述多个第二级第一对准焊接部一起作为所述至少一个第二级器件的所述第二级第一表面上的、与所述多个第一级互连焊盘分别对应的多个第二级互连端子时,在S450和S460之间还包括:在所述多个第一级互连焊盘中与所述多个第二级第一对准焊接部分别对应的一部分上分别形成具有对准焊接凸点的形态的所述多个第二级第二对准焊接部。
应当理解,在垂直于所述第二级器件的第二级第一表面(或所述第一级组件暴露所述暴露所述第一级第一表面的一侧表面)的方向上,所述第一级互连焊盘和所述第二级互连凸点的高度之和充分小于所述第二级第一对准焊接部和所述第二级第二对准焊接部的高度之和,使得所述第一级互连焊盘和所述第二级互连凸点在所述第二级第一对准焊接部和所述第二级第二对准焊接部后续形成第二级对准焊点后也彼此间隔开。
作为示例性实施例,如图6C所示,将第二级器件560放置在第一级半导体组件550上,使得第二级对准焊接凸点564与对应的第一级互连焊盘512相接触。此时,第二级对准焊接凸点564与对应的第一级互连焊盘512未对中。
S470:通过对所述多个第二级第一对准焊接部和所述多个第二级第二对准焊接部进行焊接来形成多个第二级对准焊点,使得所述至少一个第二级器件精确对准至所述第一级组件,且在所述多个第二级对准焊点至少部分熔融的状态下,在将所述至少一个第二级器件和所述第一级组件朝向彼此按压的同时将所述多个第二级互连凸点与对应的第一级互连焊盘分别接合以形成多个互连接合点。
在一些实施例中,在S470中,在所述至少一个第二级器件与所述第一级组件形成精确对准且所述多个第二级对准焊点仍处于至少部分熔融的状态时,在将所述至少一个第二级器件和所述第一级组件朝向彼此按压的同时将所述多个第二级互连凸点和对应的第一级互连焊盘分别接合。在另一些实施例中,在S470中,在所述至少一个第二级器件精确对准并固定至所述第一级组件后,使所述第二级对准焊点再次至少部分熔融,且在将所述至少一个第二级器件和所述第一级组件朝向彼此按压的同时将所述多个第二级互连凸点和对应的第一级互连焊盘分别接合。
在一些实施例中,所述第二级互连凸点由焊锡制成,且在S470中将所述多个第二级互连凸点和对应的第一级互连焊盘分别焊接以形成互连焊点。在一些实施例中,所述第二级互连凸点不包含焊锡,且在S470中对所述多个第二级互连凸点和对应的第一级互连焊盘进行热压绑定。
作为示例性实施例,如图6D所示,将第二级对准焊接凸点564和对应的第一级互连焊盘512进行焊接以形成第二级对准焊点566。在焊接过程中,处于熔融态的第二级对准焊接凸点564会浸润对应的第一级互连焊盘512,并基于自身的最小表面能原理而与对应的第一级互连焊盘512进行自对准,使得带动第二级器件560实现在第一级半导体组件550上的精确对准。在完成焊接后,第二级器件560的有源表面与第一级半导体组件550相隔开以形成空间。然后,如图6E所示,进行加热的同时将第二级器件560和第一级半导体组件550朝向彼此按压。此时,第二级对准焊点566再次至少部分熔融且进一步被压扁,而且第二级互连凸点562(也处于至少部分熔融的状态)随之与第一级互连焊盘512形成接触并形成第二级互连焊点568。
S480:与前述的S390基本相同。
显然,本领域的技术人员可以对本申请的实施例进行各种变更和变型而不脱离本申请的构思和范围。这样,倘若本申请的这些变更和变型属于本申请权利要求及其等同技术方案的范围之内,则本申请的记载内容也意图包含这些变更和变型在内。
- 半导体封装方法、半导体组件以及包含其的电子设备
- 半导体封装方法、半导体组件以及包含其的电子设备