复合材料冲型贴合机构
文献发布时间:2023-06-19 12:02:28
技术领域
本发明涉及薄膜产品转运的技术领域,具体为复合材料冲型贴合机构。
背景技术
在模切行业中,几种材料贴合时都会遇到二次冲型,再进行贴合的情况。现有的卷料在经过剥离离型膜后沿着送料辊送入到冲切刀位置的过程中,料带有可能会发生角度偏移,故需要停机重新放置料带位置,之后才能再次进行冲切,使得整个冲切贴付效率低下。
发明内容
针对上述问题,本发明提供了复合材料冲型贴合机构,其使得在冲切贴合前发现料带存在角度方向偏转后,整个收卷结构相对冲切贴合部分快速调整角度至合理位置,不停机进行料带角度调整,使得整个冲切贴付的过程效率提高。
复合材料冲型贴合机构,其特征在于:其包括安装固定板、环形卷收底板、收卷机构、冲切贴合机构;
所述安装固定板的中心区域设置有圆形空腔,所述环形卷收底板以圆形空腔的圆心进行平面绕转设置;
所述环形卷收底板上固设有垂直立板,所述垂直立板前表面上集成有收卷机构;
所述收卷机构包括卷料放料机构、卷料收料机构;所述卷料放料机构布置于所述垂直立板的一侧位置,所述卷料收料机构布置于所述垂直立板的另一侧位置;
所述冲切贴合机构布置于卷料放料机构、卷料收料机构的连线区域的中心位置,所述冲切贴合机构固设于所述垂直立板的前部区域、且位于所述圆形空腔内,所述冲切贴合机构包括机座、冲切动力装置、刀模,所述机座的朝向所述卷料放料机构的位置处设置有材料偏转传感器,所述材料偏转传感的前表面用于感应料带是否有平行穿过该表面,料带贯穿刀模下方后连接至所述卷料收料机构;
所述环形卷收底板和所述安装固定板之间环布有若干导向限位板,所述导向限位板使得环形卷收底板相对于所述安装固定板的圆形空腔仅能进行转动。
其进一步特征在于:
所述环形卷收底板的上表面环布有若干组第一定位圆点,所述安装固定板对应于所述第一定位圆点的外周均设置有对应的第二定位圆点,所述第一定位圆点和第二定位圆点用于旋转定位作业;
所述环形卷收底板的朝向前端的中心区域上固设有上凸驱动块,所述上凸驱动块用于进行环形卷收底板的径向转动;
所述卷料放料机构具体包括第一上料卷轴、第二上料卷轴、离型膜收卷轴,所述第一上料卷轴、第二上料卷轴用于分别输送料卷,使得整个机构可以进行不断料连续作业;
当其中一个上料卷轴上料临近结束时、快速将卷料的末端连接另一上料卷轴的起始端,确保不断料连续作业;
所述第一上料卷轴、第二上料卷轴所对应的上料区域和离型膜收卷轴之间设置有第一导向辊组,所述第一上料卷轴、第二上料卷轴的第一导向辊组的输出后端还设置有第二导向辊组,所述第二导向辊组的输出后端设置有材料偏转传感器;
所述第二导向辊组上设置有料带导向平面,所述料带导向平面的正上方设置有CCD相机,所述CCD相机用于捕捉材料形状,确保后续料带的行进准确可靠;
所述冲切贴合机构的卷料输出的后部设置有第三导向辊组,所述第三导向辊组的卷料输出的后部设置有所述卷料收料机构,所述第三导向辊组用于将冲切贴合机构所输出的卷料进行导向收卷;
所述离型膜收卷轴、卷料收料机构上分别设置有步进扭力马达,其使得卷料步进收卷作业,方便冲切贴合机构的步进冲切;
所述冲切贴合机构的机座上自上而下布置有冲切动力装置、刀模,所述冲切动力装置对修正位置的卷料通过刀模进行步进冲切、完成冲切贴合作业。
采用上述技术方案后,材料偏转传感的前表面用于感应料带是否有平行穿过该表面,若前后位置存在不一样的间隔距离,则进行报警提示,人工转动环形卷收底板,调整至料带平行穿过材料偏转传感器的前表面,其使得在冲切贴合前发现料带存在角度方向偏转后,整个收卷结构相对冲切贴合部分快速调整角度至合理位置,不停机进行料带角度调整,使得整个冲切贴付的过程效率提高。
附图说明
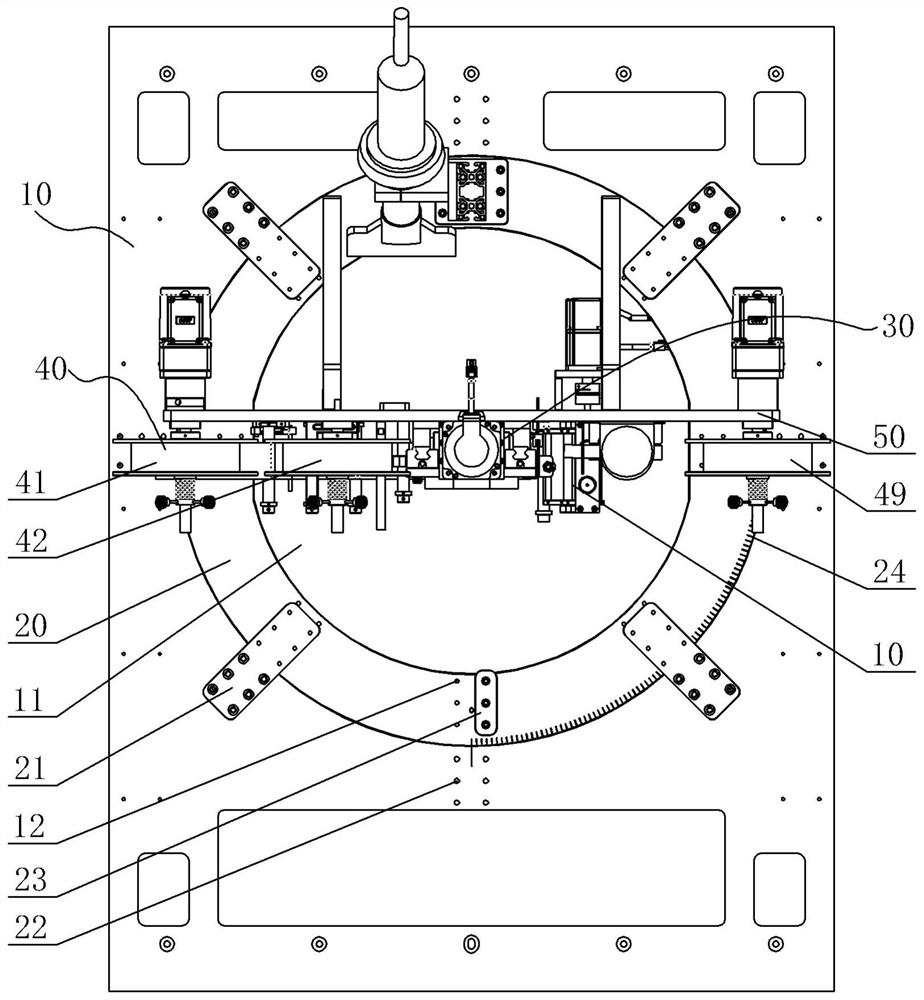
图1为本发明的俯视图结构示意图;
图2为本发明的立体图结构示意图;
图中序号所对应的名称如下:
安装固定板10、圆形空腔11、第二定位圆点12、环形卷收底板20、导向限位板21、第一定位圆点22、上凸驱动块23、刻度表24、冲切贴合机构30、机座31、冲切动力装置32、刀模33、材料偏转传感器34、前表面341、收卷机构40、第一上料卷轴41、第二上料卷轴42、离型膜收卷轴43、第一导向辊组44、第二导向辊组45、料带导向平面46、CCD相机47、第三导向辊组48、卷料收料机构49、垂直立板50。
具体实施方式
复合材料冲型贴合机构,见图1和图2:其包括安装固定板10、环形卷收底板20、收卷机构40、冲切贴合机构30;安装固定板10的中心区域设置有圆形空腔11,环形卷收底板20以圆形空腔11的圆心进行平面绕转设置;环形卷收底板20上固设有垂直立板50,垂直立板50前表面上集成有收卷机构;收卷机构40包括卷料放料机构、卷料收料机构49;卷料放料机构布置于垂直立板50的一侧位置,卷料收料机构49布置于垂直立板50的另一侧位置;
冲切贴合机构30布置于卷料放料机构、卷料收料机构的连线区域的中心位置,冲切贴合机构固设于垂直立板50的前部区域、且位于圆形空腔11内,冲切贴合机构30包括机座31、冲切动力装置32、刀模33,机座31的朝向卷料放料机构的位置处设置有材料偏转传感器34,材料偏转传感34的前表面341用于感应料带是否有平行穿过该表面,料带贯穿刀模33下方后连接至卷料收料机构;
环形卷收底板20和安装固定板10之间环布有导向限位板,导向限位板使得环形卷收底板20相对于安装固定板10的圆形空腔11仅能进行转动。
具体实施时:导向限位板包括上限位板、下限位板,环形卷收底板位于圆形空腔的中心区域布置,下限位板用于支成环形卷收底板,上限位板用于导向其转动轮廓。
另一具体实施例、圆形空腔的环周内凸形成环形支承台,环形卷收底板支承于环形支承台内布置,导向限位板仅环布于环形卷收底板的外周布置。
优选实施例、见图1和图2,环形卷收底板20支承于圆形空腔11的外周、环形卷收底板20对应于安装固定板10的上表面支承布置,并设置相对于环形卷收底板的外环周环布的若干导向限位板21;导向限位板21的径向外端固接于安装装底板10,若干导向限位板21组成的限位轮廓确保环形卷收底板20以圆形空腔11的圆心进行平面绕转设置。
具体实施例、见图1和图2:环形卷收底板20的上表面环布有若干组第一定位圆点22,安装固定板10对应于第一定位圆点22的外周均设置有对应的第二定位圆点12,第一定位圆点22和第二定位圆点12用于旋转定位作业;
环形卷收底板20上固装有上凸驱动块23,上凸驱动块23用于进行环形卷收底板20的径向转动,环形卷收底板20的上表面还设置有刻度表24,用于定位作业;
卷料放料机构包括第一上料卷轴41、第二上料卷轴42、离型膜收卷轴43,第一上料卷轴41、第二上料卷轴42用于分别输送料卷,使得整个机构可以进行不断料连续作业;
具体实施过程中,当其中一个上料卷轴上料临近结束时、快速将卷料的末端连接另一上料卷轴的起始端,确保不断料连续作业;
第一上料卷轴41、第二上料卷轴42所对应的上料区域和离型膜收卷轴43之间设置有第一导向辊组44,第一上料卷轴41、第二上料卷轴42的第一导向辊组44的输出后端还设置有第二导向辊组45,第二导向辊组45的输出后端设置有材料偏转传感器34;
第二导向辊组45上设置有料带导向平面46,料带导向平面46的正上方设置有CCD相机47,CCD相机47用于捕捉材料形状;
冲切贴合机构30的卷料输出的后部设置有第三导向辊组48,第三导向辊组48的卷料输出的后部设置有卷料收料机构49,第三导向辊组48用于将冲切贴合机构30所输出的卷料进行导向收卷;
离型膜收卷轴43、卷料收料机构49上分别设置有步进扭力马达,其使得卷料步进收卷作业,方便冲切贴合机构的步进冲切;
冲切贴合机构30的机座31上自上而下布置有冲切动力装置32、刀模33,冲切动力装置32对修正位置的卷料通过刀模进行步进冲切、完成冲切贴合作业,具体实施时,冲切动力装置32具体为垂直向伺服模组。
具体实施时,将载体设置有冲切贴合机构30的模腔内,通过刀模33冲切后将材料贴合在载体上,之后步进取出载体即可。
其工作过程如下:材料包括上部载膜、中部PSA、底部离型膜,人工将材料放入第一上料卷轴、第二上料卷轴(两个上料卷轴交替使用,实现不停机换料),将材料离型膜缠入离型膜收卷轴上,离型膜收卷轴的背部安转有步进扭力马达,用于进行收卷,将载膜和PSA穿过第一导向辊组、冲切贴合机构的刀模下方,第三导向辊组,最后将载膜PSA废膜缠入卷料收料机构上,废卷料收料机构后面装有扭力马达,根据程序设定间距,进行收卷前进,每走一个间距,材料形状通过料带导向平面上的CCD进行拍照,并通过材料纠偏传感器时刻进行信号纠偏,若材料跑偏会发出报警,垂直向伺服模组下降带动刀模进行材料形状冲贴最后贴合在设置在冲切动力装置的模腔内的载体上。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
- 复合材料冲型贴合机构
- 一种用于轻型酚醛发泡复合材料的材料贴合机构