一种油茶自动化砧木嫁接系统及方法
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及种植技术领域,特别涉及油茶种植技术领域,具体是一种油茶自动化砧木嫁接系统及方法。
背景技术
油茶,又叫茶子树、茶油树、白花茶,为山茶科山茶属植物,常绿小乔木,生长在中国南方亚热带地区的高山及丘陵地带,是中国特有的一种纯天然高级油料,主要集中在浙江、江西、河南、湖南、广西五省,全国年产量仅为20万吨左右。油茶的繁殖方法包括种子、插条或嫁接繁殖,为了保持亲本的优良性状,在实际生产中多采用嫁接进行繁殖,无论是从成活率、坐花坐果还是早产、丰产的多方面对比,嫁接苗都要比实生苗更好;经过嫁接改良的油茶树普遍2年左右就开始挂果,3~4年进入丰产期,这种速度是实生苗还不具备的。同时嫁接油茶树苗耐寒耐旱的性能也更好,油茶果实的坐果、果品质量还有果仁出油率都更好。这也是在种植油茶的时候选择嫁接苗的主要原因,采用嫁接方式所产出的油茶整体效益更好。当前国内探索出了很多油茶嫁接方法,如“拉皮嵌接法”、“四法分批催芽”盖砂、“温水调控芽砧”等。但目前,市面上的油茶树嫁接全都是通过人工方式进行,其步骤主要包括:1、枝条的选取和采集:选取树冠上部外围生长健壮、无病虫害、芽眼充实的一年生枝条,然后剪取径粗0.2~0.5cm的木质化或半木质化的枝条作为枝条。2、枝条的处理:将枝条剪成5至6厘米小段,每段保证有2至3个侧芽,在枝条下芽1厘米处削一长斜面,长约2至3厘米,在长面的对侧削一短面,长度在1厘米之内。3、砧木的处理:用锋利的嫁接刀将锯口去糙削平后再嫁接。较粗的枝可沿周边多接几个枝条。4、嫁接操作: 将枝条长斜面向砧木插入,并使一边的形成层对齐,然后绑扎。5、嫁接后维护管理:对嫁接后的成品要进行防晒和保湿,避免水分过度蒸腾流失。
上述步骤过程多,对人工的劳动要求和熟练度要求较高,而且目前基本全部依靠人工完成,对砧木进行切口的时候也容易受伤,且不同劳动力加工的成品标准度难以统一,对胶带等耗材的使用也存在不同,容易造成浪费,完工时间也难以确定,容易耽误农时。因此,寻找一种能够高效替代人工操作,让主要流程都可以机械化实现的装置,对于解放劳动力,稳定产量和节约耗材,有很大的意义。
发明内容
针对上述问题,本发明提供一种油茶自动化砧木嫁接系统及方法,通过设计符合油茶嫁接过程的装置,使其能够实现自动化处理油茶嫁接任务,并且达到或超过人工嫁接作业效果,节约劳动资源,提高生产效率。
本发明的技术方案如下:
一种油茶自动化砧木嫁接系统,包括依次设置的输入机构、嫁接平台、输出机构;在所述输入机构上放置砧木;在所述输入机构的一侧设有端部定位机构,用于对砧木进行端面定位;所述嫁接平台为长方形结构的台面,台面上设有抓取机构、切割机构、转向机构、送枝条装置、嫁接机构、缠胶带机构;所述送枝条装置用于放置加工好的枝条,所述切割机构、所述转向机构、所述送枝条装置、所述嫁接机构、所述缠胶带机构在所述嫁接平台上从所述输入机构的方向向所述输出机构的方向依次设置;所述抓取机构下方在嫁接平台上设有抓取滑动机构,所述抓取滑动机构与所述切割机构、所述转向机构、所述送枝条装置、所述嫁接机构、所述缠胶带机构相邻,所述抓取机构沿着所述抓取滑动机构滑动;
所述送枝条装置设置于垂直所述抓取滑动机构的方向,所述转向机构和所述所述送枝条装置设置于所述送枝条装置侧面。
进一步的,所述输入机构包括输入带和输入转轮,形成带传动结构,在输入带上设有垂直于所述输入带的输入挡板,在所述输入带的末端设有接料台,所述接料台为两个宽度大于输入挡板的弧形槽;
所述抓取机构包括设置在所述抓取滑动机构上的抓取基座,在所述抓取底座上设有抓取转轴,所述抓取转轴可沿所述抓取底座旋转,且所述抓取转轴分为两部分,每部分可以单独旋转,在每个抓取转轴上都设有抓取臂,在抓取臂前端设有两个二级抓取转轴,在两个二级抓取转轴上分别设有下抓板和上抓板,所述上抓板和所述下抓板为弧形结构,且两者弧形槽面相对,所述上抓板和所述下抓板在长度方向朝向所述输入机构的时候分别位于上侧和下侧,所述下抓板的长度大于所述上抓板的长度,在所述上抓板和所述下抓板的弧形槽面内都设有平行于宽度方向的抓取滚轮,所述抓取滚轮外部包裹有胶皮,内部的转轴都带有电机,且所有电机同步运行;
所述输出机构设置于所述抓取机构的抓取滑动机构的另一端,所述输出机构包括传送带和转轴,在传送带上设有垂直于传送带的输出挡板,所述输出挡板的间距大于所述输入挡板的间距。
进一步的,所述切割机构包括切割基座,所述切割基座固定在嫁接平台上,在切割基座朝向抓取机构的方向设有圆柱形的切割刀座,所述切割刀座内设有六个轴向阵列的刃滑槽,在每个所述刃滑槽内安装有一个切割刃,所述切割刃为可更换结构,根据需要切割的材质和切割尺寸选择适宜的刃体,每个切割刃可单独运动或统一运动;
所述刃滑槽的方向为放射性形状,朝向切割刀座的轴心;
或,所述刃滑槽的方向为沿径向保持一定倾角,且每一个刃滑槽的倾角相同。
进一步的,所述送枝条装置包括枝条输送带和设置于所述枝条输送带内的多个间隔设置的枝条输送转轮,在所述枝条输送带上,从输入端到输出端,分别设有限位机构和平铺机构;
所述限位机构包括带有限位升降滑轨的限位升降杆,在所述限位升降滑轨内安装有限位板,所述限位板可以沿着所述限位升降滑轨上下移动,在所述限位板底部的三面包括有一层胶垫,避免损伤枝条的叶片;
所述平铺机构包括带有平铺升降滑轨的平铺升降杆,在所述平铺升降滑轨内安装有平铺板,所述平铺板可以沿着所述平铺升降滑轨上下移动,在所述平铺板下方设有平铺刮毛,且所述平铺刮毛为弧形结构的硬质丝状物,朝向所述枝条输送带的输送方向。
进一步的,在所述平铺机构下方的所述枝条输送带内设有一个直径大于所述枝条输送转轮的凸起转轮,通过所述凸起转轮将所述枝条输送带抬高形成凸起部,同时在所述凸起部的前后两侧分别设置一根金属杆作为输送带限位杆,并在所述输送带限位杆的两端通过限位杆拉杆连接到所述凸起转轮的轴上,与轴滑动套接,让除了凸起部以外的其他部分的所述枝条输送带保持水平;所述凸起转轮为被动轮,不带有驱动机构。
进一步的,在所述枝条输送带的运动方向上还设有转向机构;
所述转向机构包括转向基座,在转向机座上设有可以转动的转向支撑轴,在所述转向支撑轴上设有转向前臂和转向后臂,所述转向前臂和所述转向后臂之间设有转轴,在转向后臂下方设有转向爪,所述转向爪为两个相向转动的夹抱结构,且夹抱结构接触后形成三角截面,以确保枝条被卡入而不夹紧;
所述枝条输送带的运动方向上还设有嫁接机构,所述嫁接机构包括嫁接基座,在嫁接基座上设有伸缩转动支撑轴,所述伸缩转动支撑轴可以实现上下运动和旋转运动,在所述伸缩转动支撑轴顶部设有横向的伸缩臂,在所述伸缩臂末端设有嫁接抓取部,所述嫁接抓取部底部为弧形的夹抱机构,且在弧形面内侧设有胶皮,以确保枝条被夹紧;
所述嫁接抓取部包括嫁接抓手、涂胶处,所述嫁接抓手用于抓紧枝条,所述涂胶处的弧形面设有开口,在涂胶处内部设有胶仓,内部存储有生物粘合剂,通过开口涂抹到枝条的根部。
进一步的,所述缠胶带机构包括胶带卷,所述胶带卷的径向外侧设有可夹紧和松开的第一夹紧器,在所述第一夹紧器工作面侧面设有截断器,在所述截断器工作面侧面一定距离外设有第二夹紧器,在第二夹紧器的外侧设有从下向上延伸并可伸缩和转动的胶带压紧器,在胶带压紧器的末端设有一个滚轮。
进一步的,还包括套袋机构,所述套袋机构包括套筒,在所述套筒的内部放置有多个重叠的套袋,所述套袋包括一侧设有开口的袋体和连接在袋体的开口的胶环,不同套袋的所述胶环的侧面接触重叠,在所述胶环的内部设有粘合层;所述套筒的一端设有可与所述套筒连接和拆卸的弹簧座,在所述弹簧座的内部设有一圈向内缩径的台阶,在台阶上设有抵紧到所述胶环上的弹簧;在所述套筒的另一端内侧设有缩径的台阶,用于固定所述胶环,在套筒的该台阶上方设有一个贯穿套筒的矩形孔,在矩形孔外的套筒外壁上固定有推动器支撑板,所述推动器支撑板在对应矩形孔的位置设有一个可沿着矩形孔内外运动的推动器,所述推动器包括固定在所述套筒外壁上的推力驱动器,连接在所述推力驱动器下方的推动杆,以及固定在所述推动杆端部的压胶转轮,所述压胶转轮朝向所述套筒的轴心。
进一步的,还包括所述套纸机构,所述套纸机构包括框体和纸卷,在所述框体上设有用于让砧木的半成品进入的开口以及让所述纸卷进入的缝隙,在所述框体内设有让所述纸卷的纸片缠绕的第一转轮、第二转轮、第三转轮、第四转轮,所述纸片从缝隙进入所述框体后,依次通过所述第四转轮、所述第三转轮、所述第二转轮、所述第一转轮,并最终在所述第一转轮上回收,并通过所述第三转轮、所述第二转轮、所述第一转轮形成V字形空间;在靠近所述第三转轮、所述第二转轮、所述第一转轮的位置均设有用于横向切割所述纸片的横切刃,在靠近所述第三转轮的位置设有用于纵向切割所述纸片的纵切刃。
一种油茶自动化砧木嫁接方法,采用前述的一种油茶自动化砧木嫁接系统,包括如下步骤:
S1、选择尺寸较为接近的砧木,清洁好并将端面整齐截断,将砧木放置于输入机构,通过输入机构输送,并在过程中通过端部定位机构让砧木的端部都保持一致位置,然后输送到接料台上,此时停止输入机构的运转;
S2、通过抓取机构将砧木抓取,调节到合适位置,对准切割机构,此时切割机构根据砧木的上切除所需的切口进行加工,切割后抓取机构将砧木送入对准送枝条装置处;
S3、送枝条装置上的枝条为平行并排输送,并通过转向机构将单个枝条转动90度摆放,然后再通过输送嫁接机构将枝条与砧木上被切割开的切口对接并卡入切口固定;
S4、将带有枝条的砧木送到缠胶带机构,通过抓取机构的抓取滚轮旋转砧木,并与缠胶带机构相配合,实现对砧木的缠胶带步骤,让枝条能稳当的固定在砧木的切口内;
S5、将带有胶带的砧木送到套袋机构上,实现套袋步骤,并确保套袋的胶环贴合在砧木上,让套袋实现固定,成为半成品;
S6、将半成品送入套纸机构,并将套纸机构内的纸片进行切割,使其成为两片可以粘附的纸片,由于半成品是向内运动的,在套袋接触到内侧带有胶的纸片后会让纸片粘附在套袋上,然后取出,实现让半成品变为成品的步骤;
S7、通过抓取机构翻转,将成品放入输出机构,在翻转过程中,可以让靠近套袋一侧的抓取转轴转动缓慢一些,以确保适应成品一头大一头小的结构,让成品能更稳定的放置到输出机构上被运走。
本发明的有益之处在于:
1、采用本发明所提供的全新设计的系统,能够实现对茶树嫁接的大部分功能由以往的人工操作转为机械操作,在模拟人工手动操作的基础上,更加利用机械本身的优势,设计了部分人工无法达到的操作效果,如缠胶带、套袋、套纸的过程,均为全新的操作步骤方案,其效果远超人工方式;
2、在本系统的实施中,整个过程能自动化实现,无需人工直接操作,加工过程也可以实现标准化,不会出现人工加工所带来的每次切割尺寸和位置不稳定的问题,减少失误导致的报废率;
3、本发明所设计的结构,能实现流水化操作,避免了现在所采用人工操作需要在工作台面上对方大量原料的情况,且操作过程中转运平稳,不会让半成品或成品出现因摔落而损坏的情况,提高了后期成活率;
4、本发明采用的需要使用耗材的机构,对于每一次耗材的用量能精确控制,避免出现浪费或不足的问题,确保满足嫁接成品后续生长的需要。
附图说明
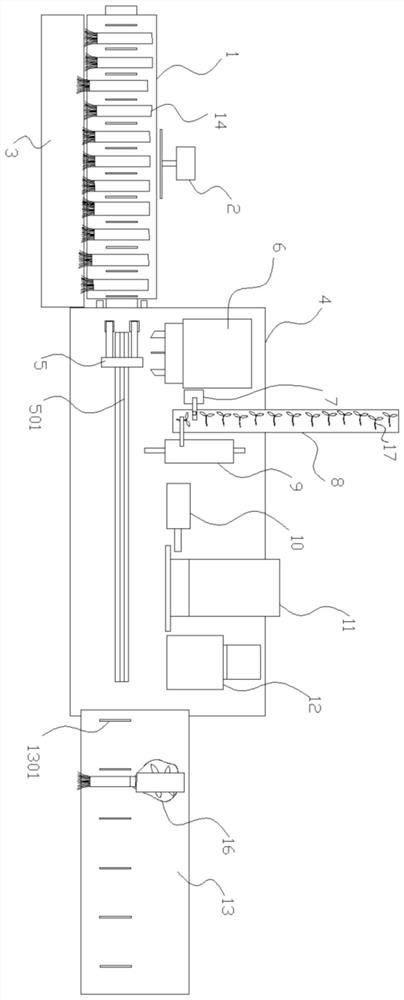
图1为本发明的结构示意图俯视图;
图2为输入机构和抓取机构的结构示意图立体图;
图3为抓取机构的细节图;
图4为抓取机构与输出机构的结构示意图;
图5为输出挡板的结构示意图;
图6为切割机构的结构示意图立体图;
图7为切割机构的结构示意图右视图;
图8为切割机构的一种实施例的结构示意图主视图;
图9为切割机构的另一种实施例的结构示意图主视图;
图10为送枝条装置的结构示意图立体图;
图11为嫁接机构结构示意图;
图12为嫁接抓手结构示意图;
图13为转向机构的结构示意图;
图14为平铺机构的结构示意图;
图15为限位机构的结构示意图;
图16为缠胶带机构的结构示意图;
图16-21为缠胶带机构的工作过程示意图;
图22为图16的A-A截面示意图;
图23为套袋机构的结构示意图剖视图;
图24为图23的B-B截面示意图;
图24-25为套袋机构的工作过程示意图;
图26为套袋示意图;
图27为套纸机构的结构示意图剖视图;
图28为套纸机构内部的后视图;
图29为纸片切割后的示意图。
图中:1输入机构、2端部定位机构、3接泥板、4嫁接平台、5抓取机构、6切割机构、7转向机构、8送枝条装置、9嫁接机构、10缠胶带机构、11套袋机构、12套纸机构、13输出机构、14砧木、15半成品、16成品、17枝条、101输入带、102输入转轮、103输入挡板、104接料台、501抓取滑动机构、502抓取基座、503抓取转轴、504抓取臂、505二级抓取转轴、506二级抓取臂、507下抓板、508上抓板、509抓取滚轮、601切割基座、602切割刀座、603切割刃、6021刃滑槽、701转向基座、702转向支撑轴、703转向前臂、704转向后臂、705转向抓、801枝条输送带、802限位机构、803平铺机构、804枝条输送转轮、805凸起转轮、806限位杆拉杆、807输送带限位杆、808凸起部、8021限位升降杆、8022限位升降滑轨、8023限位板、8031平铺升降杆、8032平铺升降滑轨、8033平铺板、8034平铺刮毛、901嫁接基座、902伸缩转动支撑轴、903伸缩臂、904嫁接抓取部、9041嫁接抓手、9042涂胶处、1001胶带卷、1002胶带条、1003第一夹紧器、1004截断器、1005第二夹紧器、1006胶带压紧器、10031第一夹紧支架、10032第一夹紧上板、10033第一夹紧下板、10041截断支架、10042高温截断片、1101套筒、1102弹簧座、1103弹簧、1104套袋、1105推动器支撑板、1106推动器、11041袋体、11042胶环、11061推动杆、11062推力驱动器、11063压胶转轮、1201纸卷、1202框体、1203纸片、1204第一转轮、1205第二转轮、1206第三转轮、1207第四转轮、1208横切刃、1209纵切刃、1210刮刀、1211回收板、12031纵切口、12032横切口、1301输出挡板。
具体实施方式
下面结合实施例对本发明进一步说明,需要说明的是,在本文中,诸如“上”、“下”等词语,仅仅用于方便对附图进行描述,并非限制实际使用中的方向,且不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素;本发明内所述的部分液力、电力、风力等驱动机构,未说明具体连接或运动方式的,都属于常规的现有技术方案。
如图1-29所示,一种油茶自动化砧木嫁接系统,包括依次设置的输入机构1、嫁接平台4、输出机构13,以及附带的控制系统;在所述输入机构1上放置砧木14;在所述输入机构1的一侧设有端部定位机构2,用于对砧木14进行端面定位,在另一侧设有接泥板3,用于接部分砧木14在运动或端面定位过程中可能掉落的泥沙,端部定位机构2的结构为气压杆加推板,通过伸长和缩短气压杆,让气压杆连接的推板向输入机构1推动,实现对砧木14端部的推平;所述嫁接平台4为长方形结构的台面,在台面上设有抓取机构5、切割机构6、转向机构7、送枝条装置8、嫁接机构9、缠胶带机构10;所述送枝条装置8用于放置加工好的枝条17,所述切割机构6、所述转向机构7、所述送枝条装置8、所述嫁接机构9、所述缠胶带机构10在所述嫁接平台4上从所述输入机构1的方向向所述输出机构13的方向依次设置;所述抓取机构5下方在嫁接平台4上设有长条形的抓取滑动机构501,所述抓取机构5沿着所述抓取滑动机构501直线滑动,所述抓取滑动机构501可以采用四杆传动、滑轨运动、钢丝牵引等任意一种能够实现精确直线运动的方式;所述抓取滑动机构501与所述切割机构6、所述转向机构7、所述送枝条装置8、所述嫁接机构9、所述缠胶带机构10相邻,让抓取机构5能将抓取的砧木14送到所述切割机构6、所述转向机构7、所述送枝条装置8、所述嫁接机构9、所述缠胶带机构10上,使其能够实现流水线加工;所述送枝条装置8设置于垂直所述抓取滑动机构501的方向,所述转向机构7和所述所述送枝条装置8设置于所述送枝条装置8侧面,如此设计能让加工的便捷度和占用空间都得到改善。
在另一种实施例的方案中,可以让抓取滑动机构501设置为腰孔型,并在所述抓取滑动机构501上设置多个通过滑轨和滑轮带动的抓取机构5,让多个抓取机构5能够流水作业,让所述切割机构6、所述转向机构7、所述送枝条装置8、所述嫁接机构9、所述缠胶带机构10加工间隔变短,不需要等待本周期内的其他部件加工完才能实现功效。
所述输入机构1包括输入带101和输入转轮102,形成带传动结构,在输入带101上设有垂直于所述输入带101的输入挡板103,输入挡板103为矩形板,在所述输入带101的末端设有接料台104,所述接料台104为两个宽度大于输入挡板103的弧形槽,接料台104的底部固定在嫁接平台4的侧面,使其不干涉输入挡板103的运动;在输入机构1的与;所述抓取机构5包括设置在所述抓取滑动机构501上的抓取基座502,在所述抓取底座502上设有抓取转轴503,所述抓取转轴503可沿所述抓取底座502旋转,且所述抓取转轴503分为两部分,每部分可以单独旋转,在每个抓取转轴503上都设有抓取臂504,在抓取臂504前端设有两个二级抓取转轴505,在两个二级抓取转轴505上分别设有下抓板507和上抓板508,所述上抓板508和所述下抓板507为弧形结构,且两者弧形槽面相对,所述上抓板508和所述下抓板507在长度方向朝向所述输入机构1的时候分别位于上侧和下侧,所述下抓板507的长度大于所述上抓板508的长度,在所述上抓板508和所述下抓板507的弧形槽面内都设有平行于宽度方向的抓取滚轮509,所述抓取滚轮509外部包裹有胶皮,内部的转轴都带有电机,且所有电机同步运行,即抓取滚轮509可以让被压在上抓板508和下抓板507之间的砧木14保持稳定,且在需要的时候可以通过驱动抓取滚轮509,让砧木14原地旋转,以模拟人手动加工的时候让砧木14旋转的过程;所述输出机构13设置于所述抓取机构5的抓取滑动机构501的另一端,所述输出机构13包括传送带和转轴,在传送带上设有垂直于传送带的输出挡板1301,所述输出挡板1301的间距大于所述输入挡板101的间距,且所述输出挡板1301在与连接到传送带边相邻的两边的长度为一侧大于另一侧,且长度较长的一侧位于靠近所述切割机构6、所述转向机构7、所述送枝条装置8、所述嫁接机构9、所述缠胶带机构10的一侧,确保加工好后的成品16能顺利的放好并更均匀的受力运走。
所述切割机构6包括切割基座601,所述切割基座601固定在嫁接平台4上,在切割基座601朝向抓取机构5的方向设有圆柱形的切割刀座602,所述切割刀座602内设有六个轴向阵列的刃滑槽6021,在每个所述刃滑槽6021内安装有一个切割刃603,所述切割刃603为可更换结构,根据需要切割的材质和切割尺寸选择适宜的刃体,每个切割刃603可单独运动或统一运动,且设置留个轴向阵列的原因是,根据砧木14的不同直径,一般砧木14上适合加工1-3个切口,而采用这种方式,可以适应不同的直径,加工1个、对称的2个、等间距阵列的3个切口均可,甚至在某些情况下还可以加工更多切口,避免人工加工的时候需要一个一个的划出切口,且容易伤到手;
在一种实施方式中,当需要纵向切割或者戳刺一个切口的时候,所述刃滑槽6021的方向为放射性形状,朝向切割刀座602的轴心;便于在切割的时候让切割刃603向内且放射状的切口,或者直接戳出一个切口,更方便切口的加工,但对后期枝条的粘附性要求较高;
在另一种实施方式中,所述刃滑槽6021的方向为沿径向保持一定倾角,且每一个刃滑槽6021的倾角相同,用于切割成具有一定倾斜角度的切口,这种切口能让放入的枝条受到一定的侧向压力,便于更好的固定,让枝条无需使用黏性物质辅助,但对于砧木14的木质要求较高。
所述送枝条装置8包括枝条输送带801和设置于所述枝条输送带801内的多个间隔设置的枝条输送转轮804,在所述枝条输送带801上,从输入端到输出端,分别设有限位机构802和平铺机构803;所述限位机构802包括带有限位升降滑轨8022的限位升降杆8021,在所述限位升降滑轨8022内安装有限位板8023,所述限位板8023可以沿着所述限位升降滑轨8022上下移动,在所述限位板8023底部的三面包括有一层胶垫,避免损伤枝条的叶片;所述平铺机构803包括带有平铺升降滑轨8032的平铺升降杆8031,在所述平铺升降滑轨8032内安装有平铺板8033,所述平铺板8033可以沿着所述平铺升降滑轨8032上下移动,在所述平铺板8033下方设有平铺刮毛8034,且所述平铺刮毛8034为弧形结构的硬质丝状物,如钢丝、猪鬃毛等,所述平铺刮毛8034朝向所述枝条输送带801的输送方向,在所述平铺机构803下方的所述枝条输送带801内设有一个直径大于所述枝条输送转轮804的凸起转轮805,通过所述凸起转轮805将所述枝条输送带801抬高形成凸起部808,同时在所述凸起部808的前后两侧分别设置一根金属杆作为输送带限位杆807,并在所述输送带限位杆807的两端通过限位杆拉杆806连接到所述凸起转轮805的轴上,与轴滑动套接,让除了凸起部808以外的其他部分的所述枝条输送带801保持水平;所述凸起转轮805为被动轮,不带有驱动机构;采用凸起转轮805所带来的凸起部808,能够让送来的枝条17被抬起然后被刮动,使其更容易形成一个一个间隔平行排列的结构,便于后期抓取,为了适应带叶子的枝条17结构,可以让带叶子的一侧的平铺刮毛8034稀疏一些,枝条本体附近的平铺刮毛8034浓密一些。
在所述枝条输送带801的运动方向上还设有转向机构7;所述转向机构7包括转向基座701,在转向机座701上设有可以转动的转向支撑轴702,在所述转向支撑轴702上设有转向前臂703和转向后臂704,所述转向前臂703和所述转向后臂704之间设有转轴,在转向后臂704下方设有转向爪705,所述转向爪705为两个相向转动的夹抱结构,且夹抱结构接触后形成三角截面,以确保枝条17被卡入而不夹紧;所述枝条输送带801的运动方向上还设有嫁接机构9,所述嫁接机构9包括嫁接基座901,在嫁接基座901上设有伸缩转动支撑轴902,所述伸缩转动支撑轴902可以实现上下运动和旋转运动,在所述伸缩转动支撑轴902顶部设有横向的伸缩臂903,在所述伸缩臂903末端设有嫁接抓取部904,所述嫁接抓取部底部为弧形的夹抱机构,且在弧形面内侧设有胶皮,以确保枝条17被夹紧;所述嫁接抓取部904包括嫁接抓手9041、涂胶处9042,所述嫁接抓手9041用于抓紧枝条17,所述涂胶处9042的弧形面设有开口,在涂胶处9042附近的区域设有胶仓(胶仓的位置也可以设置在所述伸缩臂903上方等位置),内部存储有生物粘合剂,通过开口涂抹到枝条17的根部;通过转向机构7,能把枝条17转向90度,便于嫁接机构9抓取后直接对应砧木14插入,而不需要再次调整角度。
所述缠胶带机构10包括胶带卷1001,所述胶带卷1001的径向外侧设有可夹紧和松开的第一夹紧器1003,在所述第一夹紧器1003工作面侧面设有截断器1004,在所述截断器1004工作面侧面一定距离外设有第二夹紧器1005,在第二夹紧器1005的外侧设有从下向上延伸并可伸缩和转动的胶带压紧器1006,在胶带压紧器1006的末端设有一个滚动轮,滚动轮表面带有胶皮,以免压坏影响砧木14。
采用前述装置,能够满足嫁接的基本需要,在适宜的种植大棚内可以实现培育,但很多地区还不具备较好的大棚环境,难以控制蒸发量和日照,对接枝成长不利。因此,本系统还可以包括套袋机构11和套纸机构12,以提高生存率和成长效果;所述套袋机构11包括套筒1101,在所述套筒1101的内部放置有多个重叠的套袋1104,所述套袋1104包括一侧设有开口的袋体11041和连接在袋体11041的开口的胶环11042,不同套袋1104的所述胶环11042的侧面接触重叠,在所述胶环11042的内部设有粘合层;所述套筒1101的一端设有可与所述套筒1101连接和拆卸的弹簧座1102,在所述弹簧座1102的内部设有一圈向内缩径的台阶,在台阶上设有抵紧到所述胶环11042上的弹簧1103;在所述套筒1101的另一端内侧设有缩径的台阶,用于固定所述胶环11042,在套筒1101的该台阶上方设有一个贯穿套筒1101的矩形孔,在矩形孔外的套筒1101外壁上固定有推动器支撑板1105,所述推动器支撑板1105在对应矩形孔的位置设有一个可沿着矩形孔内外运动的推动器1106,所述推动器包括固定在所述套筒1101外壁上的推力驱动器11062,连接在所述推力驱动器11062下方的推动杆11061,以及固定在所述推动杆11061端部的压胶转轮11063,所述压胶转轮11063朝向所述套筒1101的轴心。所述套纸机构12包括框体1202和纸卷1201,在所述框体1202上设有用于让砧木14的半成品15进入的开口以及让所述纸卷1201进入的缝隙,在所述框体内设有让所述纸卷1201的纸片1203缠绕的第一转轮1204、第二转轮1205、第三转轮1206、第四转轮1207,所述纸片1203从缝隙进入所述框体1202后,依次通过所述第四转轮1207、所述第三转轮1206、所述第二转轮1205、所述第一转轮1204,并最终在所述第一转轮1204上回收,并通过所述第三转轮1206、所述第二转轮1205、所述第一转轮1204形成V字形空间;在靠近所述第三转轮1206、所述第二转轮1205、所述第一转轮1204的位置均设有用于横向切割所述纸片1203的横切刃1208,在靠近所述第三转轮1206的位置设有用于纵向切割所述纸片1203的纵切刃1209。
在所述第二转轮1205侧面设置有刮刀1210,在所述第二转轮1205下方设置有回收板1211。
一种油茶自动化砧木嫁接方法,采用前述一种油茶自动化砧木嫁接系统,其特征在于,包括如下步骤:
S1、选择尺寸较为接近的砧木14,清洁好并将端面整齐截断,将砧木14放置于输入机构1,砧木14的端面方向统一,互相之间基本保持平行,通过输入机构1输送,并在过程中通过端部定位机构2让砧木14的端部都保持一致位置,然后输送到接料台104上,此时停止输入机构1的运转,等砧木14被取走后再继续运转;
S2、通过抓取机构5将砧木14抓取,由于抓取机构5的下抓板507比上抓板508大一些,因此较为容易让砧木14放入下抓板,再把上抓板508盖住砧木14并取出,调节到合适位置对准切割机构6,并移动抓取基座503使砧木14插入切割机构6的切割刃603之间,此时切割机构6根据砧木14的上切除所需的切口进行加工出切口,切割后切割刃复位,抓取机构5的抓取基座503将砧木14从切割刃603的工作区域中退出,再次移动抓取滑动机构501和抓取基座503,并将其对准送枝条装置8处;
S3、送枝条装置8上的枝条17为平行并排输送,首先将一部分枝条17大致铺设在枝条输送带801上,并通过限位机构802让枝条17能限量通过,不至于一次送入太多影响后续操作,然后通过平铺机构803让枝条17能基本都实现一个一个通过,通过的枝条17呈现平行单个的姿态,到达转向机构7的区域后,转向机构7将单个枝条17转动90度摆放,让枝条17的嫁接端朝向砧木14,然后再通过输送嫁接机构9将枝条17抓取,与砧木14上被切割开的切口对接并卡入切口固定;
在枝条17转动角度的时候,转向机构7的转向爪705会形成三角形的空腔来放置枝条17,此时枝条17不会被夹紧,转向爪705内部的枝条更容易被抬起和摆放,在某些情况下还可以摆放多个枝条;在枝条17抓取和嫁接的时候,嫁接机构9上带有识别器,如摄像头等,能识别单个枝条,并夹紧,嫁接抓手9041负责将枝条17夹紧,在需要的情况下,涂胶处9042负责将枝条17的嫁接处涂抹愈合剂,一是能辅助连接,二是能帮助切口和枝条恢复;
S4、如图16-21所示,将带有枝条17的砧木14送到缠胶带机构10,通过抓取机构5的抓取滚轮509旋转砧木14,并与缠胶带机构10相配合,实现对砧木14的缠胶带步骤,让枝条17能稳当的固定在砧木14的切口内,防止切口蒸发而干燥造成嫁接失败;
具体的是,在最初将胶带卷1001的胶带条1002取出一部分并通过第二夹紧器1005压住端头,当砧木14伸入后,让砧木的外周对准胶带条1002有胶的那一面,并向胶带条1002靠拢,此时第一夹紧器1003也压紧胶带条1002,待胶带条1002贴合到砧木14上后,让第二夹紧器1005上侧上升较大距离,留出让推动器1006伸入的空间,此时推动器1006进入并将胶带条1002伸出的部分压到砧木14上,然后通过抓取滚轮509带动砧木14转动,并操作截断器1004下移切断胶带条1002,让图16的砧木14右侧的那部分胶带条1002脱落,并在推动器1006和砧木14的协作下,让这段脱落的胶带条1002能够全部缠绕到砧木14上,把切口和枝条17完整的固定在一起,然后通过操作抓取基座502让砧木14脱离缠胶带机构10;
为了准备下一次砧木14的缠胶带作业,操作第二夹紧器1005下方设置的滑轨,让第二夹紧器1005能够移动到截断器1004的右侧,此时截断器1004上移到不干涉第二夹紧器1005的位置,然后第二夹紧器1005夹紧位于第一夹紧器1003左侧的那部分胶带条1002,此时松开第一夹紧器1003,并让第二夹紧器1005向左移动复位,等待下一个砧木14的缠胶带作业;
S5、将带有胶带的砧木14送到套袋机构11上,实现套袋步骤,并确保套袋1104的胶环11042贴合在砧木14上,让套袋1104实现固定,成为半成品15;
过程中,首先将套袋1104叠放,让每个套袋1104的袋体互相套在一起,且胶环11042相互重叠,但不互相粘附,然后一起放入套筒1101内并抵紧到端部的台阶上,而胶环11042的另一端通过弹簧1103压紧,当上一步骤S4的砧木缠胶带完成后,通过抓取机构5带动送入套袋1104内,将缠胶带区域的侧面对准胶环11042,此时推动杆11061在推力驱动器11062的带动下向内移动,驱使压胶转轮11063压住胶环11042的一部分向内运动并接触到砧木14缠胶带的部分,然后驱动抓取滚轮509转动,让砧木14带动胶环11042转动并通过同步反转的压胶转轮11063让胶环11042全部压到砧木14的侧面,让套袋1104彻底套到砧木14上形成半成品15,能减少枝条的蒸发,根据需要也可以在套袋1104上设置少量孔眼,以避免影响油茶呼吸;
S6、将半成品15送入套纸机构12,并将套纸机构12内的纸片1203进行切割,使其成为两片可以粘附的纸片,由于半成品15是向内运动的,在套袋1104接触到内侧带有胶的纸片后会让纸片粘附在套袋1104上,然后取出,实现让半成品15变为成品16的步骤;
过程中,首先套纸机构12的纸卷1201中扯出部分纸片1203并通过缝隙放入框体1202内,然后依次绕过多个转轮固定,并最终缠绕到第一转轮1204上,在这过程中,通过纵切刃1209在纸片1203上切出纵切口12031,然后将半成品15从套纸机构12的开口对准并放入,让半成品15的套袋1104接触到纸片并粘合,此时用三处横切刃1208分别切除四条横切口12032,此时,两片被切下来的纸片1203就贴合在套袋1104上,形成能一定程度上遮光的成品16;此时有一小段纸片还在第二转轮1205上,通过对第二转轮1205侧面设置的刮刀1210转动到第二转轮1205上刮掉,并掉落到下方的回收板1211上,在需要的时候对这部分刮除的纸片进行回收,以避免影响正常的作业;
S7、通过抓取机构5翻转,将成品16放入输出机构13,在翻转过程中,可以让靠近套袋1104一侧的抓取转轴503转动缓慢一些,形成如图4的状态,以确保适应成品16一头大一头小的结构,让成品16能更稳定的放置到输出机构13上被运走,此时由于上抓板508位于下侧的位置,且上抓板508尺寸较小,更容易在旋转的时候让内部的成品16脱离落到位置适宜的输出机构13上的输出挡板1301上,然后转动让抓取机构5离开以避免阻挡输出挡板1301运动;完成一个周期的作业。
以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的改进。
- 一种油茶自动化砧木嫁接系统及方法
- 一种油茶自动化生产系统