一种大尺寸模压电容器的电镀装置及电镀方法
文献发布时间:2023-06-19 19:33:46
技术领域
本发明属于模压电容器的制备领域,具体涉及一种大尺寸模压电容器的电镀装置及电镀方法。
背景技术
大尺寸模压电容器电镀时,采用滚镀的方式,滚镀后容易出现的模压塑封外壳划伤,破损,引脚划伤及扭曲变形,镀层不均等不良现象,难以在保证质量的情况下满足生产需求;传统滚镀方式对其批量生产有较大的制约,不合格率高且生产缓慢,有待进一步改进。
发明内容
本发明的目的是克服现有技术的缺点,提供一种大尺寸模压电容器的电镀装置,另一目的是提供基于该电镀装置对模压电容器进行电镀的方法
本发明采用如下技术方案:
一种大尺寸模压电容器的电镀装置,包括镀桶、多个分隔仓和电镀保护治具,
多个分隔仓、间隔设置在镀桶中,用于放置电镀保护治具;
镀桶,包括形成在其内部的镀仓和间隔设置在镀仓中的多个分隔板,相邻两分隔板之间形成所述分隔仓,所述镀桶的外侧面、顶面、底面及分隔板上均设置有过液孔;
电镀保护治具,用于安装模压电容器,包括支撑座、保护座和定位盘,支撑座包括支撑座体和设置在支撑座体上向上延伸的安装轴;保护座可拆卸设置在支撑座体上,包括保护座体、设置在保护座体上供安装轴穿过的让位孔和设置在保护座体上用于安装模压电容器的安装槽;定位盘,设置支撑座上,以限定保护座的位置,包括定位盘体和设置在支撑座与定位盘体之间的固定件。
进一步的,所述保护座还包括设置在保护座体上对安装槽中的模压电容器进行固定的限位件,所述限位件包括一端与保护座体连接另一端延伸至安装槽顶部的限位杆和将限位杆固定在保护座体上的限位螺栓。
进一步的,所述保护座体包括方形主体段和环绕方形主体段设置的四个安装部,所述让位孔设置在主体段上,所述安装槽从安装部表面向内延伸设置。
进一步的,所述主体段形成有从其顶面向下延伸与让位孔连通的减重槽。
进一步的,所述保护座还包括设置在保护座体上对安装槽中的模压电容器进行固定的限位件,所述限位件包括一端与保护座体连接另一端延伸至安装槽顶部的限位杆和将限位杆固定在保护座体上的限位螺栓。
进一步的,所述固定件包括设置在安装轴端部的螺纹段、设置在定位盘体上供螺纹段穿过的穿孔和与螺纹段配合将定位盘固定在安装轴上的固定螺母。
进一步的,所述支撑座体上设置有圆周分布的多个第一交换孔,所述定位盘上设置有与多个第一交换孔一一相对的多个第二交换孔。
进一步的,所述支撑座体和定位盘体上均设置有多个减重孔。
进一步的,多个所述减重孔环绕多个第一交换孔或第二交换孔设置。
一种大尺寸模压电容器的电镀方法,包括以下步骤:
步骤一,将模压电容器逐个安装至相对的安装槽中,然后将电镀保护治具放置在分隔仓中,使电镀保护治具呈竖直状态置于分隔仓,即安装轴的轴线与镀桶的长度方向同向设置;
步骤二,将放置有电镀保护治具的镀桶横向置于镀液池中,并使镀液池中的电镀液没过镀桶横向放置高度的三分之二处;
步骤三,驱动镀桶转动,使分隔仓中的电镀保护治具自转,以完成对模压电容器表面的电镀。
由上述对本发明的描述可知,与现有技术相比,本发明的有益效果是:
本申请通过设置电镀保护治具对模压电容器进行安装及限位保护,使其在电镀过程中不会相互碰撞以及与桶壁或者分隔板勾连造成模压电容器引脚框架变形的一系列不良现象;同时,可实现大尺寸模压电容器批量电镀生产,在确保产品质量的前提下提高生产效率,节约生产成本,操作简单方便,并适用于大批量产品生产。
附图说明
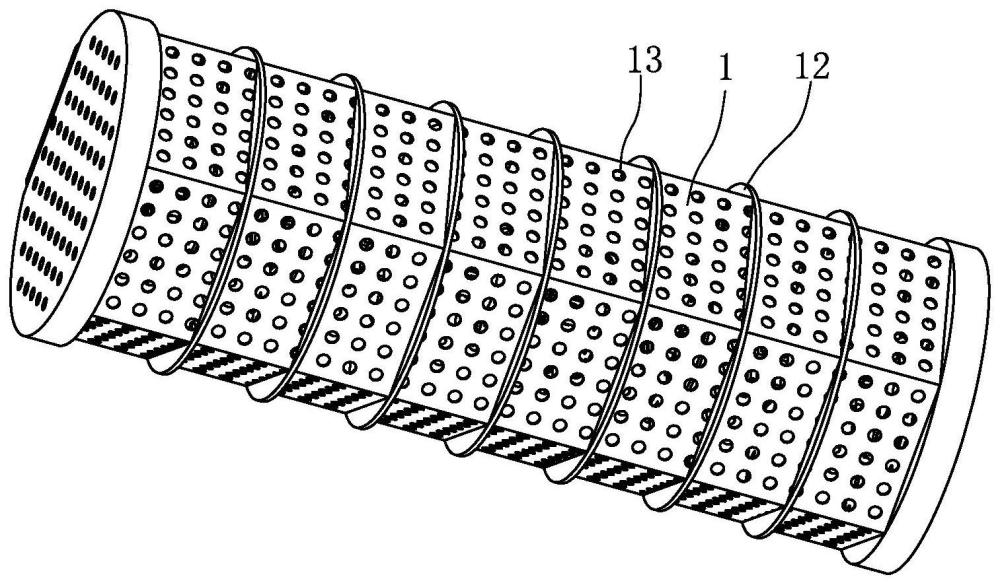
图1为电镀装置的结构示意图;
图2为电镀装置在电镀状态的结构剖视图;
图3为电镀保护治具的结构示意图一;
图4为电镀保护治具的结构示意图二;
图5为保护座的结构示意图一;
图6为保护座的结构示意图二;
图中,1-镀桶、2-分隔仓、3-电镀保护治具、4-减重孔、5-模压电容器、11-镀仓、12-隔板、13-过液孔、31-支撑座、32-保护座、33-定位盘、311-支撑座体、312-安装轴、313-第一交换孔、321-保护座体、3211-方形主体段、3212-上安装部、3213-下安装部、322-让位孔、323-安装槽、324-限位件、3241-限位杆、3242-限位螺栓、325-减重槽、331-定位盘体、332-固定件、3321-螺纹段、3322-穿孔、3323-固定螺母、333-第二交换孔。
具体实施方式
以下通过具体实施方式对本发明作进一步的描述。
参照图1至图6所示,一种大尺寸模压电容器的电镀装置,包括镀桶1、多个分隔仓2和电镀保护治具3;具体的,模压电容器的尺寸介于20mm*20mm-50mm*50mm。
多个分隔仓2,间隔设置在镀桶1中,用于放置电镀保护治具3。
镀桶1,包括形成在其内部的镀仓11和间隔设置在镀仓11中的多个分隔板12,相邻两分隔板12之间形成该分隔仓2;具体的,镀桶1的外侧面、顶面、底面及分隔板上均设置有过液孔13,以便于电镀液及气体的交换;进一步的,镀桶1上配有转动轴,导电装置,但不属于本申请保护的重点,这边对其结构不作进一步的赘述。
电镀保护治具3,用于安装模压电容器5,包括支撑座31、保护座32和定位盘33,保护座32设置在支撑座31与定位盘33之间,模压电容器5安装在保护座32中;具体的,电镀保护治具3整体由耐腐蚀塑料加工而成,使得其在电镀液中不会具有太大的重量而无法自转及滚动;进一步的,电镀保护治具3的高度略大于两分隔板12之间的距离。
支撑座31,包括支撑座体311和设置在支撑座体311上向上延伸用于安装保护座2的安装轴312,具体的,支撑座体311上设置有圆周分布的多个第一交换孔313和减重孔4,多个减重孔4环绕第一交换孔313设置,通过设置第一交换孔313和减重孔4,以便于电镀液的流动剂减轻支撑座的整体配重。
保护座32,可拆卸设置在支撑座31上,包括保护座体321、设置在保护座体321上供安装轴312穿过的让位孔322、设置在保护座体321上用于安装模压电容器5的安装槽323和设置在保护座体321上对安装槽323中的模压电容器5进行固定的限位件324;模压电容器5进行电镀时,将模压电容器5置于相对的安装槽323中,再经限位件324对安装槽323中的模压电容器5进行限位,防止其脱离安装槽323,保证电镀作业的顺利进行。
保护座体321,包括方形主体段3211和环绕方形主体段3211设置的四个安装部,该让位孔322设置在主体段3211上,安装槽323从安装部表面向内延伸设置;具体的,方形主体段3211形成有从其顶面向下延伸与让位孔322连通的减重槽325,以减轻保护座32的整体配重;进一步的,安装部包括上下相对设置在方形主体段3211侧面的上安装部3212与下安装部3213,上安装部3212与下安装部3213之间的距离大于模压电容器5的长度,以防止模压电容器5从侧向脱离安装部。
限位件324,包括一端与上安装部3212连接另一端向下延伸至安装槽323顶部的限位杆3241和将限位杆3241固定在上安装部3212上的限位螺栓3242,模压电容器5完成后,将限位杆3241放置在安装部外侧面使其与模压电容器5顶面相抵,再经限位螺栓3242对限位杆3241进行固定,以防止模压电容器5沿安装方向脱离安装部,保证电镀作业的顺利进行。
定位盘33,设置在安装轴312上,以限定保护座32的位置,包括定位盘体331和设置在支撑座31与定位盘体331之间的固定件332,具体的,定位盘体331上设置有与多个第一交换孔313一一相对的第二交换孔333和环绕第二交换孔333设置的多个减重孔4。
固定件332,包括设置在安装轴312端部的螺纹段3321、设置在定位盘体331上供螺纹段3321穿过的穿孔3322和与螺纹段3321配合将定位盘33固定在安装轴312上的固定螺母3323,通过固定螺母3323与螺纹段3321的配合以将电镀保护治具3固定在支撑座31与定位盘33之间。
基于该电镀装置对大尺寸模压电容器的电镀方法,包括以下步骤:
步骤一,将模压电容器5逐个安装至相对的安装槽323中,然后将电镀保护治具3放置在分隔仓2中,使电镀保护治具3呈竖直状态置于分隔仓2,即安装轴312的轴线与镀桶1的长度方向同向设置;
步骤二,将放置有电镀保护治具3的镀桶1横向置于镀液池中,并使镀液池中的电镀液没过镀桶1横向放置高度的三分之二处;
步骤三,驱动镀桶1转动,使分隔仓2中的电镀保护治具3自转,以完成对模压电容器5表面的电镀。
本申请通过设置电镀保护治具3对模压电容器5进行安装及限位保护,使其在电镀过程中不会相互碰撞以及与桶壁或者分隔板12勾连造成模压电容器引脚框架变形的一系列不良现象;同时,可实现大尺寸模压电容器批量电镀生产,在确保产品质量的前提下提高生产效率,节约生产成本,操作简单方便,并适用于大批量产品生产。
以上所述,仅为本发明的较佳实施例而已,故不能以此限定本发明实施的范围,即依本发明申请专利范围及说明书内容所作的等效变化与修饰,皆应仍属本发明专利涵盖的范围内。
- 一种全方位镀层的电镀装置及其电镀方法
- 一种防止电镀液侵入多层陶瓷电容器端电极的方法
- 一种适用于环形电镀槽的电镀装置
- 一种锌镍、镍钨电镀液及其制备方法和电镀方法
- 能够电镀大尺寸化经光致抗蚀剂限定的特征的铜电镀浴和电镀方法
- 能够电镀大尺寸化经光致抗蚀剂限定的特征的铜电镀浴和电镀方法