组装测试设备
文献发布时间:2024-01-17 01:14:25
技术领域
本发明涉及自动化组装技术领域,特别涉及一种组装测试设备。
背景技术
输液接头在生产过程中,需要依次经过组装、熔接以及密封性测试。现有技术中,为了实现输液接头的自动化生产,通常采用自动化组装设备进行生产,自动化组装设备包括转盘机构,转盘机构包括转盘和设置在转盘上的载具,转盘外缘依次设有组装工位、熔接工位以及密封性测试工位。采用上述结构,由于输液接头的组装相较于熔接以及密封测试用时较短,导致转盘机构的转动间隔由用时最长的工位决定,从而降低组装设备的生产效率。
因此,有必要对现有技术予以改良以克服现有技术中的所述缺陷。
发明内容
本发明的目的在于提供一种组装测试设备,能够提高组装测试设备的生产效率。
本发明的目的是通过以下技术方案实现:一种组装测试设备,包括:
组装装置,包括第一转盘机构和设置在所述第一转盘机构外缘的组装机构,所述第一转盘机构上设有容置输液接头的第一载具;
熔接装置,包括第二转盘机构和设置在所述第二转盘机构外缘的熔接机构,所述第二转盘机构上设有容置输液接头的第二载具;
测试装置,包括第三转盘机构和设置在所述第三转盘机构外缘的测试机构,所述第三转盘机构上设有容置输液接头的第三载具;
其中,所述第一转盘机构和所述第二转盘机构之间承接有转运输液接头的第一转运装置,所述第二转盘机构和所述第三转盘机构之间承接有转运输液接头的第二转运装置。
进一步地,所述组装装置包括:
第一储料机构,用于储存输液接头的本体部;
第二储料机构,用于储存输液接头的帽部;
第一搬运机构,用于将本体部自所述第一储料机构搬运至所述第一转盘机构上料工位处的所述第一载具上;
第二搬运机构,用于将帽部自所述第二储料机构搬运至所述第一转盘机构组装工位处的所述第一载具上;
第三搬运机构,位于所述第一转盘机构的下料工位处,以将组装后的输液接头移送至所述第一转运装置。
进一步地,所述第一转盘机构包括:
第一转盘,呈环状,所述第一载具数量有多个,且沿着所述第一转盘的周向间隔固定在所述第一转盘上;
固定台,设置在所述第一转盘的内沿,且处于固定状态;
其中,所述组装装置包括固定在固定台上的夹持机构,所述夹持机构位于所述第一转盘机构的组装工位处,且适于对组装工位处的本体部进行夹持。
进一步地,所述组装装置包括设置在所述第一转盘机构的上料工位和组装工位之间的第一除尘机构,所述第一除尘机构包括第一除静电组件和第一吸尘组件。
进一步地,所述组装装置包括位于所述第二储料机构的输送末端的第二除尘机构,所述第二除尘机构包括:
除尘搬运组件,包括取放帽部的搬运吸头和与所述搬运吸头传动连接的驱动组件;
第二吸尘组件,用于接收帽部并进行吸尘;
第二除静电组件,用于接收帽部并进行除静电;
暂存台,所述第二搬运机构承接在所述暂存台和所述第一转盘机构的组装工位之间;
其中,所述搬运吸头数量有多个,所述驱动组件适于驱动过个所述搬运吸头往复移动,并将所述第二储料机构输送末端的帽部依次搬运至所述第二吸尘组件、所述第二除静电组件和暂存台。
进一步地,熔接机构设置在所述第二转盘机构的熔接工位处,所述第二载具为夹持结构,所述熔接机构包括熔接头和设置在所述熔接头正下方的顶升组件,所述顶升组件包括容置输液接头的底座和将所述底座顶升向所述熔接头的顶升气缸,在熔接工位,所述第二载具适于将输液接头取离所述底座或将产品放至所述底座。
进一步地,所述第二转盘机构包括第二转盘,所述第二载具数量有多个,且沿着所述第二转盘的周向间隔固定在所述第二转盘上,处于所述第二转盘上料工位处的所述第二载具位于所述第一转运装置下料端的正上方,且适于夹取所述第一转运装置上的输液接头。
进一步地,所述测试机构包括:
测试上模;
测试下模,与所述测试上模相对设置,所述测试上模和所述测试下模之间形成测试空间,所述第三转盘机构适于带动所述第三载具移入或移出所述测试空间;
其中,所述第三载具上设有多个与输液接头适配的第二收容槽,当所述第三载具位于所述测试空间时,输液接头的第一管体朝向所述测试上模,输液接头的第二管体朝向所述测试下模,所述测试上模包括多个与第一管体一一对应的上模测试头,所述测试下模包括多个与第二管体一一对应的下模测试头。
进一步地,所述第三转盘机构的上料工位处设有第四搬运机构,所述第四搬运机构用于将输液接头自所述第二转运装置的下料端搬运至所述第三转盘机构上料工位处的所述第三载具上。
进一步地,所述第三载具的承载数量大于所述第二载具的承载数量,所述第二载具的承载数量大于所述第一载具的承载数量。
与现有技术相比,本发明具有如下有益效果:本发明通过设置相互独立的第一转盘机构、第二转盘机构以及第三转盘机构,第一转盘机构能够带动第一载具流经组装机构,以进行输液接头的组装,第二转盘机构能够带动第二载具流经熔接机构,以进行输液接头的熔接,第三转盘机构能够带动第三载具流经测试机构,以进行输液接头的密封性测试,组装、熔接及测试互不影响,从而有效提高输液接头的生产效率;此外,第一转盘机构和第二转盘机构之间承接有第一转运装置,第二转盘机构和第三转盘机构之间承接有第二转运装置,从而能够实现输液接头在第一转盘机构、第二转盘机构以及第三转盘机构间的转运,确保自动化生产。
附图说明
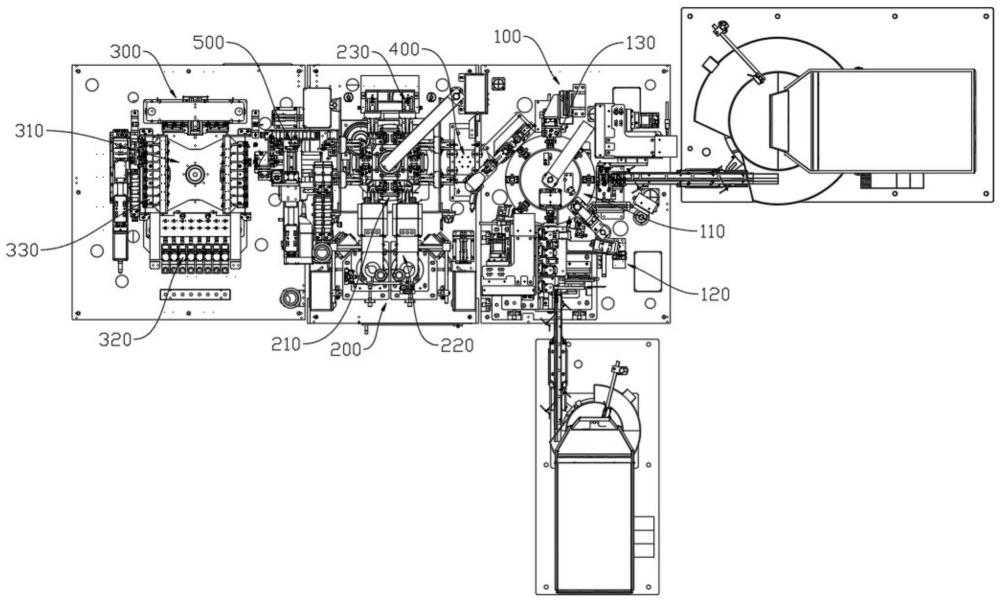
图1是本发明组装测试设备的俯视示意图。
图2是本发明中输液接头的结构示意图。
图3是本发明中组装装置的结构示意图。
图4是本发明中第一转盘机构的结构示意图。
图5是本发明中第二除尘机构的结构示意图。
图6是图5在A处的局部放大图。
图7是本发明中第一转运装置和熔接装置的结构示意图。
图8是本发明中熔接机构的结构示意图。
图9是本发明中顶升组件的结构示意图。
图10是本发明中第二转运装置和测试装置的结构示意图。
图11是图10在另一方向上的结构示意图。
图12是本发明中第三载具的结构示意图。
附图标记说明:
100、组装装置;110、第一转盘机构;111、第一转盘;112、固定台;120、组装机构;130、第一载具;131、第一收容槽;140、夹持机构;141、安装架;1411、避让通道;1412、组装口;142、第一夹持件;143、第二夹持件;144、夹持气缸;151、第一储料机构;1511、储料仓;1512、振动盘;152、第二储料机构;161、第一搬运机构;162、第二搬运机构;163、第三搬运机构;170、第一除尘机构;180、第二除尘机构;181、除尘搬运组件;1811、搬运吸头;1812、驱动组件;182、第二吸尘组件;1821、第一载台;183、第二除静电组件;1831、第二载台;184、定位机构;1841、定位夹爪;1842、定位气缸;190、上料机构;191、上料吸头;192、第一旋转气缸;200、熔接装置;210、第二转盘机构;211、第二转盘;220、熔接机构;221、熔接头;222、顶升组件;2221、底座;2222、顶升气缸;230、第二载具;231、取放夹爪;240、第一废料盒;300、测试装置;310、第三转盘机构;311、第三转盘;320、测试机构;321、测试上模;3211、上模测试头;322、测试下模;3221、下模测试头;330、第三载具;331、第二收容槽;332、避让孔;340、第四搬运机构;350、第二废料盒;400、第一转运装置;410、转运台;411、第一转运载具;420、第二旋转气缸;500、第二转运装置;510、第二转运载具;520、线性模组;600、输液接头;610、本体部;611、第一管体;612、第二管体;620、帽部。
具体实施方式
为使本申请的上述目的、特征和优点能够更为明显易懂,下面结合附图,对本申请的具体实施方式做详细的说明。可以理解的是,此处所描述的具体实施例仅用于解释本申请,而非对本申请的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本申请相关的部分而非全部结构。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本申请保护的范围。
本申请中的术语“包括”和“具有”以及它们任何变形,意图在于覆盖不排他的包含。例如包含了一系列步骤或单元的过程、方法、系统、产品或设备没有限定于已列出的步骤或单元,而是可选地还包括没有列出的步骤或单元,或可选地还包括对于这些过程、方法、产品或设备固有的其它步骤或单元。
在本文中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本申请的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其它实施例相结合。
请参阅图1所示,对应于本发明一种较佳实施例的组装测试设备,包括:组装装置100,包括第一转盘机构110和设置在第一转盘机构110外缘的组装机构120,第一转盘机构110上设有容置输液接头600的第一载具130;熔接装置200,包括第二转盘机构210和设置在第二转盘机构210外缘的熔接机构220,第二转盘机构210上设有容置输液接头600的第二载具230;测试装置300,包括第三转盘机构310和设置在第三转盘机构310外缘的测试机构320,第三转盘机构310上设有容置输液接头600的第三载具330;其中,第一转盘机构110和第二转盘机构210之间承接有转运输液接头600的第一转运装置400,第二转盘机构210和第三转盘机构310之间承接有转运输液接头600的第二转运装置500。
本发明通过设置相互独立的第一转盘机构110、第二转盘机构210以及第三转盘机构310,第一转盘机构110能够带动第一载具130流经组装机构120,以进行输液接头600的组装,第二转盘机构210能够带动第二载具230流经熔接机构220,以进行输液接头600的熔接,第三转盘机构310能够带动第三载具330流经测试机构320,以进行输液接头600的密封性测试,组装、熔接及测试互不影响,从而有效提高输液接头600的生产效率;此外,第一转盘机构110和第二转盘机构210之间承接有第一转运装置400,第二转盘机构210和第三转盘机构310之间承接有第二转运装置500,从而能够实现输液接头600在第一转盘机构110、第二转盘机构210以及第三转盘机构310间的转运,确保自动化生产。
进一步地,参照图2至图4所示,输液接头600包括本体部610和帽部620,组装装置100用于将帽部620组装在本体部610上。第一转盘机构110包括第一转盘111和驱动第一转盘111转动的驱动结构(图未示),第一载具130数量有多个,且沿着第一转盘111的周向间隔固定在第一转盘111上。第一载具130的上端面向内凹陷有第一收容槽131,第一收容槽131与本体部610相适配。
优选地,为了提高组装的可靠性,第一转盘111的组装工位处设有夹持机构140,夹持机构140适于对组装工位处的本体部610进行夹持固定,避免本体部610组装过程中位置偏移。
具体地,第一转盘111呈环状,第一转盘机构110包括设置在第一转盘111内沿、且处于固定状态的固定台112,夹持机构140固定在固定台112上。通过在第一转盘111的内沿设置用于安装夹持机构140的固定台112,无需在第一载具130上设置夹持机构140,从而简化第一载具130的结构,有效降低成本,且夹持机构140不会占用第一转盘111的外缘空间,第一转盘机构110更为紧凑。
夹持机构140包括安装架141、第一夹持件142、第二夹持件143和夹持气缸144。安装架141位于第一转盘111上方,在第一转盘111的旋转方向上,安装架141具有避让第一载具130和本体部610的避让通道1411。第一夹持件142和第二夹持件143设置在安装架141上,第一夹持件142和第二夹持件143相对设置,第一夹持件142和第二夹持件143之间形成用于夹持本体部610的夹持空间。第一夹持件142和/或第二夹持件143与安装架141活动连接,夹持气缸144可驱动第一夹持件142和第二夹持件143相互靠近或远离,以夹持或松开本体部610。
优选地,安装架141的顶部开设有与本体部610相对应的组装口1412,以便组装装置100自组装口1412将帽部620组装在本体部610上。
进一步地,组装装置100包括第一储料机构151、第二储料机构152、第一搬运机构161、第二搬运机构162和第三搬运机构163。第一储料机构151和第一搬运机构161位于第一转盘111的上料工位,第一储料机构151用于存储本体部610,第一搬运机构161用于将本体部610自第一储料机构151搬运至上料工位处的第一载具130上。第二储料机构152位于第一转盘111的组装工位处,第二储料机构152用于存储帽部620,第二搬运机构162用于将帽部620自第二储料机构152搬运至组装工位处的第一载具130上,以实现本体部610和帽部620的组装,第三搬运机构163位于第一转盘111的下料工位处,以将组装后的输液接头600移送至第一转运装置400。
进一步地,第一储料机构151包括存储本体部610的储料仓1511和与储料仓1511相接的振动盘1512,第一搬运机构161与振动盘1512的输送末端相对应,以用于将输送末端的本体部610移送至第一载具130上。第一搬运机构161可采用机械手或者多轴直线模组实现本体部610的移送,本发明在此不再赘述。
第二储料机构152的结构与第一储料机构151的结构类似,第二搬运机构162承接在第二储料机构152和组装工位之间,第二搬运机构162可采用机械手或者多轴直线模组实现帽部620的移送和组装,本发明在此不再赘述。
进一步地,由于输液接头600为医用产品,为了确保本体部610的清洁,组装装置100包括设置在上料工位和组装工位之间的第一除尘机构170,第一载具130上的本体部610可经第一除尘机构170除尘后流入组装工位。第一除尘机构170包括第一除静电组件(图未示)和第一吸尘组件(图未示),第一除静电组件可将带有正负离子的气流吹向产品,以对产品进行除静电,第一吸尘组件适于对本体部610表面附着的灰尘进行抽吸。
进一步地,为了确保帽部620的清洁,组装装置100包括第二除尘机构180,第二除尘机构180位于第二储料机构152的输送末端。参照图5所示,第二除尘机构180包括除尘搬运组件181、第二吸尘组件182、第二除静电组件183和暂存台(图未示)。除尘搬运组件181包括取放帽部620的搬运吸头1811和与搬运吸头1811传动连接的驱动组件1812,搬运吸头1811数量有多个,驱动组件1812可驱动多个搬运吸头1811往复移动,并将本体部610依次搬运至第二吸尘组件182、第二除静电组件183和暂存台,第二搬运机构162可将暂存台上的帽部620移送并组装在本体部610上。
优选地,暂存台和第二除静电组件183之间设有定位机构184,第二吸尘组件182、第二除静电组件183、定位机构184以及暂存台沿着除尘搬运组件181的移动方向等间距排布。搬运吸头1811位于第二储料机构152的输送末端、第二吸尘组件182、第二除静电组件183和定位机构184上方,搬运吸头1811数量有多个,且与第二储料机构152的输送末端、第二吸尘组件182、第二除静电组件183、定位机构184一一对应。
驱动组件1812包括传送带(图未示)和驱动传送带运动的驱动结构(图未示),多个搬运吸头1811等间隔固定在传送结构上,驱动结构可带动搬运吸头1811每次移动预设距离。驱动结构可以为步进电机,从而确保搬运吸头1811可靠地移动预设距离。预设距离为第二吸尘组件182和第二除静电组件183之间的间距。通过采用上述结构的除尘搬运组件181,相较于线体输送结构,无需设置额外的治具和将治具进行回流,降低成本,操作方便,有效提高搬运效率。
搬运吸头1811朝向第二吸尘组件182和/或第二除静电组件183的一端向内凹设有与帽部620外轮廓适配的定位孔(图未示),帽部620容置于定位孔中。第二吸尘组件182包括承载帽部620的第一载台1821,第二除静电组件183包括承载帽部620的第二载台1831,第一载台1821和/或第二载台1831与定位孔相对设置。
参照图6所示,定位机构184包括定位夹爪1841和驱动定位夹爪1841打开或收拢的定位气缸1842,帽部620可置于定位夹爪1841中,并通过收拢动作而进行定位。
优选地,为了确保搬运吸头1811可靠接收帽部620,第二储料机构152的输送末端设有上料机构190,上料机构190用于搬运和定位帽部620,并将其移至搬运吸头1811正下方。上料机构190包括用于吸附帽部620的上料吸头191和与上料吸头191传动连接的第一旋转气缸192,第一旋转气缸192可带动上料吸头191旋转至输送末端,以吸附帽部620,或者带动上料吸头191旋转至除尘搬运组件181的上料端,以使搬运吸头1811吸取帽部620。
工作时,多个搬运吸头1811分别与上料机构190、第二吸尘组件182、第二除静电组件183、定位机构184一一对应,与上料机构190相对应的搬运吸头1811接收帽部620,驱动组件1812带动搬运吸头1811移动预设距离,并将帽部620放至第二吸尘组件182;接着驱动组件1812带动搬运吸头1811复位,并继续吸取上料机构190处的帽部620;重复上述动作,帽部620可连续地依次到达第二吸尘组件182、第二除静电组件183、定位机构184和暂存台,第二搬运机构162可将暂存台上的帽部620移送至处于组装工位处的第一载具130,实现本体部610和帽部620的组装,接着第一转盘111将组装后的输液接头600转至下料工位,第三搬运机构163将输液接头600搬运至第一转运装置400,第一转运装置400将输液接头600转运向第二转盘机构210。
进一步地,参照图7至图9所示,第二转盘机构210包括第二转盘211和驱动第二转盘211转动的驱动结构,第二载具230数量有多个,且沿着第二转盘211的周向间隔固定在第二转盘211上,处于第二转盘211上料工位处的第二载具230用于接收第一转运装置400上的输液接头600。第一转运装置400包括转运台410和与转运台410传动连接的第二旋转气缸420,转运台410上设有容置输液接头600的第一转运载具411。第一转运载具411中心对称地设置在转运台410上,第二旋转气缸420可带动转运台410旋转,以使第一转运载具411移向第二转盘211或者移向第一转盘111。
优选地,为了简化结构,在本实施例中,处于上料工位处的第二载具230位于第一转运装置400下料端的正上方,第二载具230为夹持结构,其采用夹持方式直接对第一转运装置400上的输液接头600进行夹持。每个第二载具230包括至少一个取放夹爪231,优选为两个或者多个,第一转运载具411与取放夹爪231一一对应,从而提高转运效率。
熔接机构220设置在第二转盘机构210的熔接工位处,熔接机构220包括熔接头221和设置在熔接头221正下方的顶升组件222,顶升组件222包括容置输液接头600的底座2221和将底座2221顶升向熔接头221的顶升气缸2222。在熔接工位,第二载具230适于将输液接头600取离底座2221或将产品放至底座2221。熔接头221、底座2221与取放夹爪231一一对应,使得每次可对多个输液接头600进行熔接作业,有效提高熔接效率,且在熔接过程中,熔接机构220不会将压力施加于第二转盘211上,有效避免第二转盘211受压损伤。第二转盘211还包括下料工位和废料工位,第二载具230数量为四个,且分别与第二转盘211的上料工位、熔接工位、下料工位及废料工位相对应。
第二转运装置500包括容置输液接头600的第二转运载具510和带动第二转运载具510在第二转盘211的下料工位和第三转盘机构310的上料工位处往返的线性模组520。第二转运载具510与取放夹爪231一一对应,下料工位处的第二载具230位于第二转运装置500上料端的正上方,第二载具230可将熔接合格的输液接头600放入第二转运载具510。
优选地,熔接装置200包括设置在废料工位处的第一废料盒240,第二载具230位于第一废料盒240上方,处于废料工位处的第二载具230可将熔接不合格的输液接头600投入第一废料盒240。
进一步地,参照图10至图12所示,第三转盘机构310包括第三转盘311和驱动第三转盘311转动的驱动结构,第三载具330数量有多个,且沿着第三转盘311的周向间隔固定在第三转盘311上。第三载具330上设有多个与输液接头600适配的第二收容槽331,使得每个第三载具330可同时容纳多个输液接头600。由于测试所需的时间较长,熔接所需的时间次之,在本实施例中,第三载具330的承载数量大于第二载具230的承载数量,第二载具230的承载数量大于第一载具130的承载数量。
本体部610包括相对设置的第一管体611和第二管体612,测试机构320分别与第一管体611和第二管体612对接,并向管体输入预设气体,等待一定时间后测试本体部610内的气压,从而判断有无漏气。测试机构320包括相对设置的测试上模321和测试下模322,测试上模321测试下模322可相互靠近或远离,测试上模321和测试下模322之间形成有测试空间,第二转盘211可带动第三载具330移入或移出测试空间。
当第三载具330位于测试空间时,第一管体611朝向测试上模321,第二管体612朝向测试下模322,测试上模321包括多个与第一管体611一一对应的上模测试头3211,测试下模322包括多个与第二管体612一一对应的下模测试头3221,上模测试头3211可与第一管体611相对接,下模测试头3221可与第二管体612相对接。
第二收容槽331的槽底沿竖直方向开设有贯通至第三载具330底部的避让孔332,在竖直方向上,避让孔332的投影与第三转盘311的投影不相重合,第二管体612穿设在避让孔332中,并自避让孔332漏至外界,从而避免第三转盘311阻碍测试下模322与第二管体612对接。
第三转盘311的上料工位处设有第四搬运机构340,第四搬运机构340用于将输液接头600自第二转运装置500的下料端搬运至第三转盘311上料工位处的第三载具330上。第四搬运机构340可以采用机械手或者多轴直线模组。
第三转盘311包括下料工位和废料工位,第三载具330数量为四个,且与上料工位、测试工位、下料工位和废料工位一一对应。下料工位处设有下料结构,以将测试合格的输液接头600进行下料。废料工位处设有下料结构和第二废料盒350,以将测试不合格的输液接头600下料至第二废料盒350。
以上所述仅为本申请的实施方式,并非因此限制本申请的专利范围,凡是利用本申请说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本申请的专利保护范围内。
- 一种节能蓄电池的组装测试设备
- 转子组装体、具有该转子组装体的马达以及转子组装体的制造方法
- A字支撑架、组装胎具、组装装置及其组装工艺
- T形截面的空心电梯导轨组装设备及基于其的自动组装生产线和组装打包方法
- 一种用于整形组装测试设备的母线折弯装置
- 圆柱形锂电池组装测试设备