一种全自动旋盖机
文献发布时间:2023-06-19 09:27:35
技术领域
本发明涉及机械设备领域,具体是指一种全自动旋盖机。
背景技术
管类零件,例如铝塑软管或者塑料软管,在灌装前需将头部封合铝塑片,旋拧好瓶盖,然后再进行灌装,灌装后进行封尾即可下线;目前管类零件在封合铝塑片以及旋拧瓶盖时一般采用手工操作,效率慢,而且质量参差不齐。
发明内容
本发明要解决的技术问题是针对上述现有技术的不足,而提供一种全自动旋盖机。为解决上述技术问题,本发明采用的技术方案是:
一种全自动旋盖机,包括机架,机架上中心处转动设置有中心转盘;所述中心转盘四周均匀分布连接有若干安装座板;所述安装座板上连接有一对芯棒;所述机架上一侧设置有上料线,另一侧设置有下料线;所述中心转盘在上料线与下料线之间依次布设有检测工位一、封合工位、压合工位、检测工位二、旋盖工位、拧盖工位和检测工位三。
进一步的,所述机架内设置有旋转分度器、主电机和减速器,所述旋转分度器安装于机架的机台下方;所述主电机和减速器连接后安装在旋转分度器一侧,减速器的输出端与旋转分度器的输入端通过键块连接;所述旋转分度器上端设置有主传动轴,主传动轴上配合连接有支撑托管;所述支撑托管上方设置有法兰面,法兰面四周通过螺栓与中心转盘底部连接;所述中心转盘四周均匀分布安装有十个安装座板,安装座板内部连接有轴承座一;所述轴承座一内安装有轴承一;所述芯棒尾部与轴承一过盈配合,芯棒头部加工有台阶定位面;所述芯棒与轴承座一之间套设有摩擦滚轮一,摩擦滚轮一表面加工有滚花。
进一步的,所述上料线包括上料流水线以及位于上料流水线输送末端的推送装置,所述上料流水线包括上料流水线支架,上料流水线支架上方对称安装有左支架和右支架;所述左支架和右支架前端转动连接有主动工作轴,左支架和右支架末端转动连接有从动工作轴;所述右支架前端下方连接有电机安装板一,电机安装板一上安装有驱动电机一,驱动电机一的输出轴端通过同步轮一、同步带一与主动工作轴端部连接;所述主动工作轴两侧通过链条与从动工作轴之间传动,链条上方依次安装有托板,托板上连接有定位座,定位座上开设有“V”型定位槽;所述推送装置包括推送支架板,推送支架板底部四角上连接有支撑柱,支撑柱通过座板分别与左支架和右支架安装;所述推送支架板下方连接有气缸支架一,气缸支架一上安装有气缸一;所述气缸支架一底部中间嵌入安装有直线导轨一,直线导轨一上滑动设置有滑块一;所述滑块一表面连接有顶杆支架;所述气缸一的活塞端与顶杆支架端部连接;所述顶杆支架上螺纹连接有与芯棒对应的顶杆,顶杆顶伸方向朝向芯棒侧。
进一步的,所述封合工位包括封合安装支架座,封合安装支架座安装在机架的机台上,封合安装支架座前端靠近芯棒侧安装有封合立板;所述封合立板上安装有切割模座,切割模座上开设有切割孔,切割孔中心与芯棒中心轴对应;所述封合安装支架座上安装有气缸支架二和直线导轨二;所述气缸支架二上安装有气缸二;所述直线导轨二上滑动设置有滑块二,滑块二表面安装有刀架,气缸二的活塞端与刀架端面连接;所述刀架上穿设有与切割孔形状对应的冲头;所述封合安装支架座尾部连接有放卷盘和放卷盘,放卷盘上绕卷有铝塑薄片;所述放卷盘和收卷盘与封合安装支架座之间设置有电机安装板二,电机安装板二上两侧分别转动设置有主动转轴和从动转轴,主动转轴和从动转轴之间通过同步轮二、同步带二连接;所述电机安装板二下方安装有驱动电机二,驱动电机二驱动主动转轴转动;所述主动转轴和从动转轴上方套设有转动套,转动套表面压合有压套;所述转动套与压套之间留有穿设铝塑薄片的间隙;所述封合安装支架座两侧通过支撑轴转动连接有导向套,导向套的高度与切割孔高度匹配。
进一步的,所述压合工位包括压合安装支架,压合安装支架安装在机架的机台上;所述压合安装支架上安装有气缸支架三和直线导轨三;所述气缸支架三安装有气缸三;所述直线导轨三上滑动设置有滑块三,滑块三表面安装有压合支架;所述气缸三的活塞端与压合支架端部连接,压合支架端面上连接有压合铜柱,压合铜柱朝向芯棒位置;所述压合铜柱上一侧连接有加热接口。
进一步的,所述旋盖工位包括旋盖安装支架和连接支架,所述旋盖安装支架安装在机架的机台上,旋盖安装支架尾部竖直连接有一对气缸支架四,气缸支架四上安装有气缸四;所述旋盖安装支架上安装有直线导轨四,直线导轨四上滑动设置有滑块四,滑块四表面连接有垫块;所述垫块上方中间部位竖直安装有靠背支架,垫块上方前端连接有一对夹爪气缸一;所述靠背支架上端朝向夹爪气缸一设置有靠背块;所述气缸四的活塞端与靠背支架连接;所述连接支架包括竖直支架板以及分别连接于竖直支架板上方和下方的横向支架板一和横向支架板二,所述横向支架板一安装于机架的机台下方;所述横向支架板二底部安装有气缸五;所述竖直支架板表面两侧设置有滑块座,滑块座上加工有滑槽;所述滑槽内滑动设置有滑动块,滑动块表面连接有导向板;所述导向板底部延伸出舌板;所述气缸五的活塞端穿过横向支架板二与舌板连接;所述导向板下部表面通过支撑立柱连接有电机安装板三,电机安装板三上安装有驱动电机三;所述导向板上部安装有一组轴承座二,轴承座二内安装有轴承二;所述轴承二内过盈配合连接有驱动轴;所述驱动轴前端转动设置有摩擦滚轮二,驱动轴尾部转动设置有同步轮三;所述摩擦滚轮二与摩擦滚轮一配合使用;所述驱动电机三的输出轴端穿过电机安装板三连接有同步轮四,同步轮四与同步轮三之间通过同步带三连接;所述竖直支架板上设置有张紧轮,张紧轮压合在同步带三表面;所述导向板与夹爪气缸一之间设置有气缸支架五,气缸支架五上安装有气缸五;所述气缸五的活塞端上安装有支撑托板,支撑托板两侧连接有支撑竖板;所述支撑竖板上穿设有一对活动轴,活动轴两侧转动连接有辅助压轮。
进一步的,所述拧盖工位包括拧盖安装支架,拧盖安装支架安装在机架的机台上;所述拧盖安装支架尾部安装有气缸支架六,拧盖安装支架表面安装有直线导轨五;所述气缸支架六上安装有气缸六;所述直线导轨五上滑动设置有滑块五,滑块五表面连接有方板;所述方板前端安装有电机安装板四,方板尾部与气缸六的活塞端连接;所述电机安装板四上方内安装有轴承座三,轴承座三内设置有轴承三;所述轴承三内穿设有旋转轴套,旋转轴套前端连接有手指气缸座;所述手指气缸座中间处加工有缺口,缺口内镜像设置有手指臂一和手指臂二;所述手指臂一和手指臂二前端伸出缺口,手指臂一和手指臂二中间部位通过销轴与缺口内转动连接,手指臂一和手指臂二末端转动设置有驱动滚轮;所述方板上安装有气缸支架七,气缸支架七上安装有气缸七,气缸七的活塞端穿过旋转轴套连接有驱动凸轮,驱动凸轮位于手指臂一和手指臂二的驱动滚轮之间;所述电机安装板四上方安装有驱动电机四,驱动电机四的输出轴端穿过电机安装板四连接有齿轮一;所述旋转轴套外侧套设有齿轮二,齿轮二与齿轮一啮合;所述拧盖安装支架前端设置有气缸支架八,气缸支架八安装有双轴导向气缸,双轴导向气缸的活塞端上连接有压板。
进一步的,所述下料线包括皮带流水线和下料装置,皮带流水线一侧通过下料流水线支架支撑于地面上,另一侧通过垫板支架支撑于机架的机台上;所述下料装置设置于皮带流水线的垫板支架侧,下料装置包括安装垫板,安装垫板连接在机架的机台上;所述安装垫板前端连接有气缸支架九,安装垫板上方连接有直线导轨六;所述气缸支架九上安装有气缸八;所述直线导轨六上滑动设置有滑块六,滑块六表面安装有框架,框架端面与气缸八的活塞端连接;所述框架上方连接有长条板,长条板一侧安装有气缸支架十,另一侧安装有气缸支架十一;所述气缸支架十上固定安装有气缸九;所述气缸支架十一内转动连接有连接轴,连接轴朝向芯棒位置连接有夹爪气缸二,另一侧连接有齿轮三;所述长条板上安装有导向块,导向块上设置有导向槽;所述导向槽内滑动连接有齿条,齿条一端与气缸九的活塞端连接,齿条表面与齿轮三啮合。
进一步的,所述检测工位一包括检测支架一,检测支架一安装在机架的机台上;所述检测支架一上方连接有上感应器一;所述检测工位二包括检测支架二,检测支架二安装在机架的机台上,检测支架二上方连接有侧感应器;所述检测支架二侧面连接有侧支架板,侧支架板上连接有上感应器二;所述检测工位三包括检测支架三,检测支架三安装在机架的机台上;所述检测支架三上方连接有上感应器三。
与现有技术相比,本发明的一种全自动旋盖机,实现管类零件自动上料、自动封合、自动旋盖以及自动下料,提高生产效率,节约人力成本。
附图说明
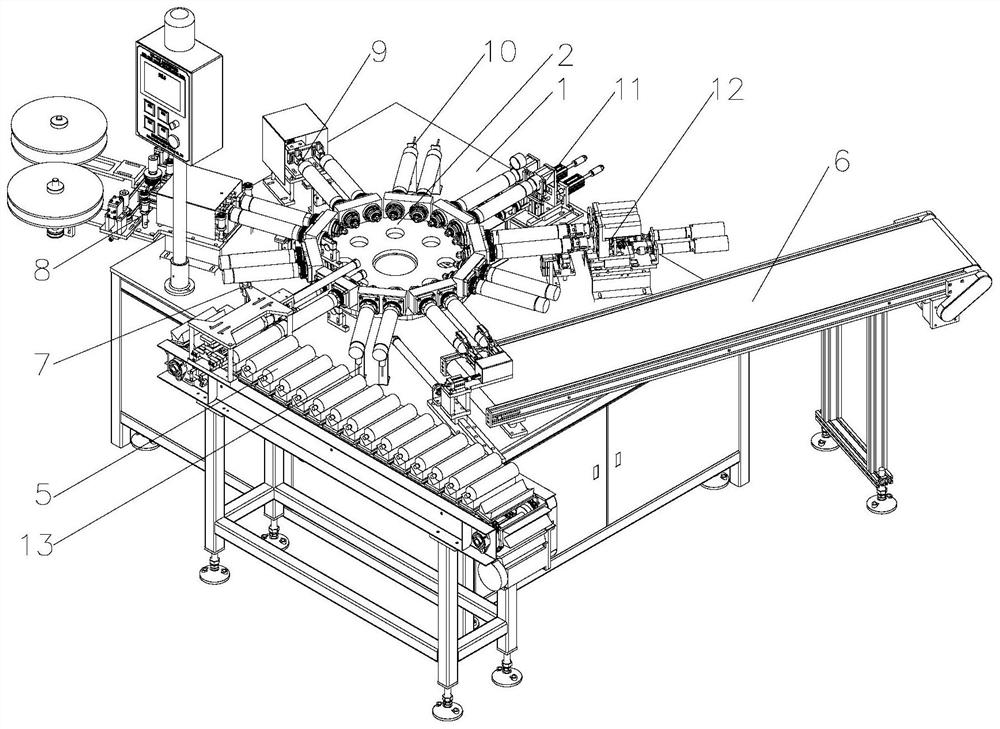
图1是本发明的结构示意图;
图2是本发明中心转盘安装的结构示意图;
图3是图2中A处的放大图;
图4是本发明封合工位的结构示意图;
图5是图4的侧视图;
图6是本发明上料线的结构示意图;
图7是本发明上料线上推送装置的结构示意图;
图8是本发明压合工位的结构示意图;
图9是本发明旋盖工位的结构示意图;
图10是本发明旋盖工位上辅助压轮安装的结构示意图;
图11是本发明拧盖工位的结构示意图;
图12是本发明下料线的结构示意图;
图13是本发明检测工位一的结构示意图;
图14是本发明检测工位二的结构示意图;
图15是本发明检测工位三的结构示意图;
其中,1、机架,2、中心转盘,3、安装座板,4、芯棒,5、上料线,6、下料线,7、检测工位一,8、封合工位,9、压合工位,10、检测工位二,11、旋盖工位,12、拧盖工位, 13、检测工位三,14、旋转分度器,15、主电机,16、减速器,17、轴承座一,18、台阶定位面,19、摩擦滚轮一,511、上料流水线支架,512、左支架,513、右支架,514、安装板一,515、驱动电机一,516、托板,517、定位座,518、推送支架板,519、支撑柱,520、座板,521、气缸支架一,522、气缸一,523、直线导轨一,524、顶杆支架,525、顶杆, 611、皮带流水线,612、下料流水线支架,613、垫板支架,614、安装垫板,615、气缸支架九,616、直线导轨六,617、气缸八,618、框架,619、长条板,620、气缸支架十, 621、气缸支架十一,622、气缸九,623、夹爪气缸二,624、齿轮三,625、导向块,626、齿条,711、检测支架一,712、上感应器一,811、封合安装支架座,812、封合立板,813、切割模座,814、气缸支架二,815、直线导轨二,816、气缸二,817、刀架,818、冲头,819、放卷盘,820、放卷盘,821、电机安装板二,822、主动转轴,823、从动转轴,824、驱动电机二,825、转动套,826、压套,827、导向套,911、压合安装支架,912、气缸支架三,913、直线导轨三,914、气缸三,915、压合支架,916、压合铜柱,917、加热接口, 1011、检测支架二,1012、侧感应器,1013、侧支架板,1014、上感应器二,1111、旋盖安装支架,1112、气缸支架四,113、气缸四,1114、直线导轨四,1115、靠背支架,1116、夹爪气缸一,1117、靠背块,1118、竖直支架板,1119、横向支架板一,1120、横向支架板二,1121、气缸五,1122、滑块座,1123、导向板,1124、电机安装板三,1125、驱动电机三,1126、轴承座二,1127、摩擦滚轮二,1128、同步带三,1129、张紧轮,1130、气缸支架五,1131、气缸五,1132、支撑托板,1133、支撑竖板,1134、活动轴,1135、辅助压轮, 1136、定位轴,1211、拧盖安装支架,1212、气缸支架六,1213、直线导轨五,1214、气缸六,1215、方板,1216、电机安装板四,1217、轴承座三,1218、手指气缸座,1219、手指臂一,1220、手指臂二,1221、气缸支架七,1222、气缸七,1223、驱动电机四,1224、齿轮一,1225、齿轮二,1226、气缸支架八,1227、双轴导向气缸,1228、压板,1311、检测支架三,1312、上感应器三。
具体实施方式
下面将对本发明实施例中的技术方案进行清楚、完整地描述。
如图1~15所示,一种全自动旋盖机,包括机架1,机架1由工业铝型材搭建而成,机架1 四周设置有可开口的柜门,机架1上方安装有机台;所述机架1上中心处转动设置有中心转盘 2;所述中心转盘2四周均匀分布连接有若干安装座板3;所述安装座板3上连接有一对芯棒4,芯棒4之间距离固定;所述机架1上一侧设置有上料线5,另一侧设置有下料线6;所述中心转盘2在上料线5与下料线6之间依次布设有检测工位一7、封合工位8、压合工位9、检测工位二10、旋盖工位11、拧盖工位12和检测工位三13。
所述机架1内设置有旋转分度器14、主电机15和减速器16,所述旋转分度器14采用诸城市宏邦自动化机械厂的H80DFH法兰型分割器,旋转分度器14安装于机架1的机台下方;所述主电机15和减速器16连接后安装在旋转分度器14一侧,减速器16的输出端与旋转分度器14 的输入端通过键块连接;所述旋转分度器14上端设置有主传动轴,主传动轴上配合连接有支撑托管;所述支撑托管上方设置有法兰面,法兰面四周通过螺栓与中心转盘2底部连接;在本实施例中,中心转盘2四周均匀分布安装有十个安装座板3,安装座板3内部连接有轴承座一17;所述轴承座一17内安装有轴承一;所述芯棒4尾部与轴承一17过盈配合,芯棒4头部加工有台阶定位面18,在芯棒4套设管类零件时,由台阶定位面18限定管类零件位置;所述芯棒4与轴承座一17之间套设有摩擦滚轮一19,摩擦滚轮一19表面加工有滚花。
所述上料线5包括上料流水线以及位于上料流水线输送末端的推送装置,所述上料流水线包括上料流水线支架511,上料流水线支架511支撑于地面上,上料流水线支架511上方对称安装有左支架512和右支架513,左支架512和右支架513由槽钢制成;所述512和右支架513 前端转动连接有主动工作轴,左支架512和右支架513末端转动连接有从动工作轴;所述右支架前端下方连接有电机安装板一514,电机安装板一514上安装有驱动电机一515,驱动电机一515的输出轴端通过同步轮一、同步带一与主动工作轴端部连接;所述主动工作轴两侧通过链条与从动工作轴之间传动,链条上方依次安装有托板516,托板516安装时,对链条进行改装,在链条侧边焊接挂钩,挂钩上加工有螺纹孔一,托板516上对称加工有螺纹孔二,螺纹孔二与螺纹孔一之间通过螺钉连接;所述托板516上连接有定位座517,定位座517上开设有与待加工零件外形匹配的“V”型定位槽;所述推送装置包括推送支架板518,推送支架板518底部四角上连接有支撑柱519,支撑柱519通过座板520分别与左支架512和右支架513安装;所述推送支架板518下方连接有气缸支架一521,气缸支架一521上安装有气缸一522;所述气缸支架一521底部中间嵌入安装有直线导轨一523,直线导轨一523上滑动设置有滑块一;所述滑块一表面连接有顶杆支架524;所述气缸一522的活塞端与顶杆支架524端部连接;所述顶杆支架524上螺纹连接有与芯棒4间距对应的顶杆525,顶杆525顶伸方向朝向芯棒4侧。
所述封合工位8包括封合安装支架座811,封合安装支架座811安装在机架1的机台上,封合安装支架座811前端靠近芯棒4侧安装有封合立板812;所述封合立板812上安装有切割模座 813,切割模座813上开设有切割孔,切割孔中心与芯棒4中心轴对应;所述封合安装支架座811 上安装有气缸支架二814和直线导轨二815;所述气缸支架二814上安装有气缸二816;所述直线导轨二815上滑动设置有滑块二,滑块二表面安装有刀架817,气缸二816的活塞端与刀架817 端面连接;所述刀架817上穿设有与切割孔形状对应的冲头818,在本实施例中,冲头818截面呈葫芦瓢状,冲头818冲压铝塑薄片,并且将铝塑薄片压合在管件的头部进行封合;所述封合安装支架座811尾部通过延伸板连接有放卷盘819和放卷盘820,放卷盘820上绕卷有铝塑薄片;所述放卷盘819和收卷盘820与封合安装支架座811之间设置有电机安装板二821,电机安装板二821安装在延伸板上,电机安装板二821上两侧分别转动设置有主动转轴822和从动转轴823,主动转轴822和从动转轴823之间通过同步轮二、同步带二连接;所述电机安装板二821下方安装有驱动电机二824,驱动电机二824驱动主动转轴822转动;所述主动转轴822 和从动转轴823上方套设有光滑的转动套825,转动套825表面压合有压套826,压套826通过压套支架转动连接在电机安装板二821上方;所述转动套825与压套826之间留有穿设铝塑薄片的间隙;所述封合安装支架座811两侧通过支撑轴转动连接有导向套827,导向套827两侧设置有定位台阶;所述导向套827的高度与切割孔高度匹配;其中,放卷盘819上的铝塑薄片经过转动套825和压套826的间隙和导向条827绕卷至收卷盘820沙漠化,并且铝塑薄片覆盖在切割孔上。
所述压合工位9包括压合安装支架911,压合安装支架911安装在机架1的机台上;所述压合安装支架911上安装有气缸支架三912和直线导轨三913;所述气缸支架三912安装有气缸三 914;所述直线导轨三913上滑动设置有滑块三,滑块三表面安装有压合支架915;所述气缸三914的活塞端与压合支架915端部连接,压合支架915端面上连接有压合铜柱916,压合铜柱 916朝向芯棒4位置;所述压合铜柱916上一侧连接有加热接口917,通过加热接口917使压合铜柱916加粘合铝塑薄片。
所述旋盖工位11包括旋盖安装支架1111和连接支架,所述旋盖安装支架1111安装在机架 1的机台上,旋盖安装支架1111尾部竖直连接有一对气缸支架四1112,气缸支架四1112上安装有气缸四1113;所述旋盖安装支架1111上安装有直线导轨四1114,直线导轨四1114上滑动设置有滑块四,滑块四表面连接有垫块;所述垫块上方中间部位竖直安装有靠背支架1115,垫块上方前端连接有一对夹爪气缸一1116,夹爪气缸一1116用于夹取瓶盖;所述靠背支架1115上端朝向夹爪气缸一1116设置有靠背块1117,靠背块1117限定夹爪气缸一1116抓取的瓶盖自由度;所述气缸四1113的活塞端与靠背支架1115连接;所述连接支架包括竖直支架板 1118以及分别连接于竖直支架板1118上方和下方的横向支架板一1119和横向支架板二1120,所述横向支架板一1119安装于机架1的机台下方;所述横向支架板二1120底部安装有气缸五1121;所述竖直支架板表1118面两侧设置有滑块座1122,滑块座1122上加工有滑槽;所述滑槽内滑动设置有滑动块,滑动块表面连接有导向板1123;所述导向板1123底部延伸出舌板;所述气缸五1121的活塞端穿过横向支架板二1120与舌板连接;所述导向板1123下部表面通过支撑立柱连接有电机安装板三1124,电机安装板三1124上安装有驱动电机三1125;所述导向板1123上部安装有一组轴承座二1126,轴承座二1126内安装有轴承二;所述轴承二内过盈配合连接有驱动轴;所述驱动轴前端转动设置有摩擦滚轮二1127,驱动轴尾部转动设置有同步轮三;所述摩擦滚轮二1127与摩擦滚轮一19配合使用;所述驱动电机三1125的输出轴端穿过电机安装板三1124连接有同步轮四,同步轮四与同步轮三之间通过同步带三1128连接;所述竖直支架板1118上设置有张紧轮1129,张紧轮1129压合在同步带三1128表面,用于调节同步带三1128松紧度,其中,张紧轮1129可左右调节,其实现方式是在导向板1123开设腰型盲孔,腰型盲孔上加工有螺纹孔三,张紧轮1129内穿设有轮轴,轮轴底部连接有条形座,条形座在腰型盲孔内滑动,并且在条形座上开设有腰槽,腰槽内通过螺钉与螺纹孔三连接;所述导向板1123与夹爪气缸一1116之间设置有气缸支架五1130,气缸支架五1130上安装有气缸五 1131;所述气缸五1131的活塞端上安装有支撑托板1132,支撑托板1132两侧连接有支撑竖板 1133;所述支撑竖板1133上穿设有一对活动轴1134,活动轴1134两侧转动连接有辅助压轮 1135,在本实施例中,支撑竖板1133在活动轴1134穿设部位处开设有半腰槽,半腰槽上方通过封板封闭,在支撑托板1132上沿活动轴1134轴线位置连接有定位轴1136,定位轴1136上端加工有台阶轴,台阶轴穿设在活动轴1134轴身内,并且台阶轴上套设有弹簧,这样活动轴1134 两侧的辅助压轮1135具有向上顶升的压力,在旋盖时,使辅助压轮1135压合管件,提供摩擦力。
所述拧盖工位12包括拧盖安装支架1211,拧盖安装支架1211安装在机架1的机台上;所述拧盖安装支架1211尾部安装有气缸支架六1212,拧盖安装支架1211表面安装有直线导轨五1213;所述气缸支架六1212上安装有气缸六1214;所述直线导轨五1213上滑动设置有滑块五,滑块五表面连接有方板1215;所述方板1215前端安装有电机安装板四1216,方板1215尾部与气缸六1214的活塞端连接;所述电机安装板四1216上方内安装有轴承座三1217,轴承座三1217内设置有轴承三;所述轴承三内穿设有旋转轴套,旋转轴套前端连接有手指气缸座1218;所述手指气缸座1218中间处加工有缺口,缺口内镜像设置有手指臂一1219和手指臂二1220;所述手指臂一1219和手指臂二1220前端伸出缺口,手指臂一1219 和手指臂二1220中间部位通过销轴与缺口内转动连接,手指臂一1219和手指臂二1220末端转动设置有驱动滚轮;所述方板1215上安装有气缸支架七1221,气缸支架七1221上安装有气缸七1222,气缸七1222的活塞端穿过旋转轴套连接有驱动凸轮,驱动凸轮位于手手指臂一1219和手指臂二1220的驱动滚轮之间,其中手指臂二1220上设置有与管件匹配的弧形支架;所述电机安装板四1216上方安装有驱动电机四1223,驱动电机四1223的输出轴端穿过电机安装板四1223连接有齿轮一1224;所述旋转轴套外侧套设有齿轮二1225,齿轮二1225与齿轮一1224啮合;所述拧盖安装支架1211前端设置有气缸支架八1226,气缸支架八1226安装有双轴导向气缸1227,双轴导向气缸1227的活塞端上连接有压板1228。
所述下料线6包括皮带流水线611和下料装置,皮带流水线611一侧通过下料流水线支架612支撑于地面上,另一侧通过垫板支架613支撑于机架1的机台上,其中,皮带流水线 611为常用传输线方式,此处不做赘述;所述下料装置设置于皮带流水线611的垫板支架613 侧,下料装置包括安装垫板614,安装垫板614连接在机架1的机台上;所述安装垫板614前端连接有气缸支架九615,安装垫板614上方连接有直线导轨六616;所述气缸支架九615上安装有气缸八617;所述直线导轨六616上滑动设置有滑块六,滑块六表面安装有框架618,框架618端面与气缸八617的活塞端连接;所述框架618上方连接有长条板619,长条板619 一侧安装有气缸支架十620,另一侧安装有气缸支架十一621;所述气缸支架十620上固定安装有气缸九622;所述气缸支架十一621内转动连接有连接轴,连接轴朝向芯棒4位置连接有夹爪气缸二623,另一侧连接有齿轮三624;所述长条板619上安装有导向块625,导向块625上设置有导向槽;所述导向槽内滑动连接有齿条626,齿条626一端与气缸九622 的活塞端连接,齿条626表面与齿轮三624啮合。
所述检测工位一7包括检测支架一711,检测支架一711安装在机架1的机台上;所述检测支架一711上方连接有上感应器一712;所述检测工位二10包括检测支架二1011,检测支架二 1011安装在机架1的机台上,检测支架二1011上方连接有侧感应器1012;所述检测支架二1011 侧面连接有侧支架板1013,侧支架板1013上连接有上感应器二1014;所述检测工位三13包括检测支架三1311,检测支架三1311安装在机架1的机台上;所述检测支架三1311上方连接有上感应器三1312,其中,检测工位一7位于上料线5和封合工位8之间,检测工位二10位于压合工位9和旋盖工位11之间,检测工位三13位于下料线6与上料线5之间,上感应器一712、上感应器二1014和上感应器三1312用于检测芯棒4上是否有管件,侧感应器1012用于检测管件的管头上是否封合铝塑薄片。
工作原理:管件放置在上料线5定位座517的“V”型定位槽内,其中驱动电机一515采用步进电机,通过驱动电机一515驱动工作轴转动,链条带动管件进入至推送装置内,气缸一522动作,使顶杆525将定位座517上的管件顶出,并且套设在芯棒4上,利用台阶定位面18 进行定位管件;
接着中心转盘2转动,检测工位一7上的上感应器一712检测芯棒4上是否套设有管件,如有管件进入封合工位8,通过气缸二816动作,使冲头818将铝塑薄片压合在管件的管头表面;接着中心转盘2转动,进入压合工位9,气缸三914动作,同时通过加热接口917为压合铜柱916 加热,压合铜柱916使铝塑薄片与管件的管头表面粘合;铝塑薄片粘合后经过检测工位二10,由检测工位二10的侧感应器1012和上感应器二1014检测管件以及管件头部是否封合有铝塑薄片,然后进入旋盖工位11,旋盖工位11上的夹爪气缸一1116夹取瓶盖,利用气缸四1113的推动,使瓶盖接近管件,同时驱动电机三1125工作,驱动摩擦滚轮二1127与摩擦滚轮一19摩擦,使管件旋转与瓶盖套合;然后进入拧盖工位12,气缸六1214和气缸七1222动作,使手指臂一1219和手指臂二1220夹紧瓶盖,同时驱动电机四1223工作,通过齿轮驱动,使得手指臂一1219和手指臂二1220将瓶盖旋紧;
最后,旋盖后的管件进入下料线6,由夹爪气缸二623夹取管件,通过气缸九622动作带动夹爪气缸二623转动,使管件与芯棒4松脱,由气缸八617动作,将管件放置到皮带流水线611 上运输,下料后的芯棒4进入至检测工位三13,由上感应器三1312检测,如芯棒表面任有管件,设备停止运转。
本发明并不局限于所述的实施例,本领域的技术人员在不脱离本发明的精神即公开范围内,仍可作一些修正或改变,故本发明的权利保护范围以权利要求书限定的范围为准。