一种饮料灌装系统
文献发布时间:2023-06-19 09:43:16
技术领域
本发明涉及食品生产加工领域,具体而言,涉及一种饮料灌装系统。
背景技术
现有的大型自动化饮料灌装系机,需占地200-1000平米厂房,一次生产量5-500吨,主要由半自动送杯、自动加注、自动贴标签等部分组成,主要用于大批量生产,不适合小批量个性化即时生产需要,整个生产线需要5-20人。而现有的小批量生产基本采用人手工放置杯子,半自动搅拌和加注饮料,手工封盖来完成,配置时间和用户信息需要手工书写,速度受到很大影响,同时完全依赖2-3人工配合完成。从而存在工作效率低,人工成本高的问题。另外,液体灌装机是将经含量测定、澄明度合格的液体灌入洁净的包装容器中的一种设备。目前,国内玻璃瓶灌装设备有多种机型,按运动形式分有间歇直线式、连续旋转式;按灌装方式分有流量定时式、量杯容积式、计量泵注射式3种。但是现有的灌装机灌装精度低、效率低,尤其是灌装时充液头与容器瓶口直接接触,充液头易被磨损或受污。
如中国专利号为CN105936491A公开了一种饮料灌装机,包括:进水管、储藏箱、分流漏斗、阀门、水位水平箱、导流管、灌装喷头、支架、喷头接水口、喷头支柱、喷头出水口,所述的进水管一端焊接在储藏箱上另一端连接水泵,所述的储藏箱焊接在支架上,所述的分流漏斗灌装机共设置二个分流漏斗,阀门在分流漏斗与水位水平箱中间,导流管连接水位水平箱与灌装喷头,灌装喷头将饮料注射到饮料瓶内,本发明具有罐装均匀、提高生产效率优点。但该方法进行灌装,无法更精准地挑选出次品。
又如中国专利号为CN110002384A的专利公开了一种灌装饮料旋盖机构,包括压盖机构、凸轮和旋盖刀,所述压盖机构的外壁套装有套管,所述套管的底部固定连接有凸轮且凸轮套装于压盖机构外壁,所述压盖机构的底部插接于旋盖刀的内腔,所述旋盖刀活动套装于凸轮的外壁,所述压盖机构的上侧外壁安装有第一行走轮,所述套管的外壁安装有第二行走轮。该发明通过压盖机构将瓶盖压紧,然后利用行走轮在槽道内行走,利用第一行走槽和第二行走槽的槽道限位配合,带动凸轮两次上下,从而使得旋盖刀两次对瓶盖进行旋紧后再脱离瓶盖,从而是的旋盖紧密性好,有效的提高了产品的合格率,适合广泛推广与使用。但该方法依然存在不能及时将次品挑选出的缺陷。
再如专利号为US14109391的专利公开了饮料灌装系统只有预先加热的瓶子才被过氧化氢灭菌。对瓶子进行温度检测,同时进行瓶子的行走。在检查中,除去温度不达到规定温度的瓶子,连续行走温度达到规定温度的瓶子,通过喷射管将过氧化氢浓缩雾吹向瓶子的口部设置在预定位置,并且热空气从喷嘴吹入瓶中,而喷嘴跟随瓶口。根据这样的操作,只有适当加热的瓶子可以被过氧化氢消毒,然后饮料填充瓶子,然后密封。当该方法的饮料灌装系统不能从根本上解决对饮料的灌装检测问题。
综合上,在饮料灌装领域,其实际应用中的亟待处理的实际问题还有很多未提出具体的解决方案。
发明内容
本发明提出了一种饮料灌装系统以解决所述问题。
为了实现上述目的,本发明采用如下技术方案:
一种饮料灌装系统,包括灌装设备、灌装产线以及次品处理产线,且所述灌装设备位于所述灌装产线的正上方,所述灌装产线与所述次品处理产线垂直设置,且所述灌装产线一侧设置了微波测位仪。
可选地,所述灌装设备包括储液罐、与所述储液罐连接通的出液管道,以及设置在储液罐一侧的报警装置,且所述出液管道的端口处设置为漏斗型出液口。
可选地,所述灌装设备上还设置了报警装置。
可选地,所述灌装产线包括传送装置一以及接液罐,且所述传送装置一为若干传动轮一以及连接在所述若干传动轮一上的传送带一,所述传送带一能形成一传送平面,能实现所述接液罐在所述传送平面一上的传动并完成饮料灌装。
可选地,所述次品处理产线包括传送装置二以及推动装置,且所述传送装置二为若干传动轮二以及连接在所述若干传动轮二上的传送带二,所述传送带二能形成一传送平面二,所述推动装置设置在所述灌装产线的一侧,并与所述次品处理产线在同一直线上,使得次能在推动装置的推动作用下能实现在所述传送平面二上的传动。
可选地,所述饮料灌装系统还设置了控制组件,所述的控制组件为设置在所述灌装设备一侧的启动按钮以及停止按钮。
可选地,还包括模式选择模块,其用于用户对饮料灌装系统进行控制模式的选择。
可选地,所述模式选择模块包括自动模式和手动模式,其中,所述自动选择模块当按下自动启动按钮,所述传送带一以及传送带二在所述传送装置一以及传送装置二的带动下运行,当检测到接液罐经过,所述灌装设备开始进行灌装饮料,并设定灌装时间,当达到预设的灌装时间,停止灌装。
可选地,所述灌装系统停止灌装后,通过所述微波测位仪根据设定的液位量作为合格的液位,以此来判断所灌装的饮料是否合格,当检测到灌装的饮料不合格时,所述推动装置推动不合格的次品,使得次品流动到所述次品处理产线。
与现有技术相比,本发明所取得的有益技术效果是:
1、本发明的饮料灌装系统设置有微波测位仪,能监控接液罐中饮料的液位高度,进而精准地监控灌装的质量,将灌装不合格的产品及时挑出,保证了灌装的质量。
2、本发明的饮料灌装系统采用非直接接触式灌装方式,能减少出液口的磨损或受污,增加了灌装了安全性。
3、本发明的饮料灌装系统设置了模式选择模块,定位精准,能实现自动化生产,调节方便,能够根据实际不同灌装产品的生产需求,生产效率高,节约成本。
附图说明
从以下结合附图的描述可以进一步理解本发明。图中的部件不一定按比例绘制,而是将重点放在示出实施例的原理上。在不同的视图中,相同的附图标记指定对应的部分。
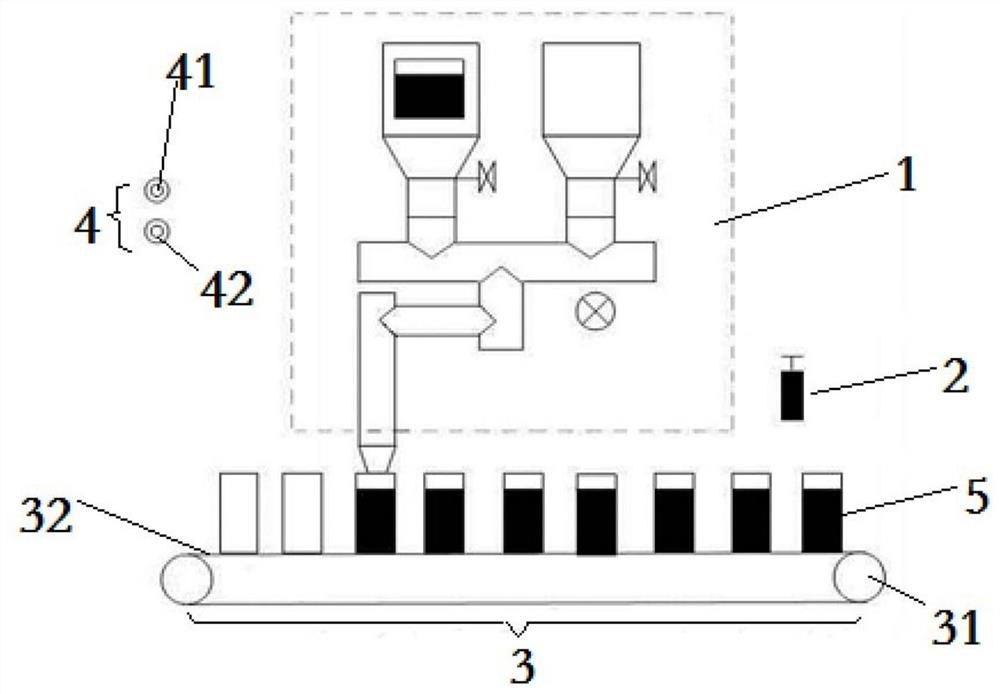
图1是本发明实施例之一中一种饮料灌装系统的灌装部分示意图;
图2是本发明实施例之一中一种饮料灌装系统的次品产线示意图;
图3是本发明实施例之一中一种饮料灌装系统的整体灌装示意图;
图4是本发明实施例之一中一种饮料灌装系统的PLC的外部接线图;
图5是本发明实施例之一中一种饮料灌装系统的系统流程图;
图6是本发明实施例之一中一种饮料灌装系统的电气控制图。
附图标记说明:1-灌装设备;11-储液罐;12-出液管道;13-报警装置;2-微波测位仪;3-传动装置一;31-传动轮一;32-传送带一;4-控制组件;41-启动按钮;42-停止按钮;5-接液罐;6-传动装置二;7-推动装置;8-微波发射装置;9-微波接收装置;10-光源装置;11-光电原件。
具体实施方式
为了使得本发明的目的、技术方案及优点更加清楚明白,以下结合其实施例,对本发明进行进一步详细说明;应当理解,此处所描述的具体实施例仅用于解释本发明,并不用于限定本发明。对于本领域技术人员而言,在查阅以下详细描述之后,本实施例的其它系统、方法和/或特征将变得显而易见。旨在所有此类附加的系统、方法、特征和优点都包括在本说明书内、包括在本发明的范围内,并且受所附权利要求书的保护。在以下详细描述描述了所公开的实施例的另外的特征,并且这些特征根据以下将详细描述将是显而易见的。
本发明实施例的附图中相同或相似的标号对应相同或相似的部件;在本发明的描述中,需要理解的是,若有术语“上”、“下”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或组件必须具有特定的方位、以特定的方位构造和操作,因此附图中描述位置关系的用语仅用于示例性说明,不能理解为对本专利的限制,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
本发明为一种饮料罐装系统,根据图1-5所示讲述以下实施例:
实施例一:
一种饮料灌装系统,包括灌装设备、灌装产线以及次品处理产线,且所述灌装设备位于所述灌装产线的正上方,所述灌装产线与所述次品处理产线垂直设置,且所述灌装产线一侧设置了微波测位仪。
其中,所述灌装设备包括储液罐、与所述储液罐连接通的出液管道,以及设置在储液罐一侧的报警装置,且所述出液管道的端口处设置为漏斗型出液口;所述灌装设备上还设置了报警装置;所述灌装产线包括传送装置一以及接液罐,且所述传送装置一为若干传动轮一以及连接在所述若干传动轮一上的传送带一,所述传送带一能形成一传送平面,能实现所述接液罐在所述传送平面一上的传动并完成饮料灌装;所述次品处理产线包括传送装置二以及推动装置,且所述传送装置二为若干传动轮二以及连接在所述若干传动轮二上的传送带二,所述传送带二能形成一传送平面二,所述推动装置设置在所述灌装产线的一侧,并与所述次品处理产线在同一直线上,使得次能在推动装置的推动作用下能实现在所述传送平面二上的传动;所述饮料灌装系统还设置了控制组件,所述的控制组件为设置在所述灌装设备一侧的启动按钮以及停止按钮。
还包括模式选择模块,其用于用户对饮料灌装系统进行控制模式的选择;所述模式选择模块包括自动模式和手动模式,其中,所述自动选择模块当按下自动启动按钮,所述传送带一以及传送带二在所述传送装置一以及传送装置二的带动下运行,当检测到接液罐经过,所述灌装设备开始进行灌装饮料,并设定灌装时间,当达到预设的灌装时间,停止灌装;停止灌装后,通过所述微波测位仪根据设定的液位量作为合格的液位,以此来判断所灌装的饮料是否合格,当检测到灌装的饮料不合格时,所述推动装置推动不合格的次品,使得次品流动到所述次品处理产线。
实施例二:
一种饮料灌装系统,包括灌装设备、灌装产线以及次品处理产线,且所述灌装设备位于所述灌装产线的正上方,所述灌装产线与所述次品处理产线垂直设置,且所述灌装产线一侧设置了微波测位仪。
所述灌装设备包括储液罐、与所述储液罐连接通的出液管道,以及设置在储液罐一侧的报警装置,且所述出液管道的端口处设置为漏斗型出液口,且所述灌装设备上还设置了报警装置,当所述的灌装设备出现问题或者所述储液罐中中饮料液位高度过满时,所述报警装置发出不同颜色的光作为警示作用。
所述灌装产线包括传送装置一以及接液罐,且所述传送装置一为若干传动轮一以及连接在所述若干传动轮一上的传送带一,所述传送带一能形成一传送平面,能实现所述接液罐在所述传送平面一上的传动并完成饮料灌装。所述次品处理产线包括传送装置二以及推动装置,且所述传送装置二为若干传动轮二以及连接在所述若干传动轮二上的传送带二,所述传送带二能形成一传送平面二,所述推动装置设置在所述灌装产线的一侧,并与所述次品处理产线在同一直线上,使得次能在推动装置的推动作用下能实现在所述传送平面二上的传动。
所述饮料灌装系统还设置了控制组件,所述的控制组件为设置在所述灌装设备一侧的启动按钮以及停止按钮,用于对灌装系统的开启或关闭。
还包括模式选择模块,其用于用户对饮料灌装系统进行控制模式的选择。所述模式选择模块包括自动模式和手动模式,其中,所述自动选择模块当按下自动启动按钮,所述传送带一以及传送带二在所述传送装置一以及传送装置二的带动下运行,当检测到接液罐经过,所述灌装设备开始进行灌装饮料,并设定灌装时间,当达到预设的灌装时间,停止灌装,停止灌装后,通过所述微波测位仪根据设定的液位量作为合格的液位,以此来判断所灌装的饮料是否合格,当检测到灌装的饮料不合格时,所述推动装置推动不合格的次品,使得次品流动到所述次品处理产线。所述手动模式中,能按下并按住SB2按钮启动主输送马达,输送机开始工作,当接液罐到达出液口的位置,松开SB2并按下按钮SB3,然后再次启动填充电机,启动灌装设备,灌装开始,当饮料被灌装完成后,松开按钮SB3。
在本发明中,通过在灌装产线两侧设置微波发射装置以及微波接收装置,且所述微波发射装置以及微波接收装置与灌装完成的接液罐在同一直线上,此灌装完成的接液罐也与次品产线在同一直线上,进而能及时精准地检测到灌装完成的质量,若灌装不符合标准,也能及时将灌装不符合标准的产品及时推动至次品产线上,保证了灌装的质量。另外,在所述微波接收装置的两侧设置若干光电元件,在灌装产线一侧设置了光源,能增加本发明灌装系统灌装的稳定性以及准确性。
本发明传送装置一,传送装置二,灌装设备,推动装置,并通过设置定位传感器和缺陷产品检测传感器,由可编程控制器PLC,且软件部分由PLC程序驱动,具体的I/O点的编号分配如下表1所示。并能根据根据图4的PLCI/O点的分配表进行外部连接分配设备,具体见图4,在此不再赘述。
表1
实施例三:
一种饮料灌装系统,包括灌装设备、灌装产线以及次品处理产线,且所述灌装设备位于所述灌装产线的正上方,所述灌装产线与所述次品处理产线垂直设置,且所述灌装产线一侧设置了微波测位仪。
所述灌装设备包括储液罐、与所述储液罐连接通的出液管道,以及设置在储液罐一侧的报警装置,且所述出液管道的端口处设置为漏斗型出液口,且所述灌装设备上还设置了报警装置,当所述的灌装设备出现问题或者所述储液罐中中饮料液位高度过满时,所述报警装置发出不同颜色的光作为警示作用。
所述灌装产线包括传送装置一以及接液罐,且所述传送装置一为若干传动轮一以及连接在所述若干传动轮一上的传送带一,所述传送带一能形成一传送平面,能实现所述接液罐在所述传送平面一上的传动并完成饮料灌装。所述次品处理产线包括传送装置二以及推动装置,且所述传送装置二为若干传动轮二以及连接在所述若干传动轮二上的传送带二,所述传送带二能形成一传送平面二,所述推动装置设置在所述灌装产线的一侧,并与所述次品处理产线在同一直线上,使得次能在推动装置的推动作用下能实现在所述传送平面二上的传动。另外,所述灌装产线上还能设置灭菌装置,在接液罐进行灌装前对接液罐进行灭菌,并能将接液罐及时冷却到常温状态,增加了灌装生产的安全性。
所述饮料灌装系统还设置了控制组件,所述的控制组件为设置在所述灌装设备一侧的启动按钮以及停止按钮,用于对灌装系统的开启或关闭。
还包括模式选择模块,其用于用户对饮料灌装系统进行控制模式的选择。所述模式选择模块包括自动模式和手动模式,其中,所述自动选择模块当按下自动启动按钮,所述传送带一以及传送带二在所述传送装置一以及传送装置二的带动下运行,当检测到接液罐经过,所述灌装设备开始进行灌装饮料,并设定灌装时间,当达到预设的灌装时间,停止灌装,停止灌装后,通过所述微波测位仪根据设定的液位量作为合格的液位,以此来判断所灌装的饮料是否合格,当检测到灌装的饮料不合格时,所述推动装置推动不合格的次品,使得次品流动到所述次品处理产线。所述手动模式中,能按下并按住SB2按钮启动主输送马达,输送机开始工作,当接液罐到达出液口的位置,松开SB2并按下按钮SB3,然后再次启动填充电机,启动灌装设备,灌装开始,当饮料被灌装完成后,松开按钮SB3。
在本发明中,通过在灌装产线两侧设置微波发射装置以及微波接收装置,且所述微波发射装置以及微波接收装置与灌装完成的接液罐在同一直线上,此灌装完成的接液罐也与次品产线在同一直线上,进而能及时精准地检测到灌装完成的质量,若灌装不符合标准,也能及时将灌装不符合标准的产品及时推动至次品产线上,保证了灌装的质量。另外,在所述微波接收装置的两侧设置若干光电元件,在灌装产线一侧设置了光源,能增加本发明灌装系统灌装的稳定性以及准确性。
本发明传送装置一,传送装置二,灌装设备,推动装置,并通过设置定位传感器和缺陷产品检测传感器,由可编程控制器PLC,且软件部分由PLC程序驱动,具体的I/O点的编号分配如下表1所示。并能根据根据图4的PLCI/O点的分配表进行外部连接分配设备,具体见图4,在此不再赘述。
表1
在本发明中,还设置了作为驱动的电动机,如图6所示,断路器QFI、QF2、OF3、OF4、OF5接入三相电源起到保护电路短路作用,三个热继电器作为电动机的过载保护。
综合上,本发明的灌装系统能监控接液罐中饮料的液位高度,进而精准地监控灌装的质量,将灌装不合格的产品及时挑出,保证了灌装的质量;且定位精准,能实现自动化生产,调节方便,生产效率高,节约成本。
虽然上面已经参考各种实施例描述了本发明,但是应当理解,在不脱离本发明的范围的情况下,可以进行许多改变和修改。也就是说上面讨论的方法,系统和设备是示例。各种配置可以适当地省略,替换或添加各种过程或组件。例如,在替代配置中,可以以与所描述的顺序不同的顺序执行方法,和/或可以添加,省略和/或组合各种部件。而且,关于某些配置描述的特征可以以各种其他配置组合,如可以以类似的方式组合配置的不同方面和元素。此外,随着技术发展其中的元素可以更新,即许多元素是示例,并不限制本公开或权利要求的范围。
在说明书中给出了具体细节以提供对包括实现的示例性配置的透彻理解。然而,可以在没有这些具体细节的情况下实践配置,例如,已经示出了众所周知的电路,过程,算法,结构和技术而没有不必要的细节,以避免模糊配置。该描述仅提供示例配置,并且不限制权利要求的范围,适用性或配置。相反,前面对配置的描述将为本领域技术人员提供用于实现所描述的技术的使能描述。在不脱离本公开的精神或范围的情况下,可以对元件的功能和布置进行各种改变。
综上,其旨在上述详细描述被认为是例示性的而非限制性的,并且应当理解,以下权利要求(包括所有等同物)旨在限定本发明的精神和范围。以上这些实施例应理解为仅用于说明本发明而不用于限制本发明的保护范围。在阅读了本发明的记载的内容之后,技术人员可以对本发明作各种改动或修改,这些等效变化和修饰同样落入本发明权利要求所限定的范围。
- 一种饮料加工无菌灌装系统
- 一种饮料灌装系统