一种单头体积式多行程高精度自动灌装机
文献发布时间:2023-06-19 09:44:49
技术领域
本发明涉及自动灌装设备领域,尤其涉及是一种单头体积式多行程高精度自动灌装机。
背景技术
灌装机主要是包装机中的一小类产品,从对物料的包装角度可分为液体灌装机,膏体灌装机,粉剂灌装机和颗粒灌装机;从生产的自动化程度来讲分为半自动灌装机和全自动灌装生产线。近来随着食品的QS认证,食用油的厂家已经开始注重产品质量和包装,所以油类灌装机在灌装机中地位凸现。
已公开中国发明专利,公开号:CN206569344U,专利名称:一种多料种自动灌装机组,申请日:20170317,其公开了一种多料种自动灌装机组,包括步进电机、漏斗式储料罐、转轴、螺杆、搅拌叶片、固定圆环、L型支撑杆、龙门架、螺纹杆以及轴承座,所述步进电机装配在漏斗式储料罐上端,所述步进电机下端连接转轴,所述转轴下端安装螺杆,所述搅拌叶片设置在转轴外端,所述转轴以及搅拌叶片设置在漏斗式储料罐内,该设计可进行自动灌装,所述固定圆环外端安装L型支撑杆,所述L型支撑杆下端装配龙门架,所述龙门架下端连接螺纹杆,所述螺纹杆下端装配轴承座,该设计可对不同高度的瓶子进行灌装,本发明使用方便,便于操作,可自动灌装,可对不同高度的瓶子进行灌装,稳定性好,可靠性高。
单头体积式灌装机,在很多场合被广泛使用,但它有很多缺点,调整灌装误差、更换产品设置、调整进料速度、灌装速度等全部为手工调整机械位置,一般操作工很难调整到位,都需要熟练操作工或维修工调整,而且由于是用气缸推动活塞灌装,经常发生溶液喷溅,整个灌装的精度也比较差,特别是由于灌装缸筒的体积和气缸运动特性的限制,气缸往复一次,只能进行一次灌装,且小于某个灌装量时会超差严重,即可灌装范围较小。
发明内容
本发明的目的在于提供一种单头体积式多行程高精度自动灌装机,可以使调整灌装误差、更换产品设置、调整进料速度、灌装速度等全部自动完成。
本发明提供一种单头体积式多行程高精度自动灌装机,包括进料机构,灌料机构,控制机构;
所述进料机构包括液体原料高位槽1,以及固定连接在所述液体原料高位槽1上的料箱进料管14,和固定在所述料箱进料管14上的料箱进料阀16;
所述灌装机构包括灌装料管,分别固定在所述灌装料管上下两端的灌装进料阀2和灌装阀3;与所述灌装料管垂直固定的灌装缸筒5;在所述灌装料管的下方还设置有瓶子4;
所述控制机构包括伺服电机11,通过伺服电机11控制的滚珠丝杆推进器12及滚珠丝杆组件;所述滚珠丝杆组件与所述灌装缸筒5固定连接;所述滚珠丝杆推进器12两侧还设置有与滚珠丝杆组件配合的传感器。
优选的,所述滚珠丝杆组件包括通过滚珠丝杆推进器12控制,水平设置的滚珠丝杆10,设置在所述滚珠丝杆10两端的丝杆前部限位片17和丝杆后部限位片18,与所述滚珠丝杆10固定连接的活塞推杆7和与所述活塞推杆7固定连接的活塞6,所述活塞6在所述灌装缸筒5内滑动设置。
优选的,所述传感器分别为设置在所述滚珠丝杆推进器12右侧的缸筒零位传感器8和设置在所述滚珠丝杆推进器12左侧的缸筒满位传感器9。
优选的,所述液体液位高位槽1还设置有料筒也为传感器15。
优选的,所述灌装阀3处还设置有频道传感器13。
优选的,所述滚珠丝杆推进器12下方还设置有台型滚珠丝杆推进器固定座19。
优选的,所述灌装缸筒5与所述灌装料管通过法兰固定连接。
本发明的有益效果为:一般操作工完全可以完成整套灌装操作,只需要在操作屏幕上选择相应的产品、在灌装期间人工检查的相关重量数据在屏幕上写入即可,PLC会自动进行误差纠正。在灌装过程中,一次进料可以完成多瓶灌装,或多次进料灌装完成一瓶灌装,同样体积的缸体灌装可灌装重量范围扩大了一倍,活塞推进快慢按程序要求自动控制,有效防止了发生灌装时的溶液喷溅,灌装精度也提高了一倍。
附图说明
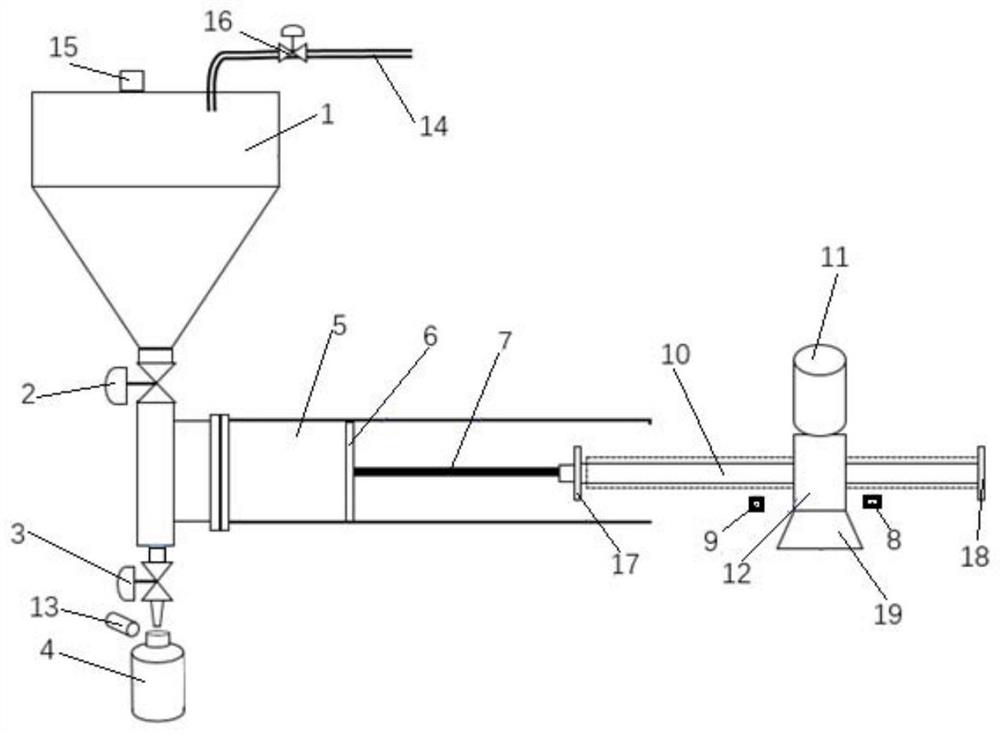
图1为本发明结构示意图;
图中,
1,液体原料高位槽;2、灌装进料阀;3、灌装阀;4、瓶子;5,灌装缸筒;6、活塞;7、活塞推杆;8、缸筒零位传感器;9、缸筒满位传感器;10、滚珠丝杆;11、伺服电机;12、滚珠丝杆推进器;13、瓶到传感器;14、料箱进料管;15、料箱液位传感器;16、料箱进料阀;17、丝杆前部限位片;18、丝杆后部限位片;19、滚珠丝杆推进器固定坐
具体实施方式
下面结合附图对本实用进行详细描述,本部分的描述仅是示范性和解释性,不应对本发明的保护范围有任何的限制作用。
本发明提供一种单头体积式多行程高精度自动灌装机,包括进料机构,灌料机构,控制机构;
所述进料机构包括液体原料高位槽1,以及固定连接在所述液体原料高位槽1上的料箱进料管14,和固定在所述料箱进料管14上的料箱进料阀16;
所述灌装机构包括灌装料管,分别固定在所述灌装料管上下两端的灌装进料阀2和灌装阀3;与所述灌装料管垂直固定的灌装缸筒5;在所述灌装料管的下方还设置有瓶子4;
所述控制机构包括伺服电机11,通过伺服电机11控制的滚珠丝杆推进器12及滚珠丝杆组件;所述滚珠丝杆组件与所述灌装缸筒5固定连接;所述滚珠丝杆推进器12两侧还设置有与滚珠丝杆组件配合的传感器。
本实施例中优选的,所述滚珠丝杆组件包括通过滚珠丝杆推进器12控制,水平设置的滚珠丝杆10,设置在所述滚珠丝杆10两端的丝杆前部限位片17和丝杆后部限位片18;与所述滚珠丝杆10固定连接的活塞推杆7和与所述活塞推杆7固定连接的活塞6,所述活塞(6)在所述灌装缸筒5内滑动设置。
本实施例中优选的,所述传感器分别为设置在所述滚珠丝杆推进器12右侧的缸筒零位传感器8和设置在所述滚珠丝杆推进器12左侧的缸筒满位传感器9。
本实施例中优选的,所述液体液位高位槽1还设置有料筒也为传感器15。
本实施例中优选的,所述灌装阀3处还设置有频道传感器13。
本实施例中优选的,所述滚珠丝杆推进器12下方还设置有台型滚珠丝杆推进器固定座19。
本实施例中优选的,所述灌装缸筒5与所述灌装料管通过法兰固定连接。
按图1所示,把所有的设备安装好,把料箱液位传感器15、料箱进料阀16、灌装进料阀2、灌装阀3、缸筒零位传感器8、缸筒满位传感9、伺服电机11、瓶到传感器13接入PLC控制器,安装好人机操作电脑界面,编好相应的操作界面、产品参数等并与PLC连接。在PLC中编入相应的控制程序。
在操作界面选择要灌装的产品号,下载、确认,系统将自动确认加载一个进料过程可以灌的瓶子数量、及各段行程的偏差修正值等各项参数。
按“复位灌装机”按钮,灌装机运行复位程序,打开灌装进料阀2,伺服电机驱动滚珠丝杆10推动活塞向前推进,当丝杆后部限位片18到达缸筒零位传感器8位置时,PLC接收到信号,伺服电机11停止运行,活塞推进停止,关闭进料阀。
液体原料高位槽1接料,在人机界面上按“料箱接料”按钮,系统关闭灌装接料阀2,打开料箱进料阀16,加入需要灌装的溶液,到设定液位后关闭料箱进料阀16。
然后在操作面板上按“接料开始”按钮,运行接料程序,即进料、驱赶内部空气,打开灌装进料阀2,溶液进入下部管道,5秒后伺服电机运行,驱动丝杆拉动活塞按照接料速度向后运行,当丝杆前部限位片(17)到达缸筒满位传感器9位置,PLC接到缸筒满位传感器9信号,伺服电机11停止运行,活塞停止移动,2秒后,伺服电机11运行,推动活塞6向前移动,丝杆后部限位片18到达缸体零位传感器8位置,再停止2秒后,伺服电机11再次驱动活塞6向后移动,丝杆前部限位片17到达缸体满位传感器9位置,停止运行,2秒后,然后伺服电机11再次驱动活塞6向前移动2毫米,去掉滚珠丝杆推进器12换向机械间隙误差。
瓶子4到位,PLC接到瓶到传感器13信号,按“开始灌装”按钮,灌装机启动灌装,PLC发出定量的脉冲并打开灌装阀3,伺服电机驱动丝杆活塞向前推进相应的距离,每次灌装,当推进到规定距离的95%时,电机减速推进直至停止,关闭灌装阀3,第一段行程的灌装完成,然后再进一个瓶子,当瓶到传感器13再次检测到瓶子到达时,PLC发出再次灌装的指令,伺服电机11驱动丝杆活塞6向前推进相应的距离,完成第二行程的灌装,依次类推,完成首次各行程灌装,首批各行程灌装量必须人工称量检查,确认精度,是否需要修改系统原有的偏差修正值,如果需要修改,可以在屏幕上修改相应段的偏差修正值,并保存。
首次灌装完成后,系统将连续完成,料箱低位进料、灌装进料,进瓶、灌装、出瓶等相关动作,自动完成灌装各个步骤。
需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
以上所述的本发明实施方式,并不构成对本发明保护范围的限定。任何在本发明的精神和原则之内所作的修改、等同替换和改进等,均应包含在本发明的权利要求保护范围之内。
- 一种单头体积式多行程高精度自动灌装机
- 一种单头体积式多行程高精度自动灌装机