一种机动车号牌用反光铝卷带及其生产工艺和反光铝板
文献发布时间:2023-06-19 10:19:37
技术领域
本发明属于反光铝卷产品技术领域,具体涉及一种机动车号牌用反光铝卷带及其生产工艺和反光铝板。
背景技术
现有技术的机动车号牌用反光铝卷采用铝卷表面直接粘接反光膜的方式制作而成,存在生产过程中人工、用电和物流运输等综合成本高,增加了生产成本的问题,且制作过程中剥离的反光膜背纸不能再使用,成为固废,需要运输至专门处理固废的环保单位进行处理,处理过程中还会产生大量的碳排放,存在不利于环保和处理费用高的问题;为解决上述问题,开发一种机动车号牌用反光铝卷带及其生产工艺和反光铝板很有必要。
发明内容
本发明的目的是为了克服现有技术的不足,而提供一种生产成本低、有利于环保、产品适应性好、产品应用范围广的机动车号牌用反光铝卷带及其生产工艺和反光铝板。
本发明的目的是这样实现的:第一方面,提供了一种机动车号牌用反光铝卷带,包括普通铝卷的铝基层,所述铝基层的上端面涂覆有粘接胶层A,所述粘接胶层A的上端面喷撒有玻璃微珠层,所述玻璃微珠层的上端面涂覆有保护胶层。
优选的,所述粘接胶层A的上端面喷撒有铝粉层,所述铝粉层的上端面涂覆有粘接胶层B,所述粘接胶层B的上端面喷撒有玻璃微珠层,所述玻璃微珠层的上端面涂覆有保护胶层。
优选的,所述粘接胶层A的上端面粘接有PET镀铝膜,所述PET镀铝膜的上端面涂覆有粘接胶层B,所述粘接胶层B的上端面喷撒有玻璃微珠层,所述玻璃微珠层的上端面涂覆有保护胶层。
优选的,所述铝基层的上端面为具有若干经喷砂工艺形成的凹槽的凹凸不平结构,所述凹凸不平结构的上端面涂覆有粘接胶层A,所述粘接胶层A的上端面喷撒有玻璃微珠层,所述玻璃微珠层数量若干的玻璃微珠大致与数量若干的所述凹槽一一对应设置,所述玻璃微珠层的上端面涂覆有保护胶层。
进一步优选的,所述粘接胶层A的上端面喷撒有铝粉层,所述铝粉层的上端面涂覆有粘接胶层B,所述粘接胶层B的上端面喷撒有玻璃微珠层,所述玻璃微珠层数量若干的玻璃微珠大致与数量若干的所述凹槽一一对应设置,所述玻璃微珠层的上端面涂覆有保护胶层。
进一步优选的,所述凹凸不平结构的上端面具有经阳极氧化工艺形成的氧化铝膜层,所述氧化铝膜层的上端面涂覆有粘接胶层A,所述粘接胶层A的上端面喷撒有铝粉层,所述铝粉层的上端面涂覆有粘接胶层B,所述粘接胶层B的上端面喷撒有玻璃微珠层,所述玻璃微珠层数量若干的玻璃微珠大致与数量若干的所述凹槽一一对应设置,所述玻璃微珠层的上端面涂覆有保护胶层。
更进一步优选的,所述玻璃微珠的直径为30~85um,折射率为1.9~2.25。
第二方面,提供了一种机动车号牌用反光铝卷带的生产工艺,包括如下步骤:放卷、除油、纯水清洗、除灰、纯水清洗、出光、纯水清洗、喷砂、阳极氧化、涂粘接胶层A、喷撒铝粉层或粘接PET镀铝膜、烘干、涂粘接胶层B、喷撒玻璃微珠层、烘干、涂保护胶层,烘干、收卷;其中,需要通过对各个步骤的选择与组合,来生产出上述任一项所述机动车号牌用反光铝卷带;其中,喷砂用于形成凹槽,喷砂所用砂石与玻璃微珠外形规格基本相同,喷砂于铝基层上端面形成的凹槽分布密度与玻璃微珠层的玻璃微珠分布密度基本相同。
优选的,所述保护胶层为高耐候性的多元丙烯酸树脂涂料,其中多元丙烯酸树脂涂料为在丙烯酸树脂中加入质量百分比0.9~1.1%紫外线吸收剂、0.4~0.6%抗氧化剂、0.15~0.25%纳米二氧化硅消光剂和0.8~1.0%流平剂的混合溶液。
第三方面,提供了一种机动车号牌用反光铝板,所述反光铝板具有与前述任一项所述机动车号牌用反光铝卷带相同的层结构。
由于采用了上述技术方案,本发明的有益效果是:
(1)本发明将反光胶层直接做在铝卷表面,生产过程中可减少人工、用电和物流运输等,综合可减少约每平方米1元的成本,整体每年可节约成本2亿元左右,极大地降低了生产成本;
(2)本发明不再产生固废,固废每吨处理费用3000元左右(包括运输、人工等费用),每年产生剥离纸6000~10000吨左右,因此每年可减少固废处理费用1.8亿~3亿元,同时还可减少碳排放量30000~50000吨,解决了现有技术存在的不利于环保和固废处理费用高的问题;
(3)本发明产品层结构设计灵活多样,可适应不同使用环境的需求,产品适应性好,且本发明产品可应用于标志、标牌、机动车号牌、车身反光和建筑装饰等领域,产品应用范围广;
总的,本发明具有生产成本低、有利于环保、产品适应性好、产品应用范围广的优点。
附图说明
图1是本发明的第一种实施方式的层结构示意图。
图2是本发明的第二种实施方式和第三种实施方式的层结构示意图。
图3是本发明的第四种实施方式的层结构示意图。
图4是本发明的第五种实施方式的层结构示意图。
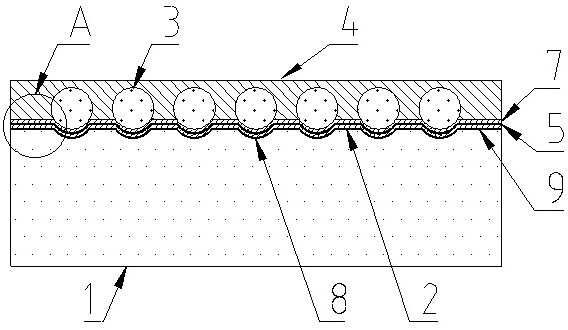
图5是本发明的第六种实施方式的层结构示意图。
图6是图5的A处的放大结构示意图。
图中:1、铝基层 2、粘接胶层A 3、玻璃微珠层 4、保护胶层 5、铝粉层 6、PET镀铝膜 7、粘接胶层B 8、凹槽 9、氧化铝膜层。
具体实施方式
下面通过实施例,并结合附图,对本发明的技术方案做进一步具体的说明。
第一方面,如图1所示,本发明提供了一种机动车号牌用反光铝卷带的第一种实施方式,包括普通铝卷的铝基层1,铝基层1的上端面涂覆有粘接胶层A2,粘接胶层A2的上端面喷撒有玻璃微珠层3,玻璃微珠层3的上端面涂覆有保护胶层4。其中,玻璃微珠层3由若干玻璃微珠组成,起反光作用。其中,粘接胶层A2为树脂胶,用于将玻璃微珠粘接在铝基层1上。其中,保护胶层4用于保护玻璃微珠,并整体保护产品。
如图2所示,本发明提供了一种机动车号牌用反光铝卷带的第二种实施方式,包括普通铝卷的铝基层1,铝基层1的上端面涂覆有粘接胶层A2,粘接胶层A2的上端面喷撒有铝粉层5,铝粉层5的上端面涂覆有粘接胶层B7,粘接胶层B7的上端面喷撒有玻璃微珠层3,玻璃微珠层3的上端面涂覆有保护胶层4。其中,铝粉层5作为金属反射层,用于辅助玻璃微珠层3起到更好的反光作用。
如图2所示,本发明提供了一种机动车号牌用反光铝卷带的第三种实施方式,包括普通铝卷的铝基层1,铝基层1的上端面涂覆有粘接胶层A2,粘接胶层A2的上端面粘接有PET镀铝膜6,PET镀铝膜6的上端面涂覆有粘接胶层B7,粘接胶层B7的上端面喷撒有玻璃微珠层3,玻璃微珠层3的上端面涂覆有保护胶层4。其中,PET镀铝膜6作为金属反射层,用于辅助玻璃微珠层3起到更好的反光作用。
如图3所示,本发明提供了一种机动车号牌用反光铝卷带的第四种实施方式,包括普通铝卷的铝基层1,铝基层1的上端面为具有若干经喷砂工艺形成的凹槽8的凹凸不平结构,凹凸不平结构的上端面涂覆有粘接胶层A2,粘接胶层A2的上端面喷撒有玻璃微珠层3,玻璃微珠层3数量若干的玻璃微珠大致与数量若干的凹槽8一一对应设置,玻璃微珠层3的上端面涂覆有保护胶层4。其中,数量若干的凹槽8起到聚光的作用,用于辅助玻璃微珠层3起到更好的反光作用。
如图4所示,本发明提供了一种机动车号牌用反光铝卷带的第五种实施方式,包括普通铝卷的铝基层1,铝基层1的上端面为具有若干经喷砂工艺形成的凹槽8的凹凸不平结构,凹凸不平结构的上端面涂覆有粘接胶层A2,粘接胶层A2的上端面喷撒有铝粉层5,铝粉层5的上端面涂覆有粘接胶层B7,粘接胶层B7的上端面喷撒有玻璃微珠层3,玻璃微珠层3数量若干的玻璃微珠大致与数量若干的凹槽8一一对应设置,玻璃微珠层3的上端面涂覆有保护胶层4。其中,数量若干的凹槽8使得铝粉层5也形成凹凸不平结构,铝粉层5作为金属反射层的同时凹凸不平的铝粉层5的凹陷处还起到聚光作用,用于辅助玻璃微珠层3起到更好的反光作用。
如图5和图6所示,本发明提供了一种机动车号牌用反光铝卷带的第六种实施方式,包括普通铝卷的铝基层1,铝基层1的上端面为具有若干经喷砂工艺形成的凹槽8的凹凸不平结构,凹凸不平结构的上端面具有经阳极氧化工艺形成的氧化铝膜层9,氧化铝膜层9的上端面涂覆有粘接胶层A2,粘接胶层A2的上端面喷撒有铝粉层5,铝粉层5的上端面涂覆有粘接胶层B7,粘接胶层B7的上端面喷撒有玻璃微珠层3,玻璃微珠层3数量若干的玻璃微珠大致与数量若干的凹槽8一一对应设置,玻璃微珠层3的上端面涂覆有保护胶层4。其中,氧化铝膜层9在铝基层1的上端面形成一层致密的氧化铝,起到保护铝基板1的作用,并整体提升产品的强度、耐腐蚀、抗磨损、耐高温和不导电等性能。
具体实施时,玻璃微珠的直径为30~85um,折射率为1.9~2.25。
第二方面,本发明提供了一种机动车号牌用反光铝卷带的生产工艺,包括如下步骤:放卷、除油、纯水清洗、除灰、纯水清洗、出光、纯水清洗、喷砂、阳极氧化、涂粘接胶层A2、喷撒铝粉层5或粘接PET镀铝膜6、烘干、涂粘接胶层B7、喷撒玻璃微珠层3、烘干、涂保护胶层4,烘干、收卷;其中,需要通过对各个步骤的选择与组合,来生产出上述六种实施方式的机动车号牌用反光铝卷带;其中,喷砂用于形成凹槽8,喷砂所用砂石与玻璃微珠外形规格基本相同,喷砂于铝基层上端面形成的凹槽分布密度与玻璃微珠层的玻璃微珠分布密度基本相同。其中,放卷、除油、纯水清洗、除灰、纯水清洗、出光、纯水清洗为现有工艺,用于铝卷的清洗。其中,阳极氧化为现有工艺,用于形成氧化铝膜层9。其中,喷砂、阳极氧化、涂粘接胶层A2、喷撒铝粉层5或粘接PET镀铝膜6、烘干、涂粘接胶层B7需要选择与组合,以生产出实际需要的产品。
具体实施时,第一种实施方式的生产工艺为:放卷、除油、纯水清洗、除灰、纯水清洗、出光、纯水清洗、涂粘接胶层A2、喷撒玻璃微珠层3、烘干、涂保护胶层4,烘干、收卷。
第二种实施方式的生产工艺为:放卷、除油、纯水清洗、除灰、纯水清洗、出光、纯水清洗、涂粘接胶层A2、喷撒铝粉层5、烘干、涂粘接胶层B7、喷撒玻璃微珠层3、烘干、涂保护胶层4,烘干、收卷。
第三种实施方式的生产工艺为:放卷、除油、纯水清洗、除灰、纯水清洗、出光、纯水清洗、涂粘接胶层A2、粘接PET镀铝膜6、烘干、涂粘接胶层B7、喷撒玻璃微珠层3、烘干、涂保护胶层4,烘干、收卷。
第四种实施方式的生产工艺为:放卷、除油、纯水清洗、除灰、纯水清洗、出光、纯水清洗、喷砂、涂粘接胶层A2、喷撒玻璃微珠层3、烘干、涂保护胶层4,烘干、收卷。
第五种实施方式的生产工艺为:放卷、除油、纯水清洗、除灰、纯水清洗、出光、纯水清洗、喷砂、涂粘接胶层A2、喷撒铝粉层5、烘干、涂粘接胶层B7、喷撒玻璃微珠层3、烘干、涂保护胶层4,烘干、收卷。
第六种实施方式的生产工艺为:放卷、除油、纯水清洗、除灰、纯水清洗、出光、纯水清洗、喷砂、阳极氧化、涂粘接胶层A2、喷撒铝粉层5、烘干、涂粘接胶层B7、喷撒玻璃微珠层3、烘干、涂保护胶层4,烘干、收卷。
优选的,保护胶层为高耐候性的多元丙烯酸树脂涂料,其中多元丙烯酸树脂涂料为在丙烯酸树脂中加入质量百分比0.9~1.1%紫外线吸收剂、0.4~0.6%抗氧化剂、0.15~0.25%纳米二氧化硅消光剂和0.8~1.0%流平剂的混合溶液。
第三方面,本发明提供了一种机动车号牌用反光铝板,反光铝板具有与上述六种实施方式的机动车号牌用反光铝卷带相同的层结构,一般来说,反光铝板由反光铝卷带裁切而成。
下面是本发明提供的六个具体实施例(分别对应上述六种实施方式)。
实施例1
准备保护胶层材料:取丙烯酸树脂5kg、紫外线吸收剂45g、抗氧化剂20g、纳米二氧化硅消光剂7.5g、流平剂40g,上机搅拌混合均匀待用。
普通铝卷经放卷、除油、纯水清洗、除灰、纯水清洗、出光、纯水清洗、涂粘接胶层A2(树脂胶)、喷撒玻璃微珠层3、烘干、涂保护胶层4,烘干、收卷,得反光铝卷带产品。
实施例2
准备保护胶层材料:取丙烯酸树脂5kg、紫外线吸收剂50g、抗氧化剂25g、纳米二氧化硅消光剂10g、流平剂45g,上机搅拌混合均匀待用。
普通铝卷经放卷、除油、纯水清洗、除灰、纯水清洗、出光、纯水清洗、涂粘接胶层A2(树脂胶)、喷撒铝粉层5、烘干、涂粘接胶层B7(树脂胶)、喷撒玻璃微珠层3、烘干、涂保护胶层4,烘干、收卷,得反光铝卷带产品。
实施例3
准备保护胶层材料:取丙烯酸树脂5kg、紫外线吸收剂55g、抗氧化剂30g、纳米二氧化硅消光剂12.5g、流平剂50g,上机搅拌混合均匀待用。
普通铝卷经放卷、除油、纯水清洗、除灰、纯水清洗、出光、纯水清洗、涂粘接胶层A2(树脂胶)、粘接PET镀铝膜6、烘干、涂粘接胶层B7(树脂胶)、喷撒玻璃微珠层3、烘干、涂保护胶层4,烘干、收卷,得反光铝卷带产品。
实施例4
准备保护胶层材料:取丙烯酸树脂5kg、紫外线吸收剂45g、抗氧化剂20g、纳米二氧化硅消光剂7.5g、流平剂40g,上机搅拌混合均匀待用。
普通铝卷经放卷、除油、纯水清洗、除灰、纯水清洗、出光、纯水清洗、喷砂、涂粘接胶层A2(树脂胶)、喷撒玻璃微珠层3、烘干、涂保护胶层4,烘干、收卷,得反光铝卷带产品。
实施例5
准备保护胶层材料:取丙烯酸树脂5kg、紫外线吸收剂50g、抗氧化剂25g、纳米二氧化硅消光剂10g、流平剂45g,上机搅拌混合均匀待用。
普通铝卷经放卷、除油、纯水清洗、除灰、纯水清洗、出光、纯水清洗、喷砂、涂粘接胶层A2(树脂胶)、喷撒铝粉层5、烘干、涂粘接胶层B7(树脂胶)、喷撒玻璃微珠层3、烘干、涂保护胶层4,烘干、收卷,得反光铝卷带产品。
实施例6
准备保护胶层材料:取丙烯酸树脂5kg、紫外线吸收剂55g、抗氧化剂30g、纳米二氧化硅消光剂12.5g、流平剂50g,上机搅拌混合均匀待用。
普通铝卷经放卷、除油、纯水清洗、除灰、纯水清洗、出光、纯水清洗、喷砂、阳极氧化、涂粘接胶层A2(树脂胶)、喷撒铝粉层5、烘干、涂粘接胶层B7(树脂胶)、喷撒玻璃微珠层3、烘干、涂保护胶层4,烘干、收卷,得反光铝卷带产品。
下面是本发明六个实施例所得反光铝卷带产品的逆发射系数测试数据。
可见,本发明的反光铝卷带产品符合参考标准国标《机动车号牌用反光膜》2016版的要求,可应用于机动车号牌制作。
最后应说明的是,以上实施例仅用以说明本发明的技术方案,而非对其限制,尽管参照上述实施例对本发明进行了详细的说明,所属领域的普通技术人员应当理解,依然可以对本发明的具体实施方式进行修改或者等同替换,而未脱离本发明精神和范围的任何修改或者等同替换,其均应涵盖在本发明的权利要求范围当中。
- 一种机动车号牌用反光铝卷带及其生产工艺和反光铝板
- 一种机动车号牌用反光铝卷及其生产工艺和反光铝板