一种开关座自动注塑辅助装置
文献发布时间:2023-06-19 13:51:08
技术领域
本申请涉及开关座注塑技术领域,尤其是涉及一种开关座自动注塑辅助装置。
背景技术
目前在开关座的生产过程中,大多采用注塑脱模的方式形成绝缘的塑料开关座,并在其中一半的开关座内需要开设螺纹,以便于将另一半开关座进行螺纹连接。
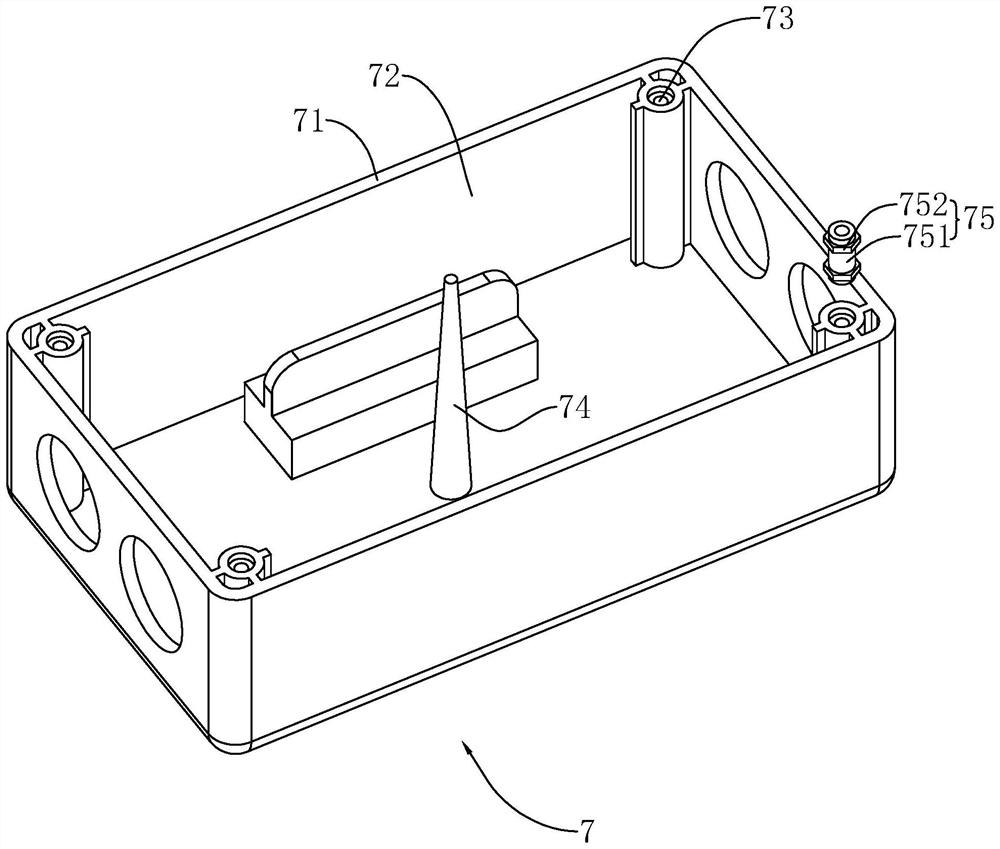
参照图1,通常在开关座7内开设螺纹的方式为在注塑模具上安装有塑模针,在开关座7注塑脱模之前,先通过人工手动将螺母件75套在塑模针上。然后利用注塑模具进行注塑形成开关座7,并且塑模针注塑形成固定孔73,以将螺母件75直接成型在固定孔73内,以供另一半开关座7进行螺纹连接。螺母件75包括螺纹柱751、一体成型在螺纹柱751上的螺母752,螺母752固定于固定孔73内,螺纹柱751内中空且有螺纹,以供另一半开关座7通过螺栓螺纹连接于螺纹柱751内,将两半开关座7相固定。
发明人认为:通过人工手动将多个螺母件套在塑模针上较为麻烦,从而导致开关座的注塑脱模效率较低。
发明内容
为了提高开关座的注塑脱模效率,本申请的目的是提供一种开关座自动注塑辅助装置。
本申请提供的一种开关座自动注塑辅助装置采用如下的技术方案:
一种开关座自动注塑辅助装置,包括机架、设置于所述机架旁的上料机构、设置于所述机架上的夹取机构,所述夹取机构包括滑动设置于所述机架上的夹取座、若干设置于所述夹取座上的夹爪、若干设置于所述夹取座上的送料件、设置于所述机架上的驱动组件,所述上料机构用于放置螺母件并供夹爪夹取,所述送料件包括设置于所述夹取座上并位于夹爪之间的顶杆、滑动套设于所述顶杆上的套筒、设置于所述夹取座上驱动所述套筒滑移的气缸一,所述驱动组件用于驱动夹取座滑移后带动夹爪和顶杆朝塑模针滑移,以将所述顶杆伸入螺母件内,并在气缸一的驱动下,驱动套筒将螺母件抵接至塑模针上。
通过采用上述技术方案,当将螺母件送入塑模针上时,上料机构将螺母件自动输送在夹爪一侧,驱动组件驱动夹爪和夹取座滑移至上料机构的一侧,然后夹爪张开,驱动组件驱动夹爪和夹取座朝上料机构滑移,使得顶杆伸入螺母件内。然后夹爪再将套在顶杆上的螺母件夹紧,继续启动驱动组件,将夹爪和顶杆一同移动至模具上,使得顶杆和塑模针相对齐。然后驱动组件带动夹爪和顶杆朝塑模针滑移,同时夹爪张开、气缸一驱动套筒朝塑模针滑移,以使套筒将螺母件朝塑模针抵动,使得螺母件逐渐全部套入塑模针上,以实现螺母件自动套入塑模针上。因此通过设置夹爪、顶杆之间的配合,利用驱动组件带动夹爪和顶杆滑移,将螺母件套在顶杆上后转移至和塑模针相对齐,并通过气缸一的推动将顶杆上的螺母件受到套筒的抵动,使得套筒在驱动组件的驱动下将螺母件抵动至塑模针上,实现螺母件自动套在塑模针上,缩短螺母件套在塑模针上需要的时间,从而提高开关座的注塑脱模效率。
可选的,所述驱动组件包括水平滑动设置于所述机架上的横移件、水平滑动设置于横移件上的纵移件、竖直方向滑动设置于所述纵移件的竖移件,所述横移件和纵移件的滑动方向相互垂直,所述夹取座设置于所述竖移件上。
通过采用上述技术方案,当驱动组件驱动夹爪和顶杆移动时,横移件带动纵移件、竖移件、夹取座朝上料机构滑移,以使夹爪移动至上料机构,使得上料机构将螺母件输送至夹爪上夹紧后,横移件带动夹取座和夹爪移动至塑模针的上方,然后竖移件带动夹取座下滑,使得顶杆上的螺母件和塑模针相对齐。再启动纵移件,使得夹取座朝塑模针滑移,并在套筒的抵接下,以使塑模针伸入螺母件内,实现夹爪和顶杆的自动移动,从而便于转移夹紧后的螺母件。
可选的,所述竖移件的下端铰接有翻板,所述竖移件上设有驱动所述翻板翻转的气缸二,所述翻板的一侧设有吸盘,所述气缸二用于驱动翻板从水平转动至竖直,以将所述吸盘朝向脱模后的开关座。
通过采用上述技术方案,当将注塑完成后的开关座进行脱模时,气缸二活塞杆伸长使得翻板翻转至竖直,竖移件下滑至开关座的一侧,然后纵移件带动夹取座朝开关座滑移,使得吸盘抵接于开关座上。然后利用吸盘将开关座吸紧后,纵移件带动夹取座朝远离模具的方向滑移,以通过吸盘吸住开关座后将开关座脱离模具。之后气缸二活塞杆收缩,带动翻板转动至水平,然后利用竖移件将转动至水平的开关座放下。因此通过设置翻板、吸盘和气缸二,利用吸盘将注塑成型的开关座进行吸附,通过气缸二驱动翻板的翻转,使得吸附后的开关座在翻板的翻动下转动,以便于调整开关座的角度,从而便于将开关座取出后进行放置。
可选的,所述上料机构包括设置于机架下方的上料台、设置于所述上料台的上料轨道、连接于所述上料轨道远离上料台一端的振动盘,所述上料台上开设有供螺母件输出的出料口,所述上料台内设有将单个螺母件从出料口输出的出料组件。
通过采用上述技术方案,当将螺母件自动输送至夹爪时,振动盘振动将多个螺母件依次通过上料轨道输送至出料口,然后通过出料组件将单个螺母件从出料口输出,以供夹爪将单个螺母件夹取后,出料组件将下一个螺母件继续从出料口输出,将其余的螺母件依次封堵在上料轨道内,从而便于夹爪夹取单个螺母件。
可选的,所述出料组件包括滑移于所述上料台内的上料板、驱动所述上料板滑移的气缸三,所述上料板滑移方向和螺母件输送方向相垂直,所述上料板上开设有若干供螺母件从上料轨道送入的储料槽,所述出料口和所述上料轨道相互错位,所述上料台上设有将所述储料槽内的螺母件从出料口推出的气缸四。
通过采用上述技术方案,当振动盘将螺母件从上料轨道输送至上料台内时,上料轨道内的单个螺母件随着振动盘振动而输送至上料板的储料槽内,此时单个储料槽内仅有一个螺母件。然后气缸三启动推动上料板朝出料口滑移,使得储料槽滑离上料轨道并和出料口连通,此时储料槽对准气缸四。再启动气缸四,将位于储料槽内的螺母件推至出料口,直至螺母件从出料口中推出至顶杆上,实现单个螺母件于出料台内的推出。因此通过设置上料板、气缸三、气缸四的配合,利用储料槽分别和上料轨道、出料口的对准,使得单个螺母件进入出料槽内后即可受到气缸四的推出,从而便于将上料轨道中的单个螺母件推出至顶杆上。
可选的,所述机架上设有将开关座多余胶料切掉的切胶机构,所述切胶机构包括设置于所述机架上的刀座、铰接于所述刀座内并交叉的两块铰接板、固定于铰接板同一端上形成剪刃的刀片、设置于所述刀座上驱动铰接板转动并带动刀片剪切的驱动件。
通过采用上述技术方案,当将螺母件自动装入开关座内后,利用气缸二驱动翻板转动至竖直,以便于吸盘吸住开关座将其从模具上取下,取下之后,横移件带动夹取座朝刀座移动。进而带动开关座朝刀片移动,使得刀片伸入开关座内,并使得开关座内注塑时形成的多余的胶料位于刀片之间。然后启动驱动件,驱动件驱动铰接板转动,使得刀片进行剪切,以将开关座内多余的胶料进行切除,从而便于将开关座注塑时形成的多余的胶料切除。
可选的,所述驱动件包括设置于所述刀座上驱动所述铰接板相互靠近或远离的气缸五。
通过采用上述技术方案,当驱动铰接板转动带动刀片进行剪切时,和铰接板对应的气缸五启动,推动两块铰接板转动,使得铰接板靠近气缸五的一端相互靠拢,然后使得刀片也随铰接板的靠拢而形成剪切,以对开关座内多余的胶料进行切除。
可选的,所述驱动件还包括设置于所述刀座上的气缸六,所述气缸六的活塞杆上设有推入铰接板之间的推块,所述推块朝远离所述气缸六的方向呈渐缩状,且靠近所述刀片的铰接板之间设置有弹簧一,所述弹簧一用于带动铰接板转动将刀片张开,所述铰接板并排铰接于刀座上,所述推块用于推入铰接板后带动刀片相互靠近形成剪切。
通过采用上述技术方案,当驱动铰接板转动带动刀片进行剪切时,气缸六活塞杆伸长带动推块伸入铰接板远离刀片的一端,使得铰接板远离刀片的一端受到推块的推动后相互远离,并将弹簧一压缩,进而使得铰接板靠近刀片的一端相互靠拢,以带动刀片形成剪切。剪切完推块脱离铰接板厚,弹簧一作用于铰接板上使得刀片张开,以便于下次对胶料进行剪切。进而减少驱动铰接板转动所需的动力源,从而便于刀片将开关座内多余的胶料进行切除。
可选的,所述机架上设有位于夹爪下方的压合架,所述压合架上设有将脱模的开关座自动输送的输送组件,所述压合架上设有沿竖直方向滑移的压合板,所述压合架上设有驱动所述压合板滑移的气缸七,所述压合板的周向侧壁朝远离所述气缸七的方向呈渐缩状,所述压合板用于滑入开关座内将开关座撑开进行定型。
通过采用上述技术方案,当将开关座内多余的胶料切除后,横移件带动夹取座移动至压合架上方,然后气缸二回缩,带动翻板转动至水平,以使开关座转动至水平。然后竖移件带动夹取座下滑,将开关座水平放置输送组件上,然后吸盘松开对开关座的吸附,使得开关座落至输送组件上,通过输送组件将开关座输送至压合板下方。再启动气缸七带动压合板下滑至开关座内,以使压合板将开关座撑开定型,减少开关座冷却时产生的内凹,从而提高开关座脱模后的质量。
可选的,所述压合架上沿竖直方向滑动设置有定位板,所述定位板用于抵接脱模后的开关座并阻挡其输送,所述压合架上设有驱动所述定位板滑移的气缸八。
通过采用上述技术方案,当将脱模除胶后的开关座进行冷却定型时,吸盘松开开关座,将开关座放置输送组件上,此时气缸八启动,带动定位板下滑,输送组件将开关座输送至定位板,使得开关座的侧壁抵接于定位板,以将开关座于输送组件上拦截,并对开关座进行定位,以使开关座位于压合板的正下方,从而便于压合板精准压入开关座内对其进行定型。
综上所述,本申请包括以下至少一种有益技术效果:
通过设置夹爪、顶杆之间的配合,利用驱动组件带动夹爪和顶杆滑移,将螺母件套在顶杆上后转移至和塑模针相对齐,并通过气缸一的收缩将顶杆上的螺母件受到套筒的抵接,使得套筒在驱动组件的驱动下将螺母件套在塑模针上,实现螺母件自动套在塑模针上,缩短螺母件套在塑模针上需要的时间,从而提高开关座的注塑脱模效率;
通过设置翻板、吸盘和气缸二,利用吸盘将注塑成型的开关座进行吸附,通过气缸二驱动翻板的翻转,使得吸附后的开关座在翻板的翻动下转动,以便于调整开关座的角度,从而便于将开关座取出后进行放置;
通过设置上料板、气缸三、气缸四的配合,利用储料槽分别和上料轨道、出料口的对准,使得单个螺母件进入出料槽内后即可受到气缸四的推出,从而便于将上料轨道中的单个螺母件推出至顶杆上;
通过设置铰接板、刀片,利用气缸五驱动铰接板转动,使得刀片进行剪切,以将开关座内多余的胶料进行切除,从而便于将开关座注塑时形成的多余的胶料切除;
通过设置压合板和定位板,利用定位板对输送组件上的开关座进行定位,以便于压合板在气缸七的驱动下伸入开关座内进行定型,减少开关座冷却时产生的内凹,从而提高开关座脱模后的质量。
附图说明
图1是开关座和螺母件的爆炸示意图。
图2是本申请实施例1的整体结构示意图。
图3是本申请实施例1用于展示上料机构的结构示意图。
图4是本申请实施例1用于展示出料组件的剖面示意图。
图5是本申请实施例1用于展示塑膜针的结构示意图。
图6是本申请实施例1用于展示驱动组件的爆炸示意图。
图7是本申请实施例1用于展示送料件的爆炸示意图。
图8是本申请实施例1用于展示切胶机构的结构示意图。
图9是本申请实施例1用于展示压合机构的结构示意图。
图10是本申请实施例2用于展示切胶机构的结构示意图。
图11是本申请实施例3用于展示切胶机构的结构示意图。
附图标记说明:1、机架;11、横梁;12、立柱;2、上料机构;21、基座;22、支架;221、固定框;222、横板;23、上料台;231、出料口;24、振动盘;25、上料轨道;26、出料组件;261、上料板;262、气缸三;263、气缸四;264、储料槽;3、脱模机构;31、脱模箱;32、模具;33、塑模针;4、夹取机构;41、驱动组件;411、横移件;4111、滑座一;4112、电机一;4113、滑轨一;4114、齿轮一;4115、齿条一;412、纵移件;4121、纵梁;4122、滑座二;4123、电机二;4124、滑轨二;4125、齿轮二;4126、齿条二;413、竖移件;4131、竖移板;4132、电机三;4133、齿轮三;4134、齿条三;42、夹取座;421、滑板;43、夹爪;44、送料件;441、顶杆;442、套筒;443、气缸一;45、翻板;451、气缸二;452、连接架;46、吸盘;5、压合机构;51、输送组件;511、输送台;512、输送辊;513、输送带;514、电机四;52、压合架;521、气缸七;522、气缸八;53、压合板;54、定位板;6、切胶机构;61、刀座;62、铰接板;621、弹簧一;622、固定板;623、活动板;3、刀片;64、驱动件;641、气缸五;7、开关座;71、座体;72、容纳腔;73、固定孔;74、水口料;75、螺母件;751、螺纹柱;752、螺母;8、推板;81、弹簧二;82、推块;83、气缸六;9、气缸九。
具体实施方式
以下结合附图1-11对本申请作进一步详细说明。
参照图1,开关座7包括座体71,座体71开设有容纳腔72,容纳腔72内一体成型有四根固定孔73,整个座体71通过注塑脱模形成,且容纳腔72的底壁上由于注塑脱模形成有水口料74,水口料74需要剪切掉。
参照图1,固定孔73位于座体71的四个角,固定孔73内固定有螺母件75,螺母件75包括螺纹柱751、一体成型在螺纹柱751上的螺母752,螺母752固定于固定孔73内,螺纹柱751内中空且有螺纹,开关座7还包括座盖,座体71和座盖通过螺栓螺纹连接于螺纹柱751内,将座体71和座盖相固定。
本申请实施例公开一种开关座自动注塑辅助装置。
实施例1:
参照图2,自动注塑辅助装置包括机架1、上料机构2,上料机构2位于机架1旁。机架1上安装有脱模机构3、夹取机构4、压合机构5、切胶机构6,夹取机构4位于机架1上端,切胶机构6靠近上料机构2,压合机构5位于切胶机构6和脱模机构3之间。
参照图1和图2,机架1包括立柱12和横梁11,立柱12竖直且并排设有两根,且脱模机构3、压合机构5、切胶机构6、上料机构2位于两根立柱12之间,横梁11水平延伸且横梁11的两端分别固定于立柱12的上端。上料机构2将螺母752件75进行自动输送,并输出单个螺母件75。然后夹取机构4移动至上料机构2旁将螺母件75夹取后移动至脱模机构3内,将螺母件75放置于脱模机构3后进行注模形成开关座7,然后夹取机构4将开关座7夹取后移动至切胶机构6,将开关座7内的水口料74剪切,最后夹取机构4将剪切完之后的开关座7移动至压合机构5,通过压合机构5将开关座7冷却定型,再自动输送至下一工位。
参照图1和图2,脱模机构3包括脱模箱31、滑移于脱模箱31内的模具32,模具32分为两块,用于注塑形成开关座7。模具32位于横梁11的一侧,靠近机架1的模具32固定于脱模箱31内,另一个模具32滑移于脱模箱31内,固定于脱模箱31内的模具32上固定有塑模针33,塑模针33与开关座7内固定孔73的数量一一对应,塑模针33用于供螺母件75套设,将螺母件75直接注塑形成在开关座7的固定孔73内。
参照图2和图3,上料机构2包括基座21、支架22、上料台23、振动盘24、上料轨道25,基座21位于横梁11的下方,支架22的两端固定连接于基座21上并位于基座21的两侧,支架22包括位于基座21两侧的固定框221和位于固定框221之间的横板222,横板222的两端和固定框221相固定。上料台23固定连接于横板222上,以使上料台23和横梁11相平行。
参照图2和图3,振动盘24位于基座21上远离支架22的一端,上料轨道25的一端连通于振动盘24的出料口,另一端穿过横板222连通至上料台23。
参照图2和图3,上料台23背对振动盘24的一侧开设有两个出料口231,两个出料口231水平分布,且两个出料口231的中心距等于开关座7内沿其长度方向分布的两根固定孔73的中心距。
参照图3和图4,出料口231和上料轨道25相互错位,上料台23上安装有将上料轨道25内单个螺母件75从出料口231推出的出料组件26。
参照图4,出料组件26包括滑移于上料台23内的上料板261、固定连接于支架22上驱动上料板261滑移的气缸三262,上料板261于上料台23内沿垂直于螺母件75输送的方向滑移,气缸三262的缸体固定于支架22上,气缸三262的活塞杆固定连接于上料板261的侧壁。
参照图2和图4,上料板261内开设有供单个螺母件75放入的储料槽264,储料槽264能够和上料轨道25连通也能和出料口231连通。横板222上固定连接有将储料槽264内的螺母件75从出料口231推出的气缸四263,气缸四263的活塞杆穿入上料台23内并和出料口231对齐。当气缸三262活塞杆未伸长时,上料板261上的储料槽264和上料轨道25相连通。当气缸三262活塞杆伸长时,推动上料板261滑移,使得储料槽264和上料轨道25脱离后与出料口231相连通,此时出料口231、储料槽264对准气缸四263的活塞杆,然后气缸四263活塞杆伸长将储料槽264内的螺母件75从出料口231推出,以便于夹取机构4将推出的螺母件75夹取。
参照图5和图6,夹取机构4包括滑动安装于机架1上的驱动组件41、安装于驱动组件41上的夹取座42、若干安装于夹取座42上的夹爪43、若干安装于夹取座42上的送料件44。
参照图2和图5,送料件44和夹爪43的数量一一对应,夹爪43和塑模针33的数量一一对应。夹爪43位于夹取座42靠近机架1的一侧,并且夹爪43可采用气动夹爪,并与气源连接,气源采用空气压缩机。驱动组件41用于将夹取座42沿水平横向、水平纵向、竖直方向移动,以使夹取座42依次经过上料机构2、脱模机构3、切胶机构6、压合机构5。
参照图5,驱动组件41包括沿横梁11长度方向滑移的横移件411、滑动安装于横移件411上的纵移件412、竖直滑动安装于纵移件412的竖移件413,横移件411和纵移件412的滑动方向相互垂直,夹取座42安装于竖移件413上。
参照图5和图6,横移件411包括滑移于横梁11上的滑座一4111、固定连接于滑座一4111内的电机一4112,横梁11上固定连接有嵌入滑座一4111内的两条滑轨一4113,两条滑轨一4113并排设置,滑座一4111于滑轨一4113上沿横梁11长度方向滑移。
参照6,电机一4112输出轴同轴连接齿轮一4114,横梁11上固定连接有与齿轮一4114啮合的齿条一4115,齿条一4115位于滑轨一4113之间并和滑轨一4113相平行。以便于电机一4112启动后,通过齿轮一4114、齿条一4115的啮合带动夹取座42沿横梁11的长度方向来回滑移。
参照图6,滑座一4111靠近脱模箱31的一侧固定连接有纵梁4121,纵梁4121和横梁11的长度方向相互垂直。纵移件412包括滑移于纵梁4121上的滑座二4122、固定连接于滑座二4122内的电机二4123。纵梁4121的一侧固定连接有嵌入滑座二4122内的两条滑轨二4124,两条滑轨二4124并排设置,滑座二4122于滑轨二4124上沿纵梁4121的长度方向滑移。
参照图6,电机二4123输出轴同轴连接有齿轮二4125,纵梁4121的侧壁上固定连接有与齿轮二4125啮合的齿条二4126,齿条二4126位于滑轨二4124之间并和滑轨二4124相平行。以便于电机二4123启动后,通过齿轮二4125、齿条二4126的啮合带动夹取座42沿垂直于横梁11长度的方向来回滑移。
参照图6,竖移件413包括沿竖直方向滑移于滑座二4122内的竖移板4131、固定连接于滑座二4122内驱动竖移板4131上下滑移的电机三4132,夹取座42固定连接于竖移板4131的下端。电机三4132输出轴上同轴连接有齿轮三4133,竖移板4131上固定连接有与齿轮三4133相啮合的齿条三4134,以通过电机三4132带动齿轮三4133转动,通过齿条三4134和齿轮三4133的啮合,带动竖移板4131沿竖直方向滑移,进而带动夹取座42在竖直方向上滑移。
参照图6和图7,夹取座42靠近横梁11的一侧滑动安装有滑板421,滑板421的滑动方向和滑座二4122相同,夹爪43活动连接于滑板421背对夹取座42的一侧。
参照图7,送料件44包括贯穿并滑动连接于滑板421上的顶杆441、固定连接于滑板421上并滑动套在顶杆441上的套筒442、固定连接于夹取座42上驱动滑板421滑动的气缸一443,气缸一443的活塞杆固定连接于滑板421上。
参照图4和图6,当将上料台23推出的螺母件75夹取时,电机一4112驱动滑座一4111滑动至上料台23的上方,电机三4132驱动夹取座42带动夹爪43下移至上料台23的一侧,然后电机二4123驱动夹取座42和夹爪43朝滑座一4111的方向滑移,以使夹爪43朝上料台23滑移。
参照图4和图7,螺母件75从出料口231推出,顶杆441对准出料口231。然后夹取座42继续朝上料台23滑移,以使顶杆441插入螺母件75的一端,同时夹爪43将螺母件75进行夹持。
参照图5和图6,然后通过电机一4112、电机二4123、电机三4132的驱动将夹取座42移动至脱模箱31内。
参照图5和图6,当夹取有螺母件75的夹爪43伸入脱模箱31内和塑模针33相对齐时,通过气缸一443活塞杆伸长推动滑板421、套筒442、夹爪43一同朝塑模针33滑移,使得顶杆441和套筒442相对滑动,套筒442和夹爪43将螺母件75固定并朝塑模针33推动,以将螺母件75推出至塑模针33上。
参照图7,竖移板4131的下端铰接有翻板45,竖移板4131内固定连接有驱动翻板45翻转的气缸二451,气缸二451的活塞杆铰接有连接架452,连接架452的两端铰接于翻板45上,便于连接架452转动于翻板45上的同时带动翻板45转动。
参照图7,气缸二451活塞杆伸长后推动连接架452于翻板45上向下转动,并带动翻板45转动至竖直状态,气缸二451活塞杆缩短后带动连接架452于翻板45上向上转动,以带动翻板45转动至水平状态。
参照图5和图7,翻板45的侧壁上固定连接有两个吸盘46,吸盘46和气源连连接,以产生的吸力将开关座7从模具32内吸住后。
参照图6和图7,通过电机二4123的驱动,带动竖移板4131朝靠近滑座一4111的方向滑动,以将注塑成模后的开关座7脱离,此时螺母件75已注入固定孔73内。
参照图3和图8,切胶机构6包括固定连接于支架22上的刀座61、铰接于刀座61内的两块铰接板62、固定连接于铰接板62同一端上形成剪刃的刀片63、安装于刀座61上驱动铰接板62转动带动刀片63剪切的驱动件64,铰接板62铰接于同一铰接轴上并形成交叉。
参照图3和图8,铰接板62的铰接轴线沿竖直方向延伸,驱动件64包括固定连接于刀座61上的两个气缸五641,气缸五641的活塞杆伸入刀座61内和铰接板62远离刀片63的一端相抵接。铰接板62靠近刀片63的一端固定连接有弹簧一621,弹簧一621的两端分别固定于铰接板62上,以通过弹簧一621的弹力将靠近刀片63的铰接板62相互远离,使得刀片63张开。
参照图7和图8,将伸入刀片63之间的水口料74通过气缸五641的驱动,使得铰接板62的两端相互靠拢,使得刀片63相互靠拢形成剪刃将水口料74剪切。剪切完之后弹簧一621抵动铰接板62相互远离,使得刀片63复位。
参照图2和图9,压合机构5包括放置于脱模箱31和基座21之间的输送组件51、安装于输送组件51上的压合架52、沿竖直方向滑移于压合架52上的压合板53,压合架52固定于脱模箱31的侧壁上。压合架52上固定连接有驱动压合板53上下滑移的气缸七521。压合板53沿竖直方向向下渐缩,以使气缸七521驱动压合板53下滑入输送组件51上的开关座7内。由于开关座7注模成型冷却时会产生内凹回缩的现象,所以将压合板53滑入开关座7内将开关座7撑开,直至开关座7冷却后定型,减少开关座7内凹变形的情况。
参照图2,输送组件51包括输送台511、转动连接于输送台511上的输送辊512、张紧于输送辊512上的输送带513、固定连接于输送台511上驱动输送辊512转动的电机四514,电机四514带动输送辊512转动使得输送带513进行输送,以将切胶后的开关座7进行输送的同时进行定型。
参照图2和图9,压合架52背离机架1的一侧固定连接有气缸八522,气缸八522的活塞杆上固定连接有定位板54,定位板54位于气缸八522下方并沿竖直方向滑移。以在压合板53下滑之前,先将定位板54下滑对输送带513上的开关座7进行拦截定位,以便于压合板53滑入开关座7内进行定位。
本申请实施1的实施原理为:当将螺母件75进行夹取时,电机一4112带动滑座一4111和夹取座42滑动至上料台23的上方,然后电机三4132带动夹取座42、夹爪43下滑至上料台23的一侧,使得顶杆441和出料口231相对齐。振动盘24将螺母件75通过上料轨道25输送至储料槽264内,然后气缸三262驱动上料板261滑动,使得储料槽264滑移至和出料口231连通,然后气缸四263将储料槽264内的螺母件75从出料口231推出。然后电机二4123启动,带动夹取座42朝靠近上料台23的方向滑移,使得顶杆441插入螺母件75的一端,然后夹爪43将螺母件75夹持,再通过电机三4132带动夹爪43上移、电机一4112带动夹爪43移动至脱模箱31上方。电机三4132启动带动夹爪43下滑至脱模箱31内,并使得顶杆441、螺母件75和塑模针33相对齐。然后电机二4123带动夹爪43朝塑模针33移动,使得塑模针33插入螺母件75远离顶杆441的一端,此时气缸一443驱动,推动滑板421、套筒442、夹爪43继续朝塑模针33滑移,以将螺母件75通过套筒442的抵接后全部滑入塑模针33上,实现螺母件75自动套入塑模针33上。
开关座7于脱模箱31内注塑成型之后,气缸二451活塞杆伸长,使得翻板45转动至竖直,然后电机二4123带动翻板45朝远离塑模针33的方向滑移,以使吸盘46抵接模具32内的开关座7,并将开关座7吸附,然后电机二4123带动翻板45朝靠近塑模针33的方向滑移,将开关座7吸附后脱离模具32。之后再通过电机三4132带动翻板45上移,电机一4112带动上移后的翻板45移动至刀座61旁,使得开关座7内的水口料74和刀片63相对齐。然后电机二4123启动带动开关座7朝刀座61移动,使得刀片63伸入开关座7内、水口料74位于刀片63之间。再启动气缸五641,气缸五641活塞杆伸长抵动铰接板62的两端相互靠拢,并使得刀片63相互靠拢形成剪切,以将水口料74自动剪切。
然后电机二4123带动翻板45朝远离刀座61的方向滑移,使得开关座7滑离刀片63,电机一4112带动翻板45移动至输送台511的上方,此时气缸二451活塞杆收缩,带动翻板45转动至水平,然后电机三4132带动翻板45下滑,使得转动至水平的开关座7落在输送带513上,此时吸盘46松开对开关座7的吸附,以使开关座7在输送带513的输送下输送至压合架52下方。然后气缸八522先启动将开关座7拦截定位,以便于气缸七521启动,带动压合板53下滑入开关座7内,对开关座7撑开进行冷却定型,直至定型完之后气缸七521、气缸八522活塞杆收缩,输送带513自动输送开关座7。整个塑模过程中,实现螺母件75自动套在塑模针33上,缩短螺母件75套在塑模针33上需要的时间,从而提高开关座7的注塑脱模效率。
实施例2:
参照图10,本实施例与实施例1的区别之处在于,两块铰接板62分别铰接,且两块铰接板62的铰接轴线均沿竖直方向延伸。铰接板62朝远离刀片63的方向渐扩,且铰接板62远离刀片63的一端固定连接有推板8,推板8朝远离刀片63的方向渐缩,铰接板62靠近刀片63的一端固定连接有弹簧二81,弹簧二81的两端分别固定连接于铰接板62上,以通过弹簧二81的弹力使得刀片63相互抵接、铰接板62远离刀片63的一端相互靠拢。
参照图10,驱动件64包括滑移于两块铰接板62之间的推块82、驱动推块82滑移的气缸六83,推块82朝远离气缸六83的方向呈渐缩状。
参照图10,气缸六83活塞杆伸长后带动推块82滑入铰接板62之间,使得铰接板62远离刀片63的一端张开、刀片63相互靠拢,以使刀片63形成剪切。
本申请实施例2的实施原理为:通过单个气缸六83驱动推块82的滑移,使得推块82滑入铰接板62之间后,带动铰接板62远离气缸六83的一端相互靠拢,以使刀片63相互靠拢形成剪切,将水口料74剪切后,气缸六83活塞杆收缩,推块82滑离铰接板62,弹簧二81恢复力作用于铰接板62上,使得铰接板62远离刀片63的一端靠拢、刀片63相互远离,以节省动力源完成对水口料74的切割。
实施例3:
参照图11,本实施例与实施例2的区别之处在于,两块铰接板62的铰接轴线沿水平方向延伸,两块铰接板62分别为位置固定的固定板622、可转动的活动板623。活动板623远离刀片63的一端位于固定板622下方,且位于下方的活动板623长度长于固定板622的同时,活动板623远离刀片一端的重量大于固定板622。刀座61内固定连接有气缸九9,气缸九9的活塞杆抵接于铰接板62上。
本申请实施例3的实施原理为:通过气缸九9的抵动,使得位于下方的活动板623向上转动,进而带动刀片63向下转动,使得铰接板62的两端相互靠拢,进而使得刀片63相互靠拢将水口料74剪切。剪切完之后气缸八522活塞杆收缩,使得活动板623受重力向下转动,以使得刀片63上转自动增大两个刀片63之间的距离。以节省弹簧二81的使用,并且增大刀片63张开的间距,从而节省气缸驱动铰接板62所占用的空间。
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。