用于产品容器的处理设备和处理方法
文献发布时间:2023-06-19 19:23:34
技术领域
本发明涉及一种用于产品容器的处理设备和处理方法,该处理设备具有权利要求1的前序部分的特征并且该处理方法具有权利要求11的前序部分的特征。
背景技术
这种类型的处理设备通常包括用于输送产品容器的输送机和具有用于处理产品容器的处理装置的至少一个容器处理机。由于经常用这种类型的处理设备对不同的产品类型、例如不同的饮料和/或容器型号进行加工,所以该至少一个容器处理机为对他们进行加工相应地装备有多个能彼此互换的套装零件。为其设有接纳部位,在该接纳部位处布置用于第一产品类型的套装零件的第一选择。如果现在改换为第二产品类型,则将套装零件的第一选择替换为第二选择。
通常,这种类型的能彼此互换的套装零件配设有可视的记号,然后由操作人员将其配属给相关的产品类型。由于操作人员没有收到关于相应的套装零件实际上是否与设定的产品类型匹配的任何反馈,所以在极少数情况下可能会出现采用错误的套装零件或者其位置或取向不正确。由此,至少一个容器处理机在处理产品容器时可能会被损坏。
由EP 2332846 A1已知一种用于处理具有套装识别部的容器的装置和方法,其中在装置的标准部件(Formatteil)处以位置固定的方式布置有第一发送器件,且在装置处以位置固定的方式布置有第二发送器件,以便从输出的信号中确定,标准部件相对于装置是否处于预先给定的位置中。在此第一发送器件输出是针对相关的标准部件的表征的信号。
在此缺点是,只有在相应的标准部件被安装有接收器件之后,才能基于标准部件处的第一发送器件和装置处的第二发送器件的信号的比较来确定,相应的标准部件是否正确地布置。
发明内容
因此,本发明的目的在于提供一种用于产品容器的处理设备,在该处理设备中可以更快且更可靠地装备能彼此互换的套装零件。
为了实现该目的,本发明提供了一种具有权利要求1的特征的用于产品容器的处理设备。在从属权利要求中提及本发明的有利的实施方式。
处理设备包括生产线管理系统,其可以是处理设备的上级控制单元并且为了对不同的产品类型进行加工而被配置成,相应地提供具有至少一个容器处理机的配置列表的生产任务,其中配置列表包括能彼此互换的套装零件的针对相应的产品类型的加工所设定的选择,由此对于相应的生产任务所需的套装零件作为信息被自动地提供。处理设备包括可以安置在操作人员的手臂或手部处的阅读器,该阅读器用于从第一数据应答器读取第一识别数据,由此操作人员可以通过用阅读器读取套装零件的第一数据应答器而容易地识别能彼此互换的套装零件的在配置列表中设定的选择。这例如可以发生在具有能彼此互换的套装零件的至少一个部件的仓储部中。因此,操作人员在从仓储部拾取套装零件之一时就已经知道,其隶属于所设定的选择并且由此需要用于相应的生产任务。由于阅读器可以安置在操作人员的手臂或手部处,所以操作人员始终可以用两只手抓握套装零件,而手部未被阅读器占据。
因此,根据本发明的处理设备可以快速且可靠地装备能彼此互换的套装零件。
处理设备可以被构造用于,制造、清洁产品容器,将可流动的产品、尤其是饮料灌入产品容器中,然后对装填的产品容器进行封口和/或包装。其尤其可以是饮料加工设备。至少一个容器处理机可以包括用于产品容器的容器制造机(例如拉伸吹塑机)、冷却装置、漂洗器、贴标签机、直印机(Direktdruckmaschine)、灌装机、封口机和/或包装机。“产品容器的处理”可以指产品容器的制造、清洁、贴标签、压印、灌装、封口和/或包装。该至少一个容器处理机可以是单个容器处理机或多个容器处理机。
该产品容器可以被设置成容纳饮料、食品、卫生用品、糊状物、化学产品、生物产品和/或药物产品。产品容器尤其可以被设置成接纳可流动的产品、例如饮料。产品容器可以是塑料瓶、玻璃瓶、罐和/或管。由塑料制成的产品容器尤其可以是PET容器或瓶、PEN容器或瓶、HD-PE容器或瓶或者PP容器或瓶。尤其地,产品容器可以是瓶。产品容器可以被构造为可生物降解的容器或瓶,其主要成分为例如甘蔗、小麦或玉米等可再生原料。
不同的产品类型可以是不同类型的饮料,例如软饮料类型、矿泉水类型、啤酒类型和/或葡萄酒类型。然而,其也可以指任何各种其他类型的可流动的产品。
输送机可以包括线形输送机和/或转台。可以考虑,将输送机配属给至少一个容器处理机,以便在处理期间间歇地或连续地输送容器。例如,在输送机处可以布置有处理装置,以便对布置在输送机处的产品容器进行处理。例如,该至少一个容器处理机可以是具有作为输送机的转台和作为处理装置的贴标签装置的贴标签机。贴标签装置可以沿周向布置在转台处。然而还可以考虑,处理设备包括多个容器处理机,尤其地其中它们中的至少两个通过输送机连接。输送机可以包括容器接纳部,以便在输送和/或处理期间接纳产品容器。可以考虑,容器接纳部构造有定心罩和/或转盘,以便例如在施加标签时旋转产品容器。
用于处理容器的处理装置可以包括用于产品容器的具有吹塑喷嘴的吹塑模具、冷却装置、清洁喷嘴、贴标签装置、压印装置、灌装阀、封口盖和/或包装装置。能彼此互换的套装零件可以是指下述任何机械部件,它们被构造成可在该至少一个容器处理机处进行替换以使其适于不同的产品类型的加工。例如,其可以是可替换的引导件、可替换的吹塑模具和/或吹塑喷嘴、分派螺杆、填充阀的盖和/或封口盖等。接纳部位可以指用于能彼此互换的套装零件的机械接纳部、支架和/或安置部位。
至少一个容器处理机可以包括机器控制部,以便控制处理装置并且可选地控制输送机。
“数据应答器”可以是指具有用于第一识别数据或第二识别数据的存储器和用于接收和/或发送电磁信号的天线的电子部件单元。天线例如可以被构造为用于接收和/或发送电磁信号的偶极子或感应线圈。其可以是第一数据应答器和/或第二数据应答器。
阅读器可以与第一数据应答器和/或第二数据应答器兼容,使得可以通过电磁信号分别读取第一识别数据或第二识别数据。可以考虑,第一数据应答器和/或第二数据应答器具有自身的能量供应部,或者它们在读取时通过阅读器被供应能量。尤其地,第一数据应答器和/或第二数据应答器可以是RFID应答器,并且阅读器可以是RFID阅读器。“识别数据”可以是指用于相应的套装零件或相应的接纳部位的明确的标识,例如字母和/或数字的明确序列。阅读器“可以安置在操作人员的手臂或手部处”在此可以是指,该阅读器包括衣服的至少一部分、例如手套或手环的至少一部分。阅读器可以包括用于接收和/或发送电磁信号的天线、阅读电子部件、用于存储读取的第一识别数据或第二识别数据的存储器、用于对读取的第一识别数据或第二识别数据进行处理的处理单元和/或用于将读取的第一识别数据或第二识别数据转发到至少一个容器处理机的机器控制部或生产线管理系统的数据连接部。
生产线管理系统可以通过数据连接部与至少一个容器处理机、例如与机器控制部连接。生产线管理系统可以被构造为处理设备的上级控制单元。数据连接部可以构造为实体的数据线或无线数据连接部。生产线管理系统可以被配置用于,基于具有配置列表的生产任务来配置输送机和/或至少一个容器处理机。换言之,生产线管理系统可以是处理设备的上级控制单元。生产线管理系统可以包括具有机器指令的计算机程序产品。计算机程序产品可以包括机器指令,该机器指令在执行时将生产线管理系统支配成,基于不同的产品类型分别创建具有至少一个容器处理机的配置列表的生产任务。配置列表可以是指数据表或数据文件,在其中包含能彼此互换的套装零件的针对相应的产品类型的加工所设定的选择、例如其第一识别数据。
可以考虑,至少一个容器处理机包括机器控制部,其中该机器控制部被配置用于,将第一识别数据与配置列表进行比较,以便为操作人员预先确定和/或核验是否正确地以能彼此互换的套装零件的针对相应的产品类型所设定的选择来装备至少一个容器处理机。由于用机器控制部来执行对读取的识别数据的实际处理,所以可以以特别简单的方式构造阅读器。机器控制部可以通过数据连接部与阅读器和/或生产线管理系统连接。例如,机器控制部可以通过例如以太网和/或OPC UA(开放平台通信统一架构)等计算机网络与生产线管理系统和/或阅读器连接。
可以考虑,配置列表包括能彼此互换的套装零件的选择与至少一个容器处理机的分别为其设置的接纳部位的配属关系。由此,操作人员可以以特别容易的方式将套装零件配属给其所设置的接纳部位并且布置在该处。
接纳部位为了辨识可以分别包括具有第二识别数据的第二数据应答器、尤其是第二RFID应答器,其中阅读器被构造用于从第二数据应答器读取第二识别数据。由此操作人员也可以用阅读器来识别接纳部位,并且例如核验,相应的套装零件的配属关系是否正确。可以考虑,操作人员用阅读器通过从第一数据应答器读取第一识别数据而从所设定的选择识别能彼此互换的套装零件之一,并且然后用阅读器从接纳部位的第二数据应答器读取第二识别数据,并且由此确保将套装零件是配属给接纳部位的。由此可以以特别简单的方式确保,对应的套装零件是否属于该接纳部位。在配属关系正确的情况下,操作人员可以将套装零件安置在该接纳部位处。
机器控制部可以被配置用于,将第一识别数据和第二识别数据与配属关系进行比较,以便核验是否正确地以能彼此互换的套装零件的针对相应的产品类型所设定的选择来装备接纳部位。由此可以以特别简单的方式自动确保,相应的套装零件属于对应的接纳部位。可以考虑,如果配属关系正确或不正确,则机器控制部和/或阅读器被构造用于输出确认信号和/或错误信号。
接纳部位可以至少部分地构造有传感器,以便相应地检测能彼此互换的套装零件之一的存在、其正确的定位和/或其正确的取向。由此可以自动地确保,能彼此互换的套装零件之一是否存在于接纳部位处、其是否正确地定位和/或取向。可以考虑,传感器例如通过电线与机器控制部和/或生产线管理系统连接。传感器可以被构造用于,向机器控制部和/或生产线管理系统发送模拟信号和/或数字信号,以便传达能彼此互换的套装零件之一的存在、其正确的定位和/或其正确的取向。
传感器可以包括压电元件,以便检测作为电信号的、相应地接纳在接纳部位中的套装零件相对于机械止挡件的压力。由此可以以特别精确和容易的方式检测正确的定位和/或取向。
生产线管理系统可以与数据库连接,在该数据库中存储针对不同的产品类型相应地配属的生产任务。由此,该生产线管理系统可以以特别容易的方式调用大量的生产任务。此外,用于产品容器的其他处理设备的其他生产线管理系统也可以访问该数据库。
阅读器可以通过无线数据接口、尤其是WLAN或蓝牙与机器控制部连接。由此阅读器不需要有线连接,并且因此特别容易携带。
阅读器可以通过无线数据接口与固定的计算机系统连接,其中固定的计算机系统通过有线数据接口或无线数据接口与机器控制部连接。由此,阅读器需要特别少的能量用于通过固定的计算机系统与机器控制部通信。然而也可以考虑,阅读器通过无线数据接口直接与机器控制部和/或生产线管理系统连接。例如,无线数据接口可以是蓝牙接口或WLAN接口。
机器控制部、固定的计算机系统和/或生产线管理系统可以包括CPU、存储器单元、输入和输出单元、计算机网络接口和/或其他计算机部件。计算机网络在此可以指通过WLAN、以太网、OPC UA等的数据连接部。
此外,为了实现该目的,本发明提供了一种具有权利要求11的特征的用于产品容器的处理方法。在从属权利要求中提及本发明的有利的实施方式。
生产线管理系统为了对不同的产品类型进行加工相应地提供具有至少一个容器处理机的配置列表的生产任务,其中配置列表包括能彼此互换的套装零件的针对相应的产品类型的加工所设定的选择,由此对于相应的生产任务所需的套装零件作为信息被自动地提供。在操作人员的手臂或手部处安置有阅读器,其中用阅读器从第一数据应答器读取第一识别数据,并且由此识别能彼此互换的套装零件的在配置列表中设定的选择,由此操作人员可以通过用阅读器读取套装零件的第一数据应答器而容易地识别能彼此互换的套装零件的在配置列表中设定的选择。这例如可以发生在具有能彼此互换的套装零件的至少一个部件的仓储部中。因此,操作人员在从仓储部拾取套装零件之一时就已经知道,其隶属于所设定的选择并且由此需要用于相应的生产任务。由于阅读器可以安置在操作人员的手臂或手部处,操作人员始终可以用两只手抓握套装零件,而手部未被阅读器所占据。
该处理方法可以单独地或以任意组合的方式相应地包括此前关于处理设备所描述的特征、尤其是根据权利要求1至10中任一项所述的特征。处理设备可以被构造用于执行下述处理方法、尤其是根据权利要求11至14中的一项所述的处理方法。
第一识别数据可以通过至少一个容器处理机的机器控制部与配置列表进行比较,以便核验是否正确地以能彼此互换的套装零件的针对相应的产品类型所设定的选择来装备至少一个容器处理机。由此可以以特别容易的方式核验是否正确地装备套装零件。
接纳部位可以用第二数据应答器、尤其是第二RFID应答器来辨识,其中用阅读器从第二数据应答器读取第二识别数据。由此也可以以特别简单的方式用阅读器识别接纳部位,使得操作人员获得关于生产任务中是否设定有针对该接纳部位的相应的套装零件的信息。
生产任务可以分别包括能彼此互换的套装零件的选择与至少一个容器处理机的分别为其设置的接纳部位的配属关系列表,其中用机器控制部将第一识别数据和第二识别数据与配属关系列表进行比较,以便核验是否正确地以能彼此互换的套装零件的针对相应的产品类型所设定的选择来装备接纳部位。由此可以以特别容易的方式自动地核验是否正确地为接纳部位装备相应的套装零件。
附图说明
下面将根据附图所示的实施例详细地阐述本发明的其他特征和优点。在附图中:
图1以总览图示出了用于产品容器的处理设备的根据本发明的实施例;
图2以俯视图示出了图1的处理设备的贴标签机;
图3以细节图从上方示出了图2的贴标签机的能彼此互换的套装零件之一;以及
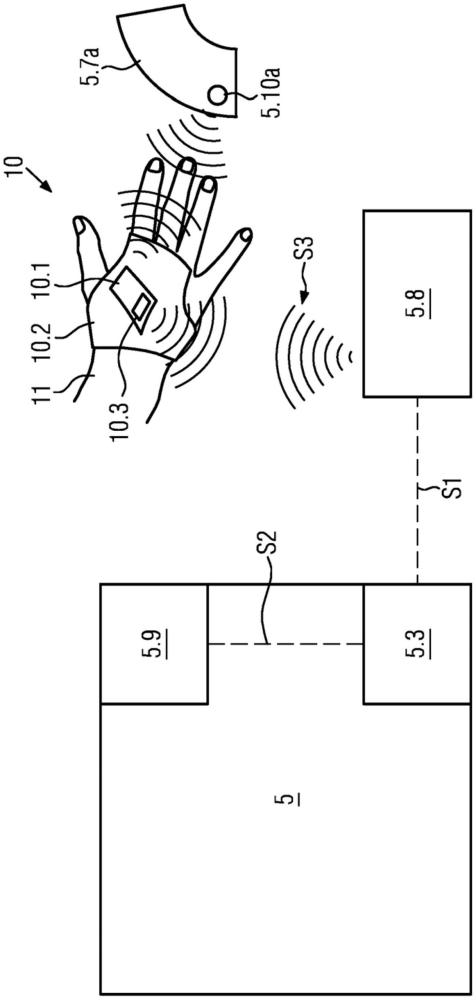
图4示出了图1的处理设备的贴标签机和可安置在操作人员的手部处的阅读器的示意图。
具体实施方式
图1以总览图示出了用于产品容器的容器处理设备1的根据本发明的实施例。可以看到,处理设备1包括多个容器处理机3、4、5、6。其在此具体分别是容器制造机3、冷却装置4、贴标签机5和灌装机6。容器处理机3、4、5、6至少部分地具有自身的输送机并且经由其他输送机彼此连接。可以考虑,输送机分别彼此独立地是转台、星形输送机和/或线形输送机。
此外,处理设备1包括生产线管理系统7,其为了对不同的产品类型进行加工而被配置成,相应地提供具有容器处理机3、4、5、6、尤其是贴标签机5的配置列表的生产任务。下面将根据图2至图4更准确地对这一点进行详细阐述。此外,为了协调产品容器的处理,生产线管理系统可以被配置为容器处理机3、4、5、6的上级控制单元。生产线管理系统7例如被构造为计算机系统并且与数据库连接,在该数据库中针对不同的产品类型分别存储所配属的生产任务。
容器制造机3包括用于型坯的仓储部3.1、用于加热型坯的炉子3.2和拉伸吹塑装置3.3,以便在吹塑模具中将加热的型坯改型为完成的产品容器。
随后用冷却装置4再次冷却产品容器。
还可以看到具有作为输送机的转台5.1,贴标签装置5.2A、5.2B、5.2C、5.2D和机器控制部5.3的贴标签机5。下面根据图2对贴标签机5进行详细地阐述。
此外可以看到灌装机6,在该灌装机中产品容器被装填可流动的产品,例如软饮料、啤酒或葡萄酒。接下来,被装填的容器可以被输送到在此未示出的其他容器处理机、例如封口机和/或包装机。
在图2中,以俯视图详细地示出了图1中的处理设备1的贴标签机5。可以看出,产品容器2首先利用分派螺杆5.5a被带至在贴标签时所需的间隔,然后通过进料星轮9.1传递给输送机5.1。在输送机5.1上环绕地布置有在此被构造为贴标签装置的处理装置5.2A、5.2B、5.2C、5.2D。在贴标签之后,完成贴标签的产品容器2利用出料星轮9.2被传递至其他处理步骤,在此例如被传递至图1所示的灌装机6。
还可以看到,贴标签机5为了加工不同产品类型包括多个能彼此互换的套装零件5.5a、5.5b、5.5c,5.6a、5.6b、5.6c,5.7a、5.7b、5.7c和为其设置的接纳部位A1、A2、A3。
不言而喻,图2-图4中所示的贴标签机5仅示例性地作为具有能彼此互换的套装零件5.5a、5.5b、5.5c,5.6a、5.6b、5.6c,5.7a、5.7b、5.7c的容器处理机在下文中详细地描述。同样地,其他容器处理机3、4和/或6中的至少一个也可以包括能彼此互换的套装零件,用于使其适于对不同的产品类型进行加工。因此,下面的实施方案类似地适用于容器处理机。
输送机5.1在此构造为包括具有规则间隔的容器接纳部5.4的转台。转台5.1沿输送方向T旋转,从而接纳在容器接纳部5.4中的产品容器2被输送至贴标签装置5.2A、5.2B、5.2C、5.2D并在该处被施加标签。容器接纳部5.4在此仅示例性地具有转盘和定心罩,使得产品容器2可以在贴标签期间相对于贴标签装置5.2A、5.2B、5.2C、5.2D旋转。
还可以看到机器控制部5.3,利用该机器控制部来控制贴标签机5的运行。机器控制部5.3例如包括计算机系统,尤其是CPU、存储器单元、输入和输出单元等。其被配置用于对输送机5.1以及贴标签装置5.2A、5.2B、5.2C、5.2D进行控制。
套装零件5.5a、5.5b、5.5c示例性地是不同的分派螺杆。由于针对不同的产品类型也分别对具有不同直径的不同容器型号进行加工,因此可以将分派螺杆5.5a替换为位于仓储部8中的其他分派螺杆5.5b或5.5c之一。
此外,对于贴标签装置5.2A、5.2B、5.2C、5.2D提供不同的配给边棱(Spendekanten)5.6a、5.6b和5.6c。对于不同的容器直径和/或标签型号而言,配给边棱例如作为可互换的套装零件彼此更换。
此外,可以看到不同的引导栏杆5.7a、5.7b、5.7c作为能彼此互换的套装零件。根据容器型号,引导栏杆同样可以彼此替换,以便沿着进料星轮9.1引导产品容器2。
下面仅进一步详细描述能彼此互换的套装零件5.7a、5.7b、5.7c。实施方案也相应地适用于其他能彼此互换的套装零件5.5a、5.5b、5.5c,5.6a、5.6b、5.6c,或者也适用于贴标签机5的在此未详细示出的其他套装零件。
可以看到,能彼此互换的套装零件5.7a、5.7b、5.7c包括具有第一识别数据的第一数据应答器5.10a、5.10b、5.10c以进行辨识。第一数据应答器5.10a、5.10b、5.10c在此例如构造为RFID应答器并且分别包括电子部件单元,其具有用于第一识别数据的存储器和用于接收和发送电磁信号的天线。它们可以用下面参照图4描述的、安置在操作人员的手部11处的阅读器10读取,以便识别能彼此互换的套装零件5.7a、5.7b、5.7c的在配置列表中设定的选择。
如此前已经描述的那样,图1所示的生产线管理系统7被配置用于,针对对不同的产品类型进行加工相应地提供具有贴标签机5的配置列表的生产任务。因此,配置列表包含针对所配属的生产任务所需的那些能彼此互换的套装零件5.5a、5.5b、5.5c,5.6a、5.6b、5.6c,5.7a、5.7b、5.7c的选择。
例如,生产线管理系统7可以由操作人员支配,切换到其他产品类型。为此在这种情况下,由生产线管理系统7根据能彼此互换的套装零件5.5b、5.6b和5.7b的针对不同的产品类型的加工所设定的选择来提供具有贴标签机5的配置列表的生产任务。这些套装零件首先位于仓储部8中,并且必须由操作人员装备在贴标签机5处。因此,这些套装零件也必须由操作人员来更换用于接纳在接纳部位A1、A2、A3处的套装零件5.5a、5.6a和5.7a。
在更换引导栏杆5.7a、5.7b、5.7c时,操作人员通过用阅读器10读取相应的第一数据应答器5.10b和5.10c来识别仓储部8中的其他两个引导栏杆5.7b和5.7c。
对于其他能彼此互换的套装零件5.5a、5.5b、5.5c和5.6a、5.6b、5.6c相应地也适用的是,其分别也包括在此未示出的、具有第一识别数据的第一数据应答器。
此外机器控制部5.3被配置用于,将第一识别数据与生产任务的配置列表进行比较,以便为操作人员预先确定和/或核验是否正确地以能彼此互换的套装零件5.5a、5.5b、5.5c,5.6a、5.6b、5.6c,5.7a、5.7b、5.7c的针对相应的产品类型所设定的选择来装备贴标签机5。
此外,配置列表包含能彼此互换的套装零件5.5a、5.5b、5.5c,5.6a、5.6b、5.6c,5.7a、5.7b、5.7c的选择与贴标签机5的分别为其设置的接纳部位A1、A2、A3的配属关系。由此操作人员可以特别容易地找出为哪个接纳部位A1、A2、A3设置哪个套装零件。
此外,在图3中以细节图从上方示出了图2的贴标签机5的能彼此互换的套装零件5.7a之一。可以看到,套装零件5.7a包括如上所述的第一数据应答器5.10a。此外可以看到,接纳部位A2为了辨识包括具有第二识别数据的第二数据应答器5.11,其尤其可以被构造为第二RFID应答器。下面在图4中示出的阅读器10被构造用于从第二数据应答器5.11读取第二识别数据,从而通过从第一数据应答器5.10a读取第一识别数据且从第二数据应答器5.11读取第二识别数据可以核验是否正确地将套装零件5.7a配属给接纳部位A2。
以类似的方式方法,图2所示的接纳部位A1和A3同样分别包括在此未示出的、具有第二识别数据的第二数据应答器,该第二识别数据可由阅读器10读取。由此,套装零件5.5a、5.5b、5.5c或5.6a、5.6b、5.6c可以相应地进行配属。
此外,机器控制部5.3被配置用于,将第一识别数据和第二识别数据与配属关系进行比较,以核验是否正确地以能彼此互换的套装零件5.5a、5.5b、5.5c,5.6a、5.6b、5.6c,5.7a、5.7b、5.7c的针对相应的产品类型所设定的选择来装备接纳部位A1、A2、A3。
还可以在图3中看到,接纳部位A2构造有传感器5.12,以便检测能彼此互换的套装零件5.7a、5.7b、5.7c之一的存在、其正确的定位和/或其正确的取向。传感器5.12在此例如构造为压电元件,其检测作为电信号的、恰好接纳在接纳部位A2处的套装零件5.7a相对于机械止挡件的压力。由此可以将相应的载荷信号传送至机器控制部5.3,然后机器控制部5.3将载荷信号与额定值进行比较。如果载荷信号与额定值的偏离超过了预定限值,则向操作人员输出错误信号。
图4以示意图示出了图1的处理设备1的贴标签机5和可安置在操作人员的手部11处的阅读器10。
可以看到,阅读器10包括纺织手套10.2的一部分、阅读电子部件10.1和用于发送和接收电磁信号的天线10.3。由此,阅读器可以通过电磁信号与第一数据应答器5.10a、5.10b、5.10c并且与第二数据应答器5.11通信,并且因此可以读取第一识别数据和第二识别数据。阅读器10在此例如能安置在操作人员的手部11处。同样可以考虑,可以将阅读器例如利用手环安置在操作人员的手臂处。由此可以特别容易地随身携带阅读器10,而不会妨碍用手部11进行握持。
还可以看到,阅读器10通过无线数据接口S3与固定的计算机系统5.8连接,该固定的计算机系统5通过有线数据接口S1与贴标签机5的机器控制部5.3连接。由此,固定的计算机系统可以被架设在适当的部位,从而尽可能少地消耗能量。相应地,触摸屏5.9通过有线数据接口S2与机器控制部连接,从而例如可以向操作人员显示配置列表和/或配属关系。无线数据接口S3、有线数据接口S1和/或有线数据接口S2例如基于OPC UA标准作为计算机网络工作。
由于处理设备1包括生产线管理系统7,其为了对不同的产品类型进行加工而被配置用于,相应地提供具有至少一个容器处理机3、4、5、6的配置列表的生产任务,其中配置列表包括能彼此互换的套装零件5.5a、5.5b、5.5c,5.6a、5.6b、5.6c,5.7a、5.7b、5.7c的针对相应的产品类型的加工所设定的选择,作为信息自动地提供针对相应的生产任务所需的套装零件5.5a、5.5b、5.5c,5.6a、5.6b、5.6c,5.7a、5.7b、5.7c。由于处理设备1包括阅读器10,该阅读器可以安置在操作人员的手臂或手部11处,用于从第一数据应答器5.10a、5.10b、5.10c读取第一识别数据,操作人员可以通过使用阅读器10读取套装零件5.5a、5.5b、5.5c,5.6a、5.6b、5.6c,5.7a、5.7b、5.7c的第一数据应答器5.10a、5.10b、5.10c而容易地识别能彼此互换的套装零件5.5a、5.5b、5.5c,5.6a、5.6b、5.6c,5.7a、5.7b、5.7c的在配置列表中设定的选择。这例如可以发生在具有能彼此互换的套装零件5.5b、5.5c,5.6b、5.6c,5.7b、5.7c的至少一部分的仓储部8中。因此,操作人员在从仓储部8拾取套装零件5.5b、5.5c,5.6b、5.6c,5.7b、5.7c之一时就已经知道,其隶属于所设定的选择并且由此需要用于相应的生产任务。由于阅读器10可以安置在操作人员的手臂或手部11处,操作人员始终可以用两只手抓握套装零件5.5b、5.5c,5.6b、5.6c,5.7b、5.7c,而手部11未被阅读器占据。
因此,根据本发明的处理设备1可以快速且可靠地装备能彼此互换的套装零件5.5b、5.5c,5.6b、5.6c,5.7b、5.7c。
不言而喻,在此前描述的实施例中提到的特征并不限于这些特征组合,而是也可以单独地或以任意其他特征的组合来实现。