极耳与极柱的装配方法及电池
文献发布时间:2024-01-17 01:21:27
技术领域
本发明涉及电池生产技术领域,尤其涉及一种极耳与极柱的装配方法及电池。
背景技术
目前,在动力电池的生产装配过程中,对于有大电流要求的工况,现有技术取消了传统的转接片,通过超声波焊接将多层极耳焊接成一个极耳层体,然后直接将极耳层体与极柱通过激光焊接的方式电连接。
超声波焊接原理是利用高频振动波传递到两个需焊接的物体表面,在加压的条件下使极耳之间相互摩擦形成分子层之间的熔合,这种装配方式存在以下缺陷:(1)超声波焊接能量较高,极耳存在焊裂风险,并且产生的金属屑多;(2)超声波焊接使极耳表面变得粗糙,或者相邻极耳之间没有贴合的紧密使得极耳与极耳之间出现层间间隙,层间间隙的出现使极耳层体与极柱激光焊接时,容易出现极耳断裂的情况,极耳断裂会降低过流能力。
因此,亟需提出一种极耳与极柱的装配方法及电池,以解决上述问题。
发明内容
根据本发明的一个方面,本发明提供一种电池,该电池在装配时极耳不易断裂,进而使得极耳的过流能力较佳,并且该电池结构简单,便于装配。
为达上述目的,本发明采用以下技术方案:
电池,包括:
主体部;
极耳,所述极耳设置在所述主体部上,所述极耳仅包括一个焊印。
可选地,所述焊印为激光焊接焊印。
根据本发明的另一个方面,本发明提供一种极耳与极柱的装配方法,可以使多层极耳之间紧密贴合,避免出现断层,提高了极耳的过流能力,并且只需一次焊接工序就可以实现极耳与极柱的装配,有利于提高装配效率。
为达上述目的,本发明采用以下技术方案:
极耳与极柱的装配方法,所述极耳与极柱的装配方法应用于上述任一技术方案所述的电池,所述极耳与极柱的装配方法包括以下步骤:
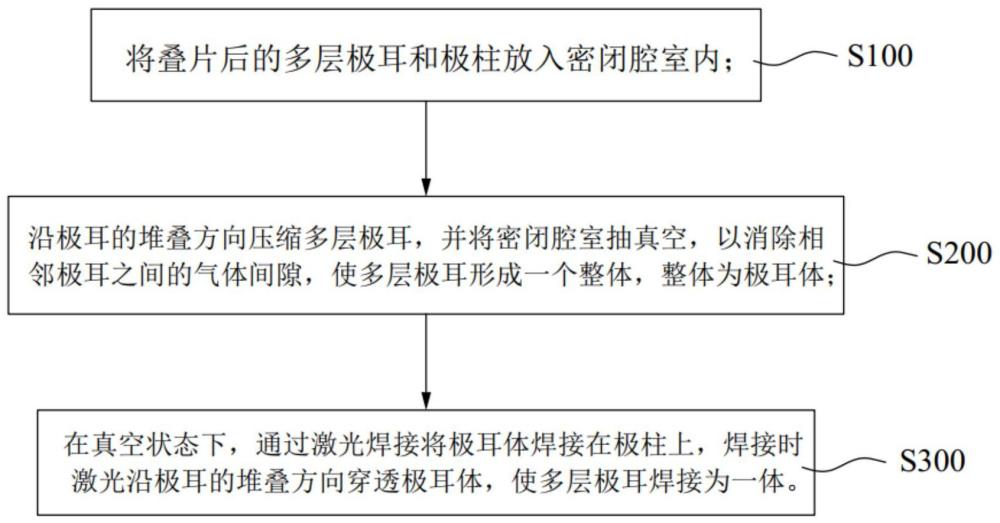
将叠片后的多层极耳和极柱放入密闭腔室内;
沿极耳的堆叠方向压缩所述多层极耳,并将所述密闭腔室抽真空,以消除相邻所述极耳之间的气体间隙,使所述多层极耳形成一个整体,所述整体为极耳体;
在真空状态下,通过激光焊接将所述极耳体焊接在所述盖板的极柱上,焊接时激光沿所述极耳的堆叠方向穿透所述极耳体,使多层极耳焊接为一体。
可选地,压缩所述多层极耳时,使压缩后的所述多层极耳的厚度为压缩前的所述多层极耳的厚度的90%~95%。
可选地,通过极耳按压机构压缩所述多层极耳,所述极耳按压机构包括固定压板、活动压板和擀压件,所述活动压板能够向靠近所述固定压板的方向运动;压缩所述多层极耳的具体步骤为:
沿所述极耳的堆叠方向将所述极耳体夹在所述固定压板和所述活动压板之间;
极耳的一端与隔膜相连,所述擀压件从靠近所述隔膜到远离所述隔膜的方向擀压所述活动压板。
可选地,所述擀压满足如下工艺参数中的至少一个:
擀压次数为3次~6次,擀压时的压力为0.5MPa~3MPa。
可选地,所述擀压件为擀压轮。
可选地,所述活动压板上设有定位孔,焊接所述极耳体与所述极柱时,通过所述活动压板将所述极耳体压在所述极柱上,并使所述激光穿过所述定位孔进行焊接。
将所述密闭腔室抽真空时,保持真空度为-85KPa~-95KPa;和/或,
在真空状态下,通过激光焊接将所述极耳体焊接在所述极柱上时,所述真空状态的真空度为-85KPa~-95KPa。
可选地,在所述极耳叠片前,对每个所述极耳进行清洗。
可选地,采用等离子清洗法清洗所述极耳。
可选地,清洗完所述极耳后,对所述极耳的洁净度进行检测,若极耳的洁净度符合要求,则进行叠片工序;若不符合要求,则再次清洗,直至极耳的洁净度符合要求。
可选地,采用CCD视觉检测设备对所述极耳的洁净度进行检测。
本发明的有益效果为:
本发明提供一种电池,包括主体部和极耳。通过设置极耳仅包括一个焊印,使得多层极耳仅通过一次焊接就实现了多层极耳中各个极耳之间的连接,以及多层极耳与极柱之间的连接,与现有技术中先通过超声波焊接实现多层极耳中各个极耳的连接相比,省去了一次焊接的工序,便于装配,并且降低了因焊接导致极耳断裂的风险,进而提高了极耳的过流能力。
本发明还提供一种极耳与极柱的装配方法,通过加压和抽真空的方法使多层极耳形成一个整体,与现有技术中通过超声波焊接的方法将多层极耳焊接为一个整体相比,一方面,无需超声焊接,不会带来金属屑;另一方面,通过加压能够使相邻极耳之间贴合的更加紧密,有利于消除相邻极耳之间的层间间隙,降低了极耳与极柱焊接时极耳断裂的风险,进而提高了极耳的过流能力。并且,将多层极耳与盖板的极柱装配时,仅需一次焊接工序,与现有技术中通过两次焊接实现极耳与极柱的装配相比,简化了装配工序,有利于提高装配效率。
附图说明
图1为本发明实施例提供的电池的结构示意图;
图2为本发明实施例提供的极耳与极柱的装配方法的流程图;
图3为本发明实施例提供的极片的结构示意图;
图4为本发明实施例提供的极耳按压机构的结构示意图;
图5为本发明实施例提供的极耳体与极柱的焊接示意图。
图中:
110、极耳;120、隔膜;130、主体部;
210、多层极耳;220、极耳体;
300、密闭腔室;310、抽气口;
400、极耳按压机构;410、固定压板;420、活动压板;421、定位孔;430、擀压件;
500、极柱;
600、焊头。
具体实施方式
下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、仅用于描述目的,而不能理解为指示或暗示相对重要性。其中,术语“第一位置”和“第二位置”为两个不同的位置,而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
本实施例提供一种电池,该电池在装配时极耳110不易断裂,进而使得极耳110的过流能力较佳,并且该电池结构简单,便于装配。
具体地,如图1、图2-图5所示,该电池包括主体部130和极耳110,其中,极耳110设置在主体部130上,并且,极耳110仅包括一个焊印。由于电池的极耳110一般包括若干层,若干层极耳110层叠设置形成多层极耳210,因此,极耳110仅包括一个焊印,说明极耳110在装配时仅进行一次焊接工序就实现了多层极耳210中各个极耳110之间的连接,以及多层极耳210与极柱500之间的连接,与现有技术中先通过超声波焊接实现多层极耳210中各个极耳110的连接相比,再通过焊接实现多层极耳210与极柱500的连接相比,省去了一次焊接的工序,便于装配,并且降低了因焊接导致极耳110断裂的风险,进而提高了极耳110的过流能力。
可选地,焊印为激光焊印,即极耳110通过激光焊接的方式安装,与超声波焊接相比,激光焊接的焊印小,并且不会产生金属屑。
本实施例提供还一种极耳与极柱的装配方法,可以使多层极耳210之间紧密贴合,避免出现断层,提高了极耳110的过流能力,并且只需一次焊接工序就可以实现极耳110与极柱500的装配,有利于提高装配效率。
具体地,如图2所示,该极耳与极柱的装配方法,包括以下步骤:
S100、将叠片后的多层极耳210和极柱500放入密闭腔室300内;
在本实施例中,盖板包括极柱500,需要在密闭腔室300中将多层极耳210装配到极柱500上。
S200、沿极耳110的堆叠方向压缩多层极耳210,并将密闭腔室300抽真空,以消除相邻极耳110之间的气体间隙,使多层极耳210形成一个整体,整体为极耳体220;
通过压缩多层极耳210,能够使相邻极耳110之间紧密贴合,然后在抽真空的作用下,能够排走相邻极耳110之间的气体,进而消除相邻极耳110之间的气体间隙,由于对密闭腔室300抽真空,因此,在撤去对多层极耳210的压力后,多层极耳210扔保持压缩后的状态,即形成一个极耳体220,便于后续极耳体220与极柱500的装配,与现有技术中通过超声波焊接的方法使多层极耳210形成一个整体相比,不会带来金属屑,并且消除相邻极耳110之间的间隙的效果较好,在极耳体220与极柱500焊接时不会因为层间间隙产生断层,避免了极耳110断裂现象的发生,进而提高了极耳110的过流能力。可选地,可以在密闭腔室300上开设一个抽气口310,通过抽气口310进行抽真空。
进一步地,压缩极耳110时,可以使压缩后的多层极耳210的厚度为压缩前的多层极耳210的厚度的90%~95%,在保证不会压坏极耳110的情况下,有利于消除极耳110的褶皱,使相邻极耳110之间贴附的更加紧密,避免出现层间间隙。
可选地,在本实施例中,如图3和图4所示,通过极耳按压机构400压缩多层极耳210,极耳按压机构400包括固定压板410、活动压板420和擀压件430,活动压板420能够向靠近固定压板410的方向运动,固定压板410可以放置在密闭腔室300的底壁上,按压时,固定压板410保持不动。压缩多层极耳210的具体步骤为:
S210、沿极耳110的堆叠方向将极耳体220夹在固定压板410和活动压板420之间;
在本实施例中,极耳110沿竖直方向堆叠,固定压板410设置在极耳体220的底部,活动压板420设置在极耳体220的上方,活动压板420能够沿竖直方向移动,以压缩多层极耳210。
S220、极耳110的一端与隔膜120相连,按压件从靠近隔膜120到远离隔膜120的方向(图4中箭头所指方向)擀压活动压板420。
可选地,擀压件430可以为擀压轮,将擀压的方向设置为从靠近隔膜120到远离隔膜120,目的是将相邻极耳110之间的空气排走,与往复擀压相比,排气效果较佳。
可选地,擀压次数可以为3次~6次,示例性地,可以为3次、4次、5次或6次等,根据实际需要设置即可。
可选地,在本实施例中,擀压时的压力为0.5MPa~3MPa,示例性地,可以为0.5MPa、1MPa、1.5MPa、2MPa、2.5MPa或3MPa等,根据实际需要设置即可。
进一步地,在压缩多层极耳210,并将密闭腔室300抽真空时,可以控制真空度为-85KPa~-95KPa,示例性地,可以为-85KPa、-90KPa或-95KPa等,根据实际需要设置即可,上述真空度范围,消除相邻极耳110之间的气体的效果较好,而且生产效率高。
S300、通过激光焊接将极耳体220焊接在盖板的极柱500上,焊接时激光沿极耳110的堆叠方向穿透极耳体220,使多层极耳210焊接为一体。
具体地,如图5所示,在本实施例中,焊接时将极耳体220放置在极柱500上,并将活动压板420压在极耳体220上,使极耳体220紧贴极柱500,避免极耳体220与极柱500之间出现空隙,同时,活动压板420压住了极耳体220,也能够防止极耳体220在焊接的过程中起翘,有利于提高焊接质量。活动压板420上设有定位孔421,将焊头600设置在活动压板420的上方,并使激光穿过定位孔421、穿透极耳体220后与极柱500接触,将极耳体220焊接在极柱500上的同时,多层极耳210也焊接为了一个整体,使得极耳体220脱离真空环境后也不会松散。通过在活动压板420上设置定位孔421,能够根据设计需要确定焊接位置,提高了焊接质量。上述极耳与极柱的装配方法,一方面,能使相邻极耳110紧密接触,降低了极耳110之间出现层间间隙的风险,避免在极耳110与极柱500焊接时出现极耳110断裂,进而提高了极耳110的过流能力;另一方面,与现有技术中先通过超声波焊接使多层极耳210形成整体,再通过激光焊接实现极耳110与极柱500的装配的二次焊接相比,本实施例仅需一次激光焊接工序,既简化了装配工序,又避免了超声波焊接来带的金属屑。
进一步地,在真空状态下焊接极耳体220与极柱500时,也可以保持真空度为-85KPa~-95KPa,示例性地,可以为-85KPa、-90KPa或-95KPa,根据实际需要设置即可。将焊接时的真空度设置为与压缩多层极耳210形成极耳体220时的真空度相同,能够避免极耳体220松散,降低了气体再次回到相邻极耳110之间的风险,进而提高了焊接质量。
进一步地,上述极耳与极柱的装配方法,在极耳110叠片前,为了避免极耳110表面的灰尘和油污影响极耳110之间的贴合效果,需要对叠片前的极耳110进行清洗,如采用等离子清洗法清洗,等离子清洗是一种干法清洗方式,与传统溶剂清洗相比,不污染环境,不需要清洗液体,清洗效率高、清洗效果好,还可以活化物体表面,增加表面的润湿性能,改善黏着力。当然,也可以采用其他清洗方法,根据实际需要选择即可。
优选地,清洗完极耳110后,为了保证清洗效果,需要对清洗完的极耳110进行洁净度检测,将符合洁净度要求的极耳110进行叠片,而不符合洁净度要求的极耳110返回清洗工序再次进行清洗,直至极耳110的洁净度符合要求。
可选地,在本实施例中,采用CCD视觉检测设备对极耳110的洁净度进行检测,CCD视觉检测设备是一种非接触测量方法,可以避免对被测对象的损伤,适用于高温、高压、流体等难以接近的被测物体的场合,可代替人工操作,生产效率较高。由于CCD视觉检测设备为现有技术,因此,对其结构不再一一赘述。
显然,本发明的上述实施例仅仅是为了清楚说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。