一种陶瓷手机盖及其制备方法
文献发布时间:2024-01-17 01:27:33
技术领域
本发明属于陶瓷手机盖技术领域,具体涉及一种陶瓷手机盖及其制备方法。
背景技术
手机,全称为移动电话或无线电话,通常称为手机,原本只是一种通讯工具,手机分为智能手机和非智能手机,一般智能手机的性能比非智能手机要好,但是非智能手机比智能手机性能稳定,手机行业的发展非常迅速,就拿机身材质来说,不到十年的时间就已经完成了从塑料机身到金属机身再到玻璃机身的演变,近年来陶瓷机身手机的市占比也正在逐渐增大,氧化锆陶瓷具有优异的物理性能及良好的力学性能,随着其成型技术的发展,在医疗、电子产品和传感器等众多领域均有广泛的应用。手机后盖采用氧化锆陶瓷材质的手机机身具有良好的通信信号透过率,信号接收能力强,其硬度、密度及抗弯强度等明显优于塑料和玻璃材质,并且具有无电磁干扰,不具备磁性的特点,同时,由于陶瓷材质具有良好的可塑性,通过对机身表面的细致处理可塑造出更加高端的视觉形象,然而市面上各种的陶瓷机身仍存在各种各样的问题。
如授权公告号为CN106892660A所公开的一种陶瓷手机后盖及其制备方法,其虽然实现了更加简易、快速的制备高强度、高韧性、高硬度陶瓷手机后盖,但是并未解决现有陶瓷手机盖在制备的时候,不能够有效的实现颜色一体化,以及不能够实现对陶瓷手机盖进行表面处理,提高陶瓷手机盖的触感等的问题,为此我们提出一种陶瓷手机盖及其制备方法。
发明内容
本发明的目的在于提供一种陶瓷手机盖及其制备方法,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:一种陶瓷手机盖,包括有以下原料:
48-65%的陶瓷颗粒、3.2-5%的粘接剂、0.1-1%的分散剂、1.2-2.6%的塑化剂,以及30.1-45.1%的溶剂;
再更具体点,所述陶瓷颗粒中包括了50.3-58.2%的陶泥、20.2-40.5的白色氧化锆、2-6%的三氧化二钇、0.5-7%的三氧化二铝、0.5-13%的着色剂;
所述着色剂采用的是若干种不同颜色的矿石,即将若干种不同颜色的矿石分别进行粉碎,然后再通过淘、澄、飞和跌进行提取颜色,即淘是用水淘洗杂质,澄是澄清、沉淀的过程,飞是撇去上面浮起的一层颜料,所谓取漂,跌是将下沉的部分再搅起再沉淀;
所述陶瓷颗粒是将陶瓷泥、氧化锆、三氧化二钇、三氧化二铝和着色剂进行配比混合,然后将陶瓷泥、氧化锆、三氧化二钇、三氧化二铝和着色剂进行烧制成陶瓷颗粒。
优选的,所述粘接剂除了胶料外,还包括溶剂、固化剂、增韧剂、防腐剂和消泡剂辅助成分,所述胶料中包括有动物胶和合成树脂,还包括有环氧树脂、酚醛树脂、聚乙烯醇缩醛、过氯乙烯树脂、氯丁橡胶和丁腈橡胶中的一种或者多种。
优选的,所述分散剂中包括有无机分散剂和有机分散剂,所述无机分散剂包括有硅酸盐类和碱金属磷酸盐类,所述硅酸盐类采用的是水玻璃,所述碱金属磷酸盐类采用的是三聚磷酸钠、六偏磷酸钠和焦磷酸钠,所述有机分散剂包括三乙基己基磷酸、十二烷基硫酸钠、甲基戊醇、纤维素衍生物、聚丙烯酰胺、古尔胶、脂肪酸聚乙二醇酯中的一种或者多种。
优选的,所述塑化剂采用的是聚乙二醇或邻苯二甲酸二丁酯,所述溶剂采用是醇类物质,包括有正丁醇、甲乙酮、甲苯、乙醇、甲乙酮和三氯乙烯中的一种或者多种,或者混合物。
优选的,所述着色剂采用的天然矿石包括有孔雀石、绿松石、朱砂、蓝铜矿、青金石、雄黄、朱砂、赭石、蛤粉、高岭土、锌白、钛白、锌钡白和黄金,还包括有炭黑,主要是植物的碳化物。
一种陶瓷手机盖的制备方法,包括有以下步骤:
S1、将陶瓷颗粒、溶剂和分散剂进行混合:陶瓷颗粒、溶剂和分散剂进行充分的混合,且在进行混合的时候,通过球磨进行缓慢的搅拌,进行充分的混合处理;
S2、将混合后的原料进行干压烧结:混合后的原料在压力作用下被压制成具有一定形状的致密坯体,然后在对固态素坯进行高温加热时,素坯中的固体颗粒会发生物质迁移,达到某一温度时坯体发生收缩,出现晶粒长大,伴随气孔排除,最终在低于熔点的温度下,素坯变成多晶的陶瓷材料;
S3、对素坯进行磨床加工:使用金刚石砂轮磨床对毛坯的外形四边进行磨边修平,对背面进行粗磨加工,减薄厚度;
S4、CNC内腔加工和弧面外形加工:通过CNC内腔加工对内腔曲面、内高及外围尺寸进行处理;CNC弧面外形加工主要是对手机后盖的外弧面进行加工;
S5、精磨平面、退火和激光切割:经过精磨修正平面翘曲,为了应力变形较大,需要通过退火处理消除应力,在进行粗抛后进行摄像孔及闪光孔的激光切割,然后在采用电镀金刚石磨头对激光切割过的孔及弧面外形进行精修;
S6、表面处理:通过PVD工艺在工件表面形成具有特殊性能的金属或化合物涂层的方法,再通过AF工艺在陶瓷表面镀上一层涂层,该涂层使陶瓷表面不易产生指纹,耐磨性佳。
优选的,所述S1中的陶瓷颗粒、溶剂和分散剂在进行混合的时候,通过球磨进行球磨和混合,即能够实现对陶瓷颗粒进行研磨,也能够实现混合,且球磨采用两级球磨处理,在研磨后再将粘接剂和塑化剂进行添加进入到原料中。
优选的,所述S2中的干压烧结将原料压制成具有一定形状的致密坯体,坯体在烧结前是由许多单个陶瓷颗粒组成的,坯体中存在许多气孔,气孔率一般为40%-60%;对固态素坯进行高温加热时,素坯中的固体颗粒会发生物质迁移,达到某一温度时坯体发生收缩,出现晶粒长大,伴随气孔排除,最终在低于熔点的温度下,素坯变成多晶的陶瓷材料。
优选的,所述S2中的烧结在几个温度段分别进行处理,即需要在600-650℃下烧结1-4小时,再在1350-1500℃下处理一段时间,尔后还要放入退火炉中得到成型的陶瓷壳体。
优选的,所述S6中的表面处理的PVD工艺采用的是蒸发镀或者溅射镀,在陶瓷盖板上镀logo或颜色膜,且AF处理利用蒸镀方式,且在表面处理后对陶瓷盖板进行微裂纹检测、轮廓度、整体翘曲度、截面翘曲度和厚度检测。
与现有技术相比,本发明的有益效果是:
本发明在使用的时候,通过将着色剂添加到陶瓷颗粒的内部,即使用有色陶瓷颗粒实现手机盖整体着色,减少手机盖板磨损,造成色差或者是着色釉脱落,以及采用纯天然颜色,提高色泽的纯正以及安全性,并且通过多工艺处理,实现烧结时间短,生产效率高,并且通过烧结处理,提高晶体的整体性,提高陶瓷的断裂韧性;形成一个整板,降低后续CNC加工成本;并且制备得到的陶瓷手机后盖具有高强度、高韧性、高硬度和尺寸控制精确等优点。
附图说明
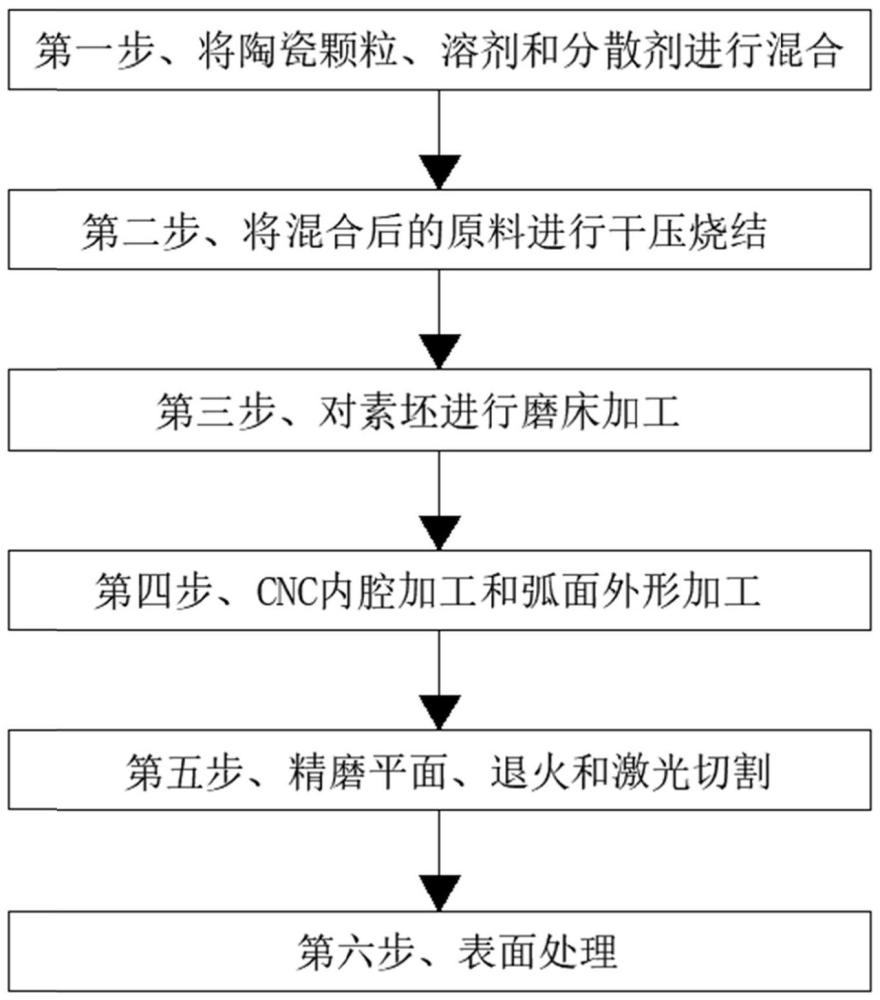
图1为本发明的步骤流程示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1,本发明提供一种技术方案:一种陶瓷手机盖,包括有以下原料:
48-65%的陶瓷颗粒、3.2-5%的粘接剂、0.1-1%的分散剂、1.2-2.6%的塑化剂,以及30.1-45.1%的溶剂;
再更具体点,所述陶瓷颗粒中包括了50.3-58.2%的陶泥、20.2-40.5的白色氧化锆、2-6%的三氧化二钇、0.5-7%的三氧化二铝、0.5-13%的着色剂;
所述着色剂采用的是若干种不同颜色的矿石,即将若干种不同颜色的矿石分别进行粉碎,然后再通过淘、澄、飞和跌进行提取颜色,即淘是用水淘洗杂质,澄是澄清、沉淀的过程,飞是撇去上面浮起的一层颜料,所谓取漂,跌是将下沉的部分再搅起再沉淀;
所述陶瓷颗粒是将陶瓷泥、氧化锆、三氧化二钇、三氧化二铝和着色剂进行配比混合,然后将陶瓷泥、氧化锆、三氧化二钇、三氧化二铝和着色剂进行烧制成陶瓷颗粒。
粘结剂的使用可以有效的提高陶瓷颗粒之间的连接性,便于形成一个整体,本实施例中,优选的,所述粘接剂除了胶料外,还包括溶剂、固化剂、增韧剂、防腐剂和消泡剂辅助成分,所述胶料中包括有动物胶和合成树脂,还包括有环氧树脂、酚醛树脂、聚乙烯醇缩醛、过氯乙烯树脂、氯丁橡胶和丁腈橡胶中的一种或者多种。
分散剂的使用,可以有效的提高陶瓷颗粒之间的油性和水性的粘连,便于和溶剂进行混合,本实施例中,优选的,所述分散剂中包括有无机分散剂和有机分散剂,所述无机分散剂包括有硅酸盐类和碱金属磷酸盐类,所述硅酸盐类采用的是水玻璃,所述碱金属磷酸盐类采用的是三聚磷酸钠、六偏磷酸钠和焦磷酸钠,所述有机分散剂包括三乙基己基磷酸、十二烷基硫酸钠、甲基戊醇、纤维素衍生物、聚丙烯酰胺、古尔胶、脂肪酸聚乙二醇酯中的一种或者多种。
塑化剂和溶剂的使用能够有效的实现对陶瓷颗粒的混合,本实施例中,优选的,所述塑化剂采用的是聚乙二醇或邻苯二甲酸二丁酯,所述溶剂采用是醇类物质,包括有正丁醇、甲乙酮、甲苯、乙醇、甲乙酮和三氯乙烯中的一种或者多种,或者混合物。
采用纯天然的矿物质形成颜色,可以提高颜色的纯正和持久性,本实施例中,优选的,所述着色剂采用的天然矿石包括有孔雀石、绿松石、朱砂、蓝铜矿、青金石、雄黄、朱砂、赭石、蛤粉、高岭土、锌白、钛白、锌钡白和黄金,还包括有炭黑,主要是植物的碳化物。
一种陶瓷手机盖的制备方法,包括有以下步骤:
S1、将陶瓷颗粒、溶剂和分散剂进行混合:陶瓷颗粒、溶剂和分散剂进行充分的混合,且在进行混合的时候,通过球磨进行缓慢的搅拌,进行充分的混合处理;
S2、将混合后的原料进行干压烧结:混合后的原料在压力作用下被压制成具有一定形状的致密坯体,然后在对固态素坯进行高温加热时,素坯中的固体颗粒会发生物质迁移,达到某一温度时坯体发生收缩,出现晶粒长大,伴随气孔排除,最终在低于熔点的温度下,素坯变成多晶的陶瓷材料;
S3、对素坯进行磨床加工:使用金刚石砂轮磨床对毛坯的外形四边进行磨边修平,对背面进行粗磨加工,减薄厚度;
S4、CNC内腔加工和弧面外形加工:通过CNC内腔加工对内腔曲面、内高及外围尺寸进行处理;CNC弧面外形加工主要是对手机后盖的外弧面进行加工;
S5、精磨平面、退火和激光切割:经过精磨修正平面翘曲,为了应力变形较大,需要通过退火处理消除应力,在进行粗抛后进行摄像孔及闪光孔的激光切割,然后在采用电镀金刚石磨头对激光切割过的孔及弧面外形进行精修;
S6、表面处理:通过PVD工艺在工件表面形成具有特殊性能的金属或化合物涂层的方法,再通过AF工艺在陶瓷表面镀上一层涂层,该涂层使陶瓷表面不易产生指纹,耐磨性佳。
通过球磨实现对原料进行有效的混合,并且实现对陶瓷颗粒进行磨损,提高在干压时候的整体性,本实施例中,优选的,所述S1中的陶瓷颗粒、溶剂和分散剂在进行混合的时候,通过球磨进行球磨和混合,即能够实现对陶瓷颗粒进行研磨,也能够实现混合,且球磨采用两级球磨处理,在研磨后再将粘接剂和塑化剂进行添加进入到原料中。
通过烧结实现对干压后的原料进行处理,使得陶瓷颗粒之间的缝隙能够实现自动化填充,形成一个整板,本实施例中,优选的,所述S2中的干压烧结将原料压制成具有一定形状的致密坯体,坯体在烧结前是由许多单个陶瓷颗粒组成的,坯体中存在许多气孔,气孔率一般为40%-60%;对固态素坯进行高温加热时,素坯中的固体颗粒会发生物质迁移,达到某一温度时坯体发生收缩,出现晶粒长大,伴随气孔排除,最终在低于熔点的温度下,素坯变成多晶的陶瓷材料。
为了实现对手机盖进行烧结处理,并且通过不同的时候温度段进行烧结处理,有效的形成手机盖整体,本实施例中,优选的,所述S2中的烧结在几个温度段分别进行处理,即需要在600-650℃下烧结1-4小时,再在1350-1500℃下处理一段时间,尔后还要放入退火炉中得到成型的陶瓷壳体。
通过多种工艺实现对手机盖进行表面处理,提高手机盖表面的优化性,然后再进行检测处理,本实施例中,优选的,所述S6中的表面处理的PVD工艺采用的是蒸发镀或者溅射镀,在陶瓷盖板上镀logo或颜色膜,且AF处理利用蒸镀方式,且在表面处理后对陶瓷盖板进行微裂纹检测、轮廓度、整体翘曲度、截面翘曲度和厚度检测。
本发明的工作原理及使用流程:
第一步、将陶瓷颗粒、溶剂和分散剂进行混合:陶瓷颗粒、溶剂和分散剂进行充分的混合,且在进行混合的时候,通过球磨进行缓慢的搅拌,进行充分的混合处理;
第二步、将混合后的原料进行干压烧结:混合后的原料在压力作用下被压制成具有一定形状的致密坯体,然后在对固态素坯进行高温加热时,素坯中的固体颗粒会发生物质迁移,达到某一温度时坯体发生收缩,出现晶粒长大,伴随气孔排除,最终在低于熔点的温度下,素坯变成多晶的陶瓷材料;
第三步、对素坯进行磨床加工:使用金刚石砂轮磨床对毛坯的外形四边进行磨边修平,对背面进行粗磨加工,减薄厚度;
第四步、CNC内腔加工和弧面外形加工:通过CNC内腔加工对内腔曲面、内高及外围尺寸进行处理;CNC弧面外形加工主要是对手机后盖的外弧面进行加工;
第五步、精磨平面、退火和激光切割:经过精磨修正平面翘曲,为了应力变形较大,需要通过退火处理消除应力,在进行粗抛后进行摄像孔及闪光孔的激光切割,然后在采用电镀金刚石磨头对激光切割过的孔及弧面外形进行精修;
第六步、表面处理:通过PVD工艺在工件表面形成具有特殊性能的金属或化合物涂层的方法,再通过AF工艺在陶瓷表面镀上一层涂层,该涂层使陶瓷表面不易产生指纹,耐磨性佳。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。