袋装弹簧线轴
文献发布时间:2023-06-19 13:48:08
技术领域
本发明涉及用于床垫或垫子(诸如用于沙发)的袋装弹簧芯领域。本发明涉及提供这种袋装弹簧的线性串的线轴;以及制作这种线轴的方法。本发明还涉及使用袋装弹簧的线性弹簧的线轴制造袋装弹簧芯的方法,以及用于将袋装弹簧的线性串组装成二维弹簧芯的设备。
背景技术
用于床垫或垫子的袋装弹簧芯是众所周知的。芯包括螺旋缠绕的弹簧的二维阵列,每个弹簧设置在由纺织织物制成的袋中。这种芯是通过将切成适当长度的袋装弹簧的线性串彼此平行地组装而制成的。可以通过适当的粘合剂进行组装。大多数情况下,制作袋的纺织织物是纺织无纺布,例如纺粘织物。使用纺粘织物使得可以通过热焊接来制造袋。
US5,613,287公开了一种形成袋装弹簧串的方法。弹簧首先以压缩状态插入袋中,使弹簧的高度方向垂直于袋的高度方向,然后将弹簧翻转90°,使弹簧膨胀并使弹簧的高度方向与袋的高度方向一致。
在已知方法中,袋装弹簧芯的制造按照袋装弹簧串的生产执行。提供中间仓作为袋装弹簧串的中间储存装置。US4,406,391提供了这种方法的示例。替代地,袋装弹簧串的生产过程和袋装弹簧组装以构建袋装弹簧床垫芯的过程是分开的。袋装弹簧串在制造后储存在仓中。然后在适当的时候将仓运送到装配线,在装配线,使用从一个或多个仓中取出的袋装弹簧的线性串组装成二维袋装弹簧床垫芯。
增长的趋势是生产具有不同特性的串的袋装弹簧芯。这种技术允许制造包括具有不同弹簧特性的区域的床垫,以提高床垫的舒适度。EP0624545A1给出了使用具有不同弹性和/或不同阻尼特性的串来生产这种袋装弹簧芯的方法的示例。
床垫行业和消费者偏好的许多趋势要求改进袋装弹簧床垫芯的生产工艺。增长的趋势是床垫个性化,例如具有专为满足个人需求而设计的不同压缩区域的床垫。这种趋势极大地增加了需要生产的不同类型的床垫芯,需要在生产过程中具有更多的多功能性和灵活性。弹簧卷绕速度正在增加,这对在线过程造成限制,因为制造过程的所有步骤都必须能够遵循更高的弹簧卷绕速度。制造袋装弹簧串(包括弹簧卷绕和插入纺织袋中)和芯组件的不同技术技能要求为将袋装弹簧串的制造与它们在床垫芯中的组装分开提供了进一步的论据。提到的趋势已经涉及增加袋装弹簧串的中间储存装置。所有这些趋势都要求袋装弹簧芯的制造过程的新方法和成本优化。
发明内容
本发明的第一方面是一种袋装弹簧的线性串的线轴。袋装弹簧的线性串包括弹簧,每个弹簧设置在纺织袋中。弹簧包括螺旋卷绕的钢丝弹簧并且优选地由其构成。纺织袋沿线性方向彼此组装。线性串具有一个纺织袋的宽度。袋装弹簧串螺旋缠绕在线轴中并处于压缩状态,使得袋装弹簧可以在袋装弹簧串从线轴上解开缠绕时膨胀。
本发明提供了一种储存和运输袋装弹簧的线性串的紧凑方式。由于串和袋装弹簧在线轴中处于压缩状态,因此与在仓中储存和运输线性串的现有技术方式相比,占用的体积更小。将袋装弹簧的线性串以压缩状态储存具有进一步的优点,即袋装弹簧在用于床垫芯时将表现出较少的永久变形,因为将袋装弹簧以压缩状态保持在线轴上已经消除了弹簧的至少部分松弛。
在从线轴将袋装弹簧的线性串解开缠绕时,可以允许袋装弹簧松弛到未压缩状态,以便组装成二维袋装弹簧芯。
包括具有不同特性的袋装弹簧的线轴可以用于组装包括具有不同弹簧特性的区域的二维袋装弹簧芯。这种方法减少了储存袋装弹簧串所需的仓库面积,并在床垫芯制造中提供了多功能性和灵活性。
优选地,袋由纺粘无纺布通过焊接、更优选地通过热焊接制成。
优选地,袋装弹簧的线性串在线轴的径向方向上作为多个层存在。
在优选实施例中,夹层材料(例如纸、纸板、带或纺织织物)设置在层之间。这种实施例的益处在于,夹层材料可以帮助在缠绕期间压缩袋装弹簧并且将袋装弹簧以压缩状态保持在线轴上。由于有效地防止了线轴上的层之间的缠结,夹层材料还有助于线轴的解开缠绕。
在优选的替代实施例中,袋装弹簧的线性串的连续层直接接触。这种方法具有成本效益并且减少了浪费,因为在袋装弹簧的线性串的连续层之间不存在夹层材料;夹层材料在线轴解开缠绕时需要丢弃。
优选地,在线轴轴线的纵向方向上彼此相邻地设置多个袋。
在优选的线轴中,袋装弹簧的线性串在线轴的宽度方向上缠绕成交替的第一层和第二层。在线轴的第一宽度方向上将袋装弹簧串缠绕成第一层之后,袋装弹簧串在线轴的宽度上在与第一宽度方向相反的方向上缠绕成第二层。这样的实施例具有的益处是,以非常经济的方式使用空间并且可以以简单的方式将线轴解开缠绕,使由于线轴上的袋装弹簧串的缠结而可能发生的解开缠绕问题的风险最小化。在更优选的这样的实施例中,在一层中的相邻袋之间以最小的空间进行缠绕,但没有重叠。
在替代实施例中,其中袋装弹簧的线性串在线轴的径向方向上作为多个层存在,每一层在线轴轴线的纵向方向上仅具有一个袋装弹簧的宽度。更优选地,这种线轴具有芯和一个(更优选地两个)凸缘,袋装弹簧的线性串缠绕在芯上,。
在优选的线轴中,袋具有垂直于袋装弹簧串的长度方向的高度方向。弹簧设置在袋中,使得螺旋卷绕的钢丝弹簧的高度方向垂直于袋的高度方向。袋的高度方向是将提供由袋装弹簧串制成的2D芯的厚度的方向。此类实施例的益处在于,当弹簧以相对于其在2D弹簧芯中的最终位置转动90°的位置存在于袋中时,袋中的几何约束产生了螺旋弹簧的压缩,有助于以压缩状态将袋装弹簧串缠绕到线轴中。在从线轴上将串解开缠绕时,螺旋弹簧可以很容易地转动到其最终位置,在该位置,螺旋弹簧的高度方向与袋的高度方向一致,这也是由袋装弹簧的线性串制成的2D芯的厚度方向。这样的实施例具有进一步的益处。用于制造袋装弹簧的线性串的常见类型的机器制造袋装弹簧,使得螺旋卷绕的钢丝弹簧插入袋内,钢丝弹簧的高度方向垂直于袋的高度方向。在密封袋后,将弹簧在袋中转动,使弹簧的高度方向与袋的高度方向一致。当制造根据本发明的该实施例的线轴时,不需要在串制造机器上进行这种转动。
在替代的优选实施例中,袋具有垂直于袋装弹簧串的长度方向的高度方向,并且弹簧设置在袋中,使得弹簧的高度方向与袋的高度方向一致。
在优选实施例中,线轴中的袋装弹簧的线性串包括处于第一布置的袋和处于第二布置的袋。处于第二布置的袋与处于第一布置的袋的不同之处在于,袋已围绕串的长度方向翻转180°或翻转180°的倍数。更优选地,根据第一布置的袋在线轴中沿着袋装弹簧的线性串的长度与第二布置的袋交替。通过袋的连接部处的旋转,可以容易地注意到袋装弹簧串从第一布置的袋转换到第二布置的袋:该连接部已经翻转了180°或180°的倍数。将袋装弹簧串缠绕在线轴上时,可以执行袋的旋转。当从线轴上将袋装弹簧串解开缠绕时,可以再次去除旋转。这样的实施例的益处在于,当袋相对于线性串中的在前一袋旋转时,制造袋的织物压缩袋中的弹簧。因此,便于将袋以压缩状态缠绕到线轴上并且更容易在线轴上保持袋的压缩状态。
在根据本发明第一方面的任何实施例的优选线轴中,线性串的最后缠绕部分固定在线轴中,从而保持袋上的压缩张力。固定可以在先前缠绕的一定长度的线性弹簧上进行,或者当线轴包括线轴承载件时,固定在线轴承载件的一部分上进行。这种线轴承载件可以是芯,或者可以是带有一个或两个横向凸缘的芯。
优选地,袋的高度方向设置在线轴的径向方向上。在这样的实施例中,在缠绕线轴时的缠绕张力有助于压缩袋装弹簧。然而,替代地,袋的高度方向可以设置在线轴的轴向方向上。
在本发明的第一方面的实施例中,线轴包括芯。袋装弹簧的线性串缠绕在芯上。芯可以例如是纸板芯;例如用纸板制成的管。更优选地,在开始将线性袋装弹簧缠绕到芯上时,袋装弹簧的线性串被固定到芯上。
替代地,可以提供没有芯的线轴。这种线轴可以例如通过将袋装弹簧串围绕芯缠绕并在缠绕线轴之后移除芯来制成。为了将这种线轴解开缠绕,例如可以在无芯线轴的中心插入轴或芯。
在本发明第一方面的优选实施例中,织物带被胶合在袋装弹簧串的顶部和/或底部。此类实施例的益处在于防止袋装弹簧串的层之间的缠结,并且为将使用袋装弹簧的线轴制成的袋装弹簧芯提供缓冲层或保护层。这种缓冲层或保护层可以代替传统上施加在二维袋装弹簧芯的顶部和/或底部的织物层。织物带可以例如是非织造带,优选地是具有一定松密度的非织造带。带也可以具有多个层。可以在将袋装弹簧缠绕在线轴上之前或期间将织物带胶合在袋装弹簧串的顶部和/或底部。优选地,带具有在未压缩状态下袋装弹簧串的宽度。
本发明的第二方面是一种用于将袋装弹簧串缠绕到如本发明第一方面的任何实施例中的袋装弹簧的线轴中的设备。该设备包括压缩装置,用于在将袋装弹簧缠绕到线轴中时对其进行压缩。优选地,该设备包括压缩单元,用于在袋装弹簧串到达将弹簧串缠绕到线轴中的点之前压缩袋。
在用于将袋装弹簧串缠绕到袋装弹簧的线轴中的优选设备中,压缩装置是一个或多个辊子,或者压缩装置是在线轴被缠绕时包围线轴表面的一部分的环形带。
本发明的第三方面是一种制造如本发明第一方面的任何实施例中的袋装弹簧的线性串的线轴的方法。该方法包括以下步骤:提供袋装弹簧的线性串;以及使用如本发明第二方面的任何实施例中的设备来缠绕如本发明的第一方面中的线轴。
本发明的第四方面是一种制造例如用于床垫或用于垫子(例如用于就座产品)的二维袋装弹簧芯的方法。该方法包括以下步骤:提供如本发明第一方面的任何实施例中的袋装弹簧的线性串的线轴;从线轴上将袋装弹簧的线性串解开缠绕,并允许袋装弹簧松弛到它们的未压缩状态;以及将袋装弹簧的线性串组装成二维袋装弹簧芯。优选地,组装通过彼此平行地胶合一定长度的袋装弹簧串来执行。
根据本发明第四方面的优选方法包括以下步骤:提供如本发明第一方面的任何实施例中的袋装弹簧的线性串的多个线轴;从线轴上将袋装弹簧的线性串解开缠绕,并允许袋装弹簧松弛到它们的未压缩状态;以及将袋装弹簧的线性串组装成二维袋装弹簧芯。优选地,袋装弹簧的线性串的多个线轴中的至少两个线轴的袋装弹簧在弹簧特性方面不同,例如在弹簧几何形状和/或弹簧刚度方面不同。在优选的此类实施例中,二维袋装弹簧芯被制造为包括具有不同弹簧特性的区域,例如具有不同刚度特性的区域。
根据本发明的第四方面的任何实施例的优选方法包括以下步骤:提供如本发明的第一方面的任何实施例中的袋装弹簧的线性串的一个或多个线轴;提供用于制造袋装弹簧串的一台或多台机器;从所述一个或多个线轴中的一个线轴或多于一个线轴将线性串解开缠绕,从而允许袋装弹簧松弛到它们的未压缩状态;以及将解开缠绕的线性串与在所述一台或多台机器上按照组装过程生产的一个袋装弹簧串或多个袋装弹簧串一起组装成二维弹簧芯。该实施例的优点在于可以以非常有效的方式制造包括具有不同特性的弹簧的弹簧芯。用于制造袋装弹簧串的所述一台或多台机器可以设置用于制造以下袋装弹簧类型,该袋装弹簧在要制造并且因此大批量需要并且几乎连续需要的所有或几乎所有弹簧芯中使用。线轴可以包含具有很少使用和/或少量使用的特性的袋装弹簧串。这样,可以以更高效率的组装过程制造不同设计和特性的弹簧芯。与更换袋装弹簧制造机制造的袋装弹簧类型相比,更换线轴更快、更容易、更廉价。在多线轴设置中,更换线轴甚至可以自动化。在更优选的实施例中,更换是电子控制的。
在本发明的第四方面的优选实施例中,提供电子控制单元,用于选择袋装弹簧串并将其供给到组装过程。
本发明的第五方面是一种用于组装二维袋装弹簧芯的设备。该设备包括:一个或多个放线架;用于制造袋装弹簧串的一台或多台机器;和组装站。所述一个或多个放线架被提供用于保持如本发明的第一方面的任何实施例中的袋装弹簧的线性串的每个线轴。组装站被提供用于将从所述一个或多个放线架上的线轴解开缠绕的一定长度的袋装弹簧串组装成二维弹簧芯,同时允许袋装弹簧松弛到它们的未压缩状态,并且一定长度的袋装弹簧串由所述一台或多台机器在线生产。优选地,该设备包括涂覆器,用于将胶水涂覆到袋装弹簧串的至少一个侧表面,以便在组装二维袋装弹簧芯时将一定长度的袋装弹簧串彼此平行地胶合。
优选的设备包括缓冲器(例如仓),用于临时缓冲由袋装弹簧制造机器生产的一定长度的袋装弹簧串。这样,即使组装站不连续消耗由制造机器制造的袋装弹簧串,机器也可以连续制造袋装弹簧。
根据本发明第五方面的优选设备包括控制单元,用于控制袋装弹簧串从线轴和/或从机器到组装站的供给。
附图说明
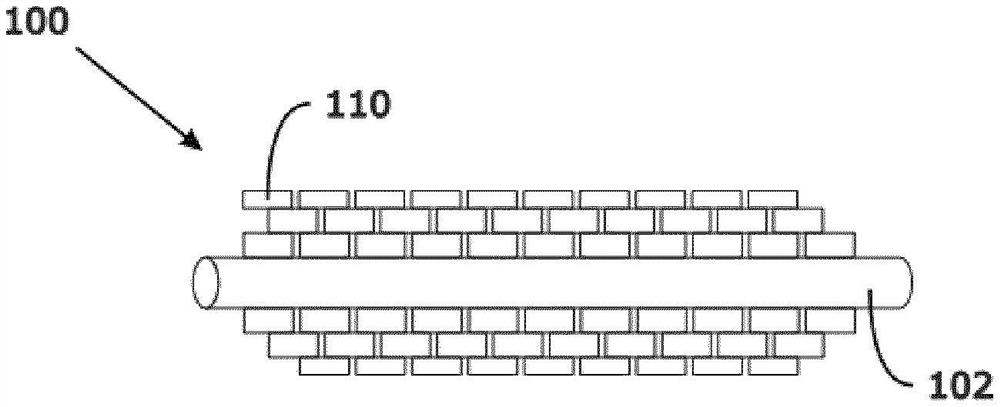
图1示出了根据本发明的袋装弹簧的线性串的线轴。
图2示出了可用于本发明的袋装弹簧的线性串的布置。
图3示出了可用于本发明的袋装弹簧的线性串的另一布置。
图4示出了可用于本发明的袋装弹簧的线性串的另一布置。
图5示出了根据本发明第五方面的设备的示例。
具体实施方式
图1示出了根据本发明的第一方面的袋装弹簧的线性串的示例性线轴100。示例性线轴包括芯102和袋装弹簧的线性串110。袋装弹簧串110螺旋缠绕在线轴中并处于压缩状态,使得袋装弹簧可以在袋装弹簧串从线轴上解开缠绕时膨胀。袋装弹簧的线性串110沿线轴的径向方向缠绕成多层。袋装弹簧的线性串110在线轴的宽度方向上缠绕成交替的第一层和第二层。在线轴的第一宽度方向上将袋装弹簧串缠绕成第一层之后,袋装弹簧串在线轴的宽度上在与第一宽度方向相反的方向上缠绕成第二层。在该示例中,袋装弹簧的线性串的连续层直接接触。然而,也可以(图1中未示出)在层之间提供夹层材料(例如纸、纸板、带或纺织织物)。芯可以例如是纸板管。在开始将线性袋装弹簧缠绕到芯上时,可以将袋装弹簧的线性串固定到芯上。线性串的最后缠绕部分可以固定在线轴中,从而保持袋上的压缩张力。可以在先前缠绕的一定长度的线性弹簧上或在纸板芯上进行固定。图1的示例示出了在线轴的径向方向上袋的高度方向。
图2中示出了袋装弹簧的线性串在线轴中的布置的第一示例。为了说明的清楚起见,图2示出了处于未压缩状态的袋装弹簧的线性串210。在线轴上,线性串和袋被压缩。袋装弹簧的线性串210包括弹簧212,每个弹簧都设置在纺织袋(或织物袋)214中。弹簧是螺旋卷绕的钢丝弹簧。纺织袋沿线性方向彼此组装。线性串具有一个纺织袋的宽度。袋由纺粘无纺布(或非织造织物,nonwoven fabric)通过焊接、更优选地通过热焊接制成。焊接线216设置在纺织袋之间。袋的高度方向由图2中的H表示。袋的高度方向是将提供由袋装弹簧串制成的2D芯的厚度的方向。串的长度方向由图2中的L表示。袋的高度方向垂直于袋装弹簧串的长度方向。弹簧设置在袋中,使得螺旋卷绕的钢丝弹簧的高度方向垂直于袋的高度方向。在从线轴上将串解开缠绕时或之后,需要将弹簧翻转90°,使弹簧的高度方向与袋的高度方向一致。通过简单的机械装置可以不困难地翻转弹簧。
图3中示出了袋装弹簧的线性串在线轴中的替代布置。为了说明的清楚起见,图3示出了处于未压缩状态的袋装弹簧的线性串310。在线轴上,线性串和袋被压缩。袋装弹簧的线性串310包括弹簧312,每个弹簧都设置在纺织袋314中。弹簧是螺旋卷绕的钢丝弹簧。纺织袋沿线性方向彼此组装。线性串具有一个纺织袋的宽度。袋由纺粘无纺布(或非织造织物,nonwoven fabric)通过焊接、更优选地通过热焊接制成。焊接线316设置在纺织袋之间。弹簧312设置在袋314中,使得弹簧的高度方向与袋的高度方向一致。这是弹簧在二维袋装弹簧芯中具有的取向。
图4中示出了袋装弹簧的线性串在线轴中的另一特别有益的布置。为了说明的清楚起见,图4示出了处于未压缩状态的袋装弹簧的线性串410。在线轴上,线性串和袋被压缩。袋装弹簧的线性串410包括弹簧412,每个弹簧设置在纺织袋414、415中。弹簧是螺旋卷绕的钢丝弹簧。纺织袋沿线性方向彼此组装。线性串具有一个纺织袋的宽度。袋由纺粘无纺布(或非织造织物,nonwoven fabric)通过焊接、更优选地通过热焊接制成。焊接线416设置在纺织袋之间。线轴中的袋装弹簧的线性串包括处于第一布置的袋414和处于第二布置的袋415。处于第二布置的袋与处于第一布置的袋的不同之处在于袋已围绕串的长度方向翻转180°。这种翻转将导致袋的压缩(然而,图4示出了处于未压缩状态的袋,以便说明在线性串中弹簧和袋的布置)。在图4的示例中,根据第一布置的袋414在线轴中沿着袋装弹簧的线性串的长度与第二布置的袋415交替。通过袋的连接部416处的旋转,可以容易地注意到袋装弹簧串从第一布置的袋414转换到第二布置的袋415:该连接部已经翻转了180°。在图4中,弹簧被定向,使得如图3中,弹簧的高度方向与袋的高度方向一致。但是,也可以按图2所示的方式对弹簧定向。
图5示意性地示出了根据本发明第五方面的设备500的示例。设备500被提供用于使用袋装弹簧的线性串来组装二维袋装弹簧芯530。该设备包括:线轴架540,其包括多个放线架;用于制造袋装弹簧串的机器550;和组装站560。钢丝552和无纺布554被供应到机器550以制造袋装钢丝弹簧串。每个放线架被提供用于保持如在本发明的第一方面的任何实施例中的袋装弹簧的线性串的线轴。组装站被提供用于以另外已知的方式将从多个放线架上的线轴解开缠绕的一定长度的袋装弹簧串组装成二维弹簧芯,同时允许袋装弹簧松弛到它们的未压缩状态,并且一定长度的袋装弹簧串由一台或多台机器在线生产。该设备可以包括供给装置562,用于选择袋装弹簧串(无论是从线轴取出的袋装弹簧串还是由袋装弹簧制造机在线生产的袋装弹簧串)并将其供给到组装站。该设备可以包括缓冲器564(例如仓),用于临时缓冲由袋装弹簧制造机550生产的一定长度的袋装弹簧串。这样,机器就可以连续制造袋装弹簧。该设备可以包括控制单元,用于控制袋装弹簧串从线轴和/或袋装弹簧制造机到组装站的供给。