激光切割设备和激光切割系统
文献发布时间:2023-06-19 11:06:50
技术领域
本发明涉及切割设备技术领域,特别涉及一种激光切割设备和激光切割系统。
背景技术
钕铁硼是第三代稀土永磁材料,磁能积在27~50mgoe之间,被称为“永磁王”,是磁性最高的永磁材料。它出现于20世纪80年代,它以高强度磁性和相对低廉的成本使永磁材料在各个领域得到前所未有的重用。钕铁硼是具有高矫顽力和高磁能积的高性能的稀土材料,而且近年来对该材料的不断完善,提高了使用温度和降低了材料的成本。
钕铁硼材料是电子信息产品中重要的基础材料之一,与许多电子信息产品息息相关。随着5G技术、计算机、移动电话、汽车电话等通讯设备的普及和节能汽车的高速发展,世界对高性能稀土永磁材料的需求量迅速增长。稀土钕铁硼材料应用在以下一些方面:计算机和微电脑的音圈电机(vcm)与软盘驱动器、汽车、5G基站、平板电脑与手机、音频电子、核磁共振成象、电动车辆、vcd与dvd主轴驱动、发电机、复印机、传真机、电动工具、空调机、冰箱、洗衣机、机床数控系统、电梯驱动及各类新型节能电机;选矿机、除铁设备,各类磁水器、磁化器;高性能微波管,鱼雷电推进,陀螺、激光制导,alpha磁谱议等尖端装置;磁传动,磁吸盘,磁起重装置等。
由于钕铁硼具有很高的性能价格比,因此成为制造高效能、体积小、重量轻的磁性功能器件的理想材料。相关技术的发展,需求钕铁硼往小型化发展;当前,钕铁硼的加工采用线切割和磨削加工,这两种方式的精度已经无法满足钕铁硼小型化、复杂图形加工及自动化加工生产的需求。
发明内容
本发明的主要目的是提供一种激光切割设备和激光切割系统,旨在解决现有技术中钕铁硼切割加工复杂图形、细小产品、产品高精度要求及自动化生产等技术问题。
为实现上述目的,本发明提出一种激光切割设备,用于切割钕铁硼,其特征在于,所述激光切割设备包括:
夹持组件,用于夹持钕铁硼物料,
激光切割组件,包括激光器和激光切割头,所述激光切割头的输出光路上集成有聚焦镜组件,所述聚焦镜组件将所述激光器的光束汇聚以形成极细的激光光斑,
第一驱动组件,所述第一驱动组件用于驱动所述激光切割组件按照既定方向运动,以使得所述激光光斑从所述钕铁硼材料中切割出钕铁硼产品。
可选地,所述既定方向包括第一方向、第二方向和第三方向;所述第一方向、所述第二方向和所述第三方向彼此垂直;其中,所述激光切割组件在所述第一方向上和所述第二方向上的运动轨迹限定出所述钕铁硼产品的轮廓;所述激光切割组件在所述第三方向运动时可调整所述激光切割头与所述钕铁硼材料之间的高度。
可选地,所述激光器为脉冲光纤激光器;所述脉冲光纤激光器设置于恒温恒湿的专用电气箱内。
可选地,所述激光切割设备还包括辅助氮气装置,用于开关氮气阀,所述激光切割头集成有喷嘴;所述辅助氮气装置与所述喷嘴连通,所述激光光斑和所述氮气经过所述喷嘴而作用于所述钕铁硼材料上。
可选地,所述激光切割头上集成有传感器,用于对所述钕铁硼材料进行寻边和定位。
可选地,所述激光切割设备还包括第二驱动组件,所述夹持组件在夹持所述钕铁硼材料的情况下由所述第二驱动组件驱动至指定区域,所述指定区域为所述激光切割组件的运动限定的区域。
可选地,所述激光切割设备还包括余料收集盒,用于收集钕铁硼余料,所述夹持组件的基于所述第二驱动组件运动路径部分投影至所述余料收集盒,使得所述夹持组件可将所述钕铁硼余料移动至所述余料收集盒的设置位置。
可选地,所述钕铁硼物料为片状;所述激光切割设备还包括送料组件,所述送料组件包括集料槽、推料机构、辅助夹持台;所述集料槽内层叠设置有若干所述钕铁硼材料;所述推料机构用于将所述钕铁硼材料从所述集料槽中推至所述辅助夹持台;所述夹持组件在所述辅助夹持台内将所述钕铁硼材料夹持;所述夹持组件的基于所述第二驱动组件的运动路径为从所述辅助夹持台至所述指定区域。
可选地,所述激光切割设备还包括收料组件,所述收料组件用于收集所述钕铁硼产品;所述收料组件包括:集料箱,所述集料箱包括容纳空间和开口;导料板和落料板,所述导料板与所述落料板连接;所述导料板和所述落料板设置于所述容纳空间内,使得所述容纳空间包括第一空间和第二空间;述落料板具有落料口,使得所述第一空间和第二空间连通;收集柜,所述收集柜可移动地设置于所述第二空间。
可选地,本发明还提出一种激光切割系统,所述激光切割系统包括控制器和如前所述的激光切割设备;所述控制器与所述第一驱动组件通信连接,使得所述第一驱动组件驱动所述激光切割组件按照既定方向运动。
本发明技术方案通过采用本发明的技术方案中,通过夹持组件将钕铁硼材料保持不动;第一驱动组件将激光切割组件移动至钕铁硼材料的上方,然后第一驱动组件驱动激光切割组件按照既定方向移动,使得激光光斑焦点在钕铁硼材料上移动切割出钕铁硼产品。激光作用时,聚焦后的激光光斑能够一次性击穿加工钕铁硼材料,无需打孔穿线及磨边等多次加工;并且通过第一驱动组件按照既定方向的运动使得激光光斑在钕铁硼上移动,切割出来的钕铁硼产品的精度显著提高,提高了其良品率,降低了对钕铁硼材料的浪费率。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
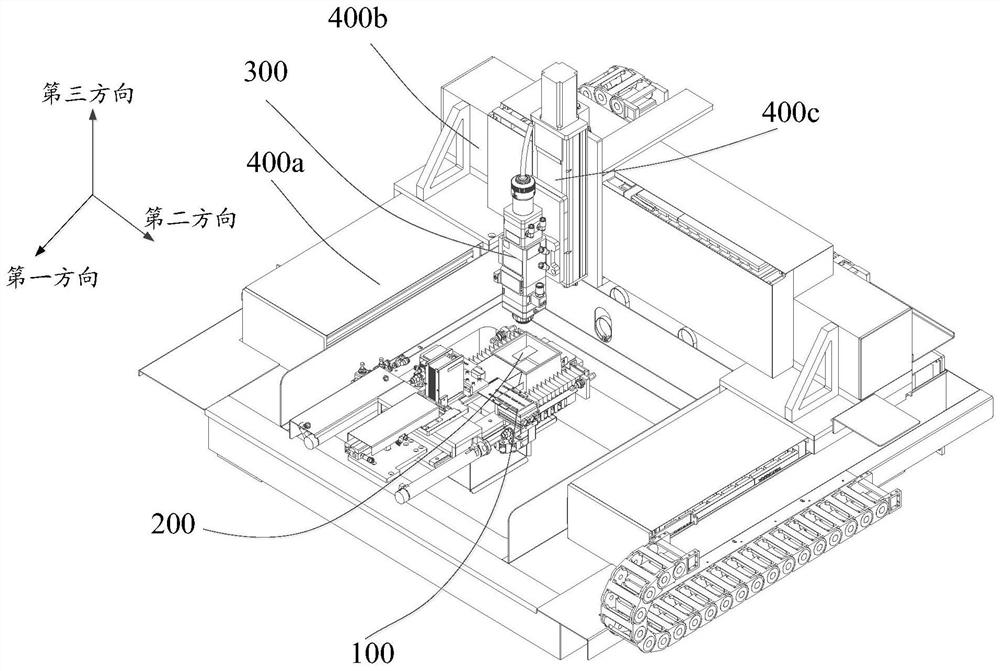
图1为本发明的激光切割设备的的结构示意图;
图2为本发明的第一驱动组件的结构示意图;
图3为本发明的激光器的结构示意图;
图4为本发明的激光切割头的结构示意图;
图5为本发明的治具的结构示意图;
图6为本发明的收料组件的结构示意图;
图7为本发明的收料组件的剖面结构示意图;
附图标号说明:
本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后……)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
在本发明中,除非另有明确的规定和限定,术语“连接”、“固定”等应做广义理解,例如,“固定”可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
另外,若本发明实施例中有涉及“第一”、“第二”等的描述,则该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
采用传统工艺对钕铁硼的加工工艺为:按照设计的图形先磨削成大至的外形形状再在钕铁硼材料上打孔,然后堆积成一定厚度的钕铁硼材料用线穿在一起,再通过线切割设备将其切割加工。一方面,该孔的孔径最小值为1.2mm,需磨削、打孔、穿线切割等多道工序造成材料的利用率低,产品良率低,不能实现自动化集成加工;一些复杂的图形无法加工,不能满足小型化钕铁硼产品的工艺;另一方面,由于堆积后的钕铁硼材料具有一定的厚度,在打孔时,钕铁硼表面的加工精度高于中间部分钕铁硼的加工精度,报废品率高(钕铁硼材料稀贵,易造成钕铁硼材料的资源浪费)。
为此,本发明提出一种激光切割设备,其采用激光对钕铁硼材料一次性切割,加工精度高,良率高。经过本发明之发明人的对比研究,本发明的激光切割设备相比较于传统加工工艺对钕铁硼产品进行加工的工艺,具有的优势如下表所示:
具体地,参照图1和2所示,本发明提出一种激光切割设备,用于切割钕铁硼,本发明的激光切割设备通过激光对钕铁硼材料200进行切割以获得钕铁硼产品。所述激光切割设备包括夹持组件100、激光切割组件300和第一驱动组件400。
夹持组件100,用于夹持钕铁硼材料200。
夹持组件100的作用主要在于:当激光在切割钕铁硼材料200时保持钕铁硼材料200不动。
激光切割组件300,主要用于产生极细的激光光斑。所述切割组件300包括激光器300a和激光切割头300b,所述激光切割头300b的输出光路上集成有聚焦镜组件300b-1,所述聚焦镜组件300b-1将所述激光器300a的光束汇聚以形成极细的激光光斑。
第一驱动组件400,所述第一驱动组件400用于驱动所述激光切割组件300按照既定方向运动,以使得所述激光光斑配合同轴吹氮气从所述钕铁硼材料中切割出钕铁硼产品。在一种优选的实施方式中,第一驱动组件400将所述激光切割组件300移动至钕铁硼材料200的正上方,使得极细的激光光斑打在对钕铁硼材料200上,然后驱动激光切割组件300使得激光光斑焦点在钕铁硼材料上按照既定的方向移动,以切割出设定的图形轮廓。
本发明的技术方案中,通过夹持组件100将钕铁硼材料200保持不动;第一驱动组件400将激光切割组件300移动至钕铁硼材料200的上方,然后第一驱动组件400驱动激光切割组件300按照既定方向移动,使得激光光斑在钕铁硼材料200上移动,通过激光切割出钕铁硼产品。激光作用时,聚焦后的激光光斑配合同轴吹氮气能够一次性击穿加工钕铁硼材料,无需打孔穿线等多次加工;并且通过第一驱动组件400按照既定方向的运动使得激光光斑在钕铁硼上移动,切割出来的钕铁硼产品的精度显著提高,提高了其良品率,降低了对钕铁硼材料的浪费率。
可选地,所述既定方向包括第一方向、第二方向和第三方向;参照图1或2所示,所述第一方向、所述第二方向和所述第三方向彼此垂直;即:第一驱动组件400能够驱动激光切割组件300在平行于钕铁硼材料200所在的平面(由其在所述第一方向、所述第二方向上的运动轨迹限定)内运动;并且第一驱动组件400能够驱动激光切割组件300远离钕铁硼材料200或者靠近钕铁硼材料。所述激光切割组件300在所述第一方向上和所述第二方向上的运动轨迹能够限定出所述钕铁硼产品的轮廓;比如,钕铁硼产品为方形,则第一驱动组件400驱动所述激光切割组件300在第一方向和第二方向走直线;比如,钕铁硼产品为圆形,则第一驱动组件400驱动所述激光切割组件300在第一方向和第二方向走圆弧线;不限于此,钕铁硼产品还可以为其他图案,如椭圆形、异形曲面等等。所述激光切割组件300在所述第三方向运动时可调整所述激光切割头300b与所述钕铁硼材料200之间的高度,具有防碰的作用,以及使得激光光斑的能量能够击穿钕铁硼物料200。
在一个优选的实施过程中,激光切割头300b可移动地Z轴饲服模组400c上,Z轴饲服模组400c上具有直线电机以驱动激光切割头300b在第三方向上运动。激光切割头300b固定于背板400d上,Z轴饲服模组400c上的直线电机驱动背板400d,从而驱动激光切割头300b。Z轴饲服模组400c可移动地在X轴直线电机模组400b上,X轴直线电机模组的电机驱动Z轴饲服模组400c在第二方向上运动,从而带动激光切割头300b在第二方向上运动。X轴直线电机模组400b可移动地在Y轴直线电机模组400a上,Y轴直线电机模组400a上的直线电机驱动X轴直线电机模组400b在第一方向上运动,从而带动激光切割头300b在第一方向上运动,如图所示,Y轴直线电机模组400a有两个,分别连接在X轴直线电机模组400b的两端;Y轴直线电机模组400b固定在设备平台(优选为大理石平台)上的左右两侧的固定孔上。本发明的直驱气缸未示出。可移动的方式可以通过导轨滑块实现。本发明的Z轴饲服模组400c、X轴直线电机模组400b和Y轴直线电机模组400a可以通过控制器进行联动,有利于全自动地加工出钕铁硼产品。
可选地,参照图3所示,所述激光切割设备包括电气箱800;所述激光器300a为脉冲光纤激光器;所述脉冲光纤激光器设置于所述电气箱800内,所述电气箱800内保持恒温和恒湿。对于本发明应用的脉冲激光切割钕铁硼材料而言,高光束质量的激光光束更有利于光束整形,可得到更细的激光束聚焦光斑,更高的激光能量密度,更快的材料切割效率,更小的热影响区,对相同大小的钕铁硼材料上可产出更多数量的产品而节省材料,从而可对钕铁硼材料进行高质量、高速度、高产出的激光切割。为了保证激光切割钕铁硼材料时的产品效率,质量和产品的磁性能,采用脉冲光纤激光器的性能参数为:光纤芯径为20um单膜光纤,光束质量BPP<0.4mm·mrad,输出波长为1060nm,激光输出最大峰值功率为1500W、最大重复频率为15000HZ,24hrs内功率输出不稳定性≤±1.5%,同时为了提高其输出功率和脉冲的稳定性,脉冲光纤激光器放置在装有温湿度控制器的恒温恒湿的专用电气箱800内,来保证激光输出的稳定性不受环境温湿度的影响。
具体实施过程中,脉冲光纤激光器300a通过激光光纤及QBH激光输出头300c与激光切割头300B上的QBH光纤接口300b-3对接并进行光路防尘密封连接。激光切割头的激光束传输与整形主要包括4个单元组:准直模块组件CM,聚焦镜组件FM,保护窗模块组件WM,引导汇聚模块组件TM。各组件的工作原理和作用如下:
CM组件:脉冲光纤激光器输入到激光切割头内的光为发散光,此组件将入射的发散激光准直为平行的激光束,并对其与切割头光路镜片中心调中;
FM组件:将准直激光束聚焦成高功率密度的汇聚激光束,并可实现激光焦点位置上下调整;
WM组件:保护镜片可以保护准直和聚焦镜片免受灰尘和返渣和污染和损伤,延长其准直镜片和聚焦镜片的使用寿命;
TW组件:将聚焦激光束引导至加工工作上进行激光作用,并生成高速气流通过喷嘴喷射切缝,完成高质量激光切割。
可选地,激光切割头300b上配有冷却循环水接口300b-4;其壁面具有闭环水冷却通道,进入冷却循环水接口内的水需为去离子水或是蒸馏水,以降低激光切割头300b的温度,保持准直镜片和聚焦镜片的温度适宜,从而保证输出激光光斑的质量,同时也能够提高准直镜片和聚焦镜片的使用寿命。
可选地,参照图4所示,所述激光切割设备还包括辅助氮气装置(未示出),用于开关氮气阀,所述激光切割头300b集成有喷嘴300b-2;所述辅助氮气装置与所述喷嘴300b-2连通。所述脉冲光纤激光器输出的激光束经过激光切割头300后与辅助气体氮气一同穿过喷嘴300b-2作用于钕铁硼上对钕铁硼进行切割加工,氮气的气压为0.5Mpa至1.6Mpa之间。辅助气体氮气从氮气接口300b-3引入与脉冲光纤激光器输出的激光束经过激光切割头聚焦后一同穿过喷嘴300b-2作用于钕铁硼上对钕铁硼进行切割加工。
可选地,所述激光切割头300b上集成有传感器(未示出),用于对所述钕铁硼材料进行寻边和定位。该传感器可以为光电传感器。寻边和定位主要是判断钕铁硼材料是否位于指定区域以及钕铁硼材料是否存在缺损,如果没有,则控制器按照既定方向运动进行激光切割。
可选地,所述激光切割设备还包括第二驱动组件110,所述夹持组件100在夹持所述钕铁硼材料的情况下由所述第二驱动组件110驱动至指定区域,所述指定区域为所述激光切割组件300的运动限定的区域。第二驱动组件110包括直驱气缸,直驱气缸的推力轴与夹持组件100连接。第二驱动组100在控制器的指令下运动,将夹持组件100在夹持所述钕铁硼材料的情况下由所述第二驱动组件110驱动至指定区域。该指定区域为为所述激光切割组件300的运动限定的区域:即能够被激光光斑作用的区域。
可选地,所述激光切割设备还包括余料收集盒700,用于收集钕铁硼余料,所述夹持组件100的基于所述第二驱动组件110运动路径部分投影至所述余料收集盒700,使得所述夹持组件100可将所述钕铁硼余料移动至所述余料收集盒700的设置位置。在完成切割钕铁硼产品过后,夹持组件100夹持有钕铁硼余料。在对下一个钕铁硼材料加工之前,所述夹持组件100被第二驱动组件100沿着运动路径反方向移动,当走到预料收集盒700时,夹持组件100在控制器的作用下松开,钕铁硼材料掉落至收集盒700内,被收集,防止钕铁硼材料被浪费。
可选地,所述钕铁硼材料为片状;所述激光切割设备还包括送料组件500,所述送料组件500包括集料槽500a、推料机构500b、辅助夹持台500c;所述集料槽500a内层叠设置有若干所述钕铁硼材料;所述推料机构500b用于将所述钕铁硼材料从所述集料槽500a中推至所述辅助夹持台500c;所述夹持组件100在所述辅助夹持台500c内将所述钕铁硼材料夹持;所述夹持组件100的基于所述第二驱动组件110的运动路径方向为从所述辅助夹持台500c至所述指定区域。如图5所示,推料机构500b的推料气缸安装有推料片(未示出),推料片从集料槽500a内推出一片钕铁硼材料至辅助夹持台500c处,辅助夹持台500c上安装有球头弹簧柱塞。球头弹簧柱塞使得推出的钕铁硼材料软接触,而后夹持组件100通过气夹被夹持。然后通过第二运动组件110将夹持组件100推至指定区域。夹料组件100(比如夹持组件100为两个夹持气缸,位于辅助夹持台500c的两侧)上安装有夹持片,夹持片的材料采用弹簧钢对钕铁硼材料进行柔性夹紧且在夹料气缸上安装有气压调压阀,可调节夹紧力的大小,防止材料破片或是隐裂纹的现象出现;装料槽可调节宽用于适应不同尺寸的钕铁硼产品,且底部安装有光电传感器,当F05装料槽中没有钕铁硼材料时,光电传感器将信号传递至终端控制器,用于发出停止自动加工模式的指令。
可选地,所述激光切割设备还包括收料组件600,所述收料组件600用于收集所述钕铁硼产品;所述收料组件600包括:集料箱600a,所述集料箱包括容纳空间和开口;导料板600b和落料板600c,所述导料板600b与所述落料板600c连接;所述导料板600b和所述落料板600c设置于所述容纳空间内,使得所述容纳空间包括第一空间600a-1和第二空间600a-2;所述落料板600c具有落料口600c-1,使得所述第一空间600a-1和第二空间600a-2连通;收集柜600d,所述收集柜600d可移动地设置于所述第二空间600a-2。
在实施过程中,在被激光切割设备切割成型后,钕铁硼产品基于其重力及同轴氮气的吹气压力,通过集料箱600a的开口掉入容纳空间的第一空间600a-1内;钕铁硼产品在容纳空间内的导料板600b上滚落至落料板600c,经过落料口600c-1后掉入第二空间600a-2内的收集柜600c-1内,而将收集柜600c-1从第二空间6000a-2内滑出,取出钕铁硼产品。在钕铁硼产品收集至收集柜600c-1的过程中全程无需人工参与,也无需借助外界的工具,大大降低了钕铁硼铲平被污染的情况发生,提升了钕铁硼铲平的洁净度。同时,由于在钕铁硼产品收集至收集柜600c-1的过程中全程无需人工参与,也无需借助外界的工具,能够提升钕铁硼产品的生产效率,有利于实现全自动生产。
需要说明的是,所述导料板600b与所述落料板600c之间可以焊接、插接、铆接或者螺纹连接。
需要说明的是,集料箱600a的侧壁开设有插口,收集柜600d通过该插口延伸至所述第二空间600a-2内。并且,集料箱600a开设有滑道,同时收集柜600d开设有与该滑道大小形状一致的滑体,从而所述收集柜600d可移动地设置于所述第二空间600a-2。
需要说明的是,集料箱600a设置于夹持组件的下侧。在激光切割设备加工的过程中,钕铁硼材料在集料箱600a限定的区域内有投影,使得钕铁硼产品基于其重力通过集料箱600a的开口掉入容纳空间的第一空间600a-1内。可选地,所述开口设置于所述集料箱600a的面向所述夹料组件的一侧。开口的长度和宽度均分别与集料箱600a的长度和宽度一致,使得钕铁硼产品能够顺利掉落至第一空间内。
可选地,参照图6或7所示,尤其参照图7所示,所述导料板600b的连接于箱壁的第一端高于所述导料板600b的连接于所述落料板600c的第二端,所述第一端在所述落料板600c内无投影,使得所述导料板600b与所述落料板600c之间形成钝角,从而所述导料板600b与所述集料箱600a的内壁倾斜地连接。具体实施过程中,导料板600b的第一端与集料箱600a的内壁焊接,导料板600b的第二端与落料板600c焊接,落料板600c与集料箱600a的内壁焊接;不限于此,导料板600b的第一端与集料箱600a的内壁插接,导料板600b的第二端与落料板600c铆接,落料板600c与集料箱600a的内壁插接。按照这种方式,在切割时钕铁硼产品落到导料板600b上再滑落到落料板上。
可选地,所述钝角为120°至165°。有利于钕铁硼产品滚落至落料板600c上。更优选地,钝角为135°至155°,比如,钝角为150°。
可选地,所述导料板600b和所述落料板600c的面向所述开口的一侧具有防火层。防火层为防火棉,由于导料板600b位于激光切割头的正下方,在激光切割过程中,激光会切割穿钕铁硼产品,激光束的光斑发散扩大后转为热量会传递到导料板600b上形成局部高温;同时防火棉对落下的钕铁硼产品具有缓冲减振的作用,减小所述导料板600b和所述落料板600c对钕铁硼产品的冲击伤害而导致产品破碎的情况发生,提高产品的良率。优选地,防火层可以是胶接、粘接或者铺设于述导料板600b和所述落料板600c。相同地,收集柜100d内也具有防火层。
可选地,本发明还提出一种激光切割系统,该激光切割系统包括控制器和激光切割设备;激光切割设备的具体结构参照以上实施例,由于实施例采用了上述所有实施例的全部技术方案,因此至少具有上述实施例的技术方案所带来的所有有益效果,在此不再一一赘述。
本发明与现有技术相比具有显著的优点和有益的效果,整体构思和具体性能体现在以下几方面:
①钕铁硼切割尺寸精度要求在±0.015mm左右,运动平台系统采用直线电机模组;
②钕铁硼材质本身的耐热性能不高,为了保证切割后产品的磁性能参数优异,采用同轴吹氮气冷却保护及排渣;
③满足终端用户对设备的自动化要求,采用PLC控制器、光电传感器、自动化工装治具与控制系统相连进行数据对接,实现自动化激光切割加工、产品和余料快速区分收集;
④设备安全性、智能性和操作方便性要求,本发明中采用电容调高器模块对切割生产中的激光切割头防撞及碰板和高度跟随进行控制,激光切割头上的集成了电容调高器模块(包括电容传感器和控制器,电容传感器与控制器通信连接);控制器一端与Z轴饲服模组400c连接,可驱动Z轴饲服模组400c带着激光切割头300b快速的上升下降;电容传感器与喷嘴300b-2连接,通过感应喷嘴电容值的大小变化,在切割钕铁硼时让喷嘴与钕铁硼材料表面的距离保持在软件设计的高度距离,同时具有激光切割头防撞及碰板保护和快速进行工艺设定的功能作用。
⑤切割效率、效果和产品排布密度要求,集成单膜脉冲光纤激光器和精细激光切割头对钕铁硼产品一次切割穿的快速加工工艺方法。
基于以上设备或者系统,本设备可以实现全自动化的生产,仅需在终端设备上设定预设的程序和参数的设定,便能完成钕铁硼产品的加工,能够提升效率和提高品质。具体的一个加工工艺为:
在终端设备上预设钕铁硼产品的产品形状,基于产品形状的加工工艺参数;
控制器控制第二控制组件移动至辅助夹持台500c的两侧;
控制器控制推料机构将钕铁硼原料推至辅助夹持台500c;
控制器控制夹持组件夹持钕铁硼材料;
控制器控制第二控制组件将夹持组件推送至指定区域;
激光切割头上的光电传感器对钕铁硼材料进行定位和寻边;
若无料、有缺损,则重复以上步骤;
若有料、且无缺损,则控制器控制第一驱动组件和激光切割头基于加工工艺参数进行切割;
切割完成后,控制器控制第二控制组件将夹持组件拉回至余料收集盒,松开,钕铁硼余料掉落至余料收集盒;
重复以上步骤循环加工,直至集料槽500a无料加工。
以上所述仅为本发明的可选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
- 激光切割设备和激光切割系统
- 激光脉冲功率控制方法、脉冲光纤激光器及激光切割系统