高能量密度的固态硅硫一体化电极及其制备方法与应用
文献发布时间:2024-01-17 01:26:37
技术领域
本发明涉及储能技术领域,具体涉及一种高能量密度的固态硅硫一体化电极及其制备方法与应用。
背景技术
随着新能源汽车的不断发展,如何提高其续航里程成为制约新能源汽车进一步大规模应用的关键问题。新能源汽车的续航与电池的能量密度息息相关,因此开发一种高能量密度的锂离子电池对提高新能源汽车的续航有着十分重要的意义。
硅-硫电池是一种新型锂离子电池,因其正、负极均采用高容量的电极(硅负极:4200 mAh/g;硫正极:1675 mAh/g),因此具有极高的能量密度。然而硅-硫电池仍存在以下问题,制约其应用。首先,硫电极的电子电导率低、充放电时体积膨胀/收缩效应严重,而且放电中间产物多硫化锂在液态电解液中存在“穿梭效应”,造成活性物质的不可逆损失。其次,硅负极在充放电过程中同样会产生较大的体积效应,导致材料不断的破裂粉碎;而且,由此产生的新鲜硅负极表面不断与液态电解液发生反应,导致界面膜(SEI)持续生长增厚,并且消耗锂离子,最终导致电池内阻增加,性能下降。
使用具有高弹性的聚合物基固态电解质,有望缓冲硅负极在脱嵌锂过程中的体积膨胀,同时大大阻止多硫化锂的溶解,避免“穿梭效应”的产生。此外,聚合物固态电解质不易燃易爆,安全性极高,但使用固态电解质会带来电极/电解质界面处,以及电极内部的离子导率较低的问题。因此,通过电极进行成分设计,同时优化电极/电解质界面来提高硅硫电池的电化学性能,具有重要意义。
发明内容
针对上述问题,本发明通过对电极及电解质的成分进行优化,对电极的制备工艺进行改进,构建了一种复合电极与复合电解质的电极/电解质/电极一体化结构,有效提高了锂离子在电极/电解质界面处的迁移动力学,降低界面接触电阻。将固态硅硫一体化电极与集流体封装,制得高能量密度、高安全性的固态硅硫一体化电极。
本发明第一方面提供一种高能量密度的固态硅硫一体化电极,所述固态硅硫一体化电极包括复合负极、复合正极和固态电解质;所述复合负极的原料包括硅锂合金、磷酸钛铝锂和碳黑,所述复合正极的原料包括硫-碳纳米管复合材料、磷酸钛铝锂和碳黑,所述固态电解质的原料包括磷酸钛铝锂、聚偏氟乙烯-六氟丙烯和双三氟甲基磺酰亚胺锂。
优选的,所述复合负极中硅锂合金、磷酸钛铝锂、碳黑的质量比为1:0.125~1:0.25~0.5。例如,硅锂合金、磷酸钛铝锂、碳黑的质量比可列举的有1:0.125:0.25、1:0.25:0.25、1:0.375:0.25、1:0.5:0.25、1:0.625:0.25、1:0.75:0.25、1:0.875:0.25、1:1:0.25、1:0.125:0.37、1:0.25: 0.37、1:0.375:0.37、1:0.5: 0.37、1:0.625: 0.37、1:0.75: 0.37、1:0.875: 0.37、1:1:0.37、1:0.125:0.5、1:0.25:0.5、1:0.375:0.5、1:0.5:0.5、1:0.625:0.5、1:0.75:0.5、1:0.875:0.5、1:1:0.5,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
本发明的复合负极,将硅锂合金和磷酸钛铝锂、碳黑进行复合,磷酸钛铝锂使电极内部可以有效传输锂离子,有效降低了复合负极的离子传输阻抗,可以使锂离子更快地通过固态电解质传递到复合负极,有利于电极更快更充分地释放和储存电荷。但是磷酸钛铝锂是绝缘体,若其含量过高,反而会影响复合电极的电子传输,影响电池的电性能。
优选的,所述硅锂合金的制备原料包括硅粉和锂粉;所述硅粉和锂粉的质量比为1:3.5~4.4。使用硅粉和锂粉制得硅锂合金,两者的质量比在1:4.4时达到饱和。若锂含量过高,两者无法进行复合反应,无法形成硅锂合金;但是若锂含量过少,又会导致制得的电池内部锂含量较低,可移动的锂离子变少,影响电池的性能。发明人发现,当硅粉和锂粉的质量比为1:3.5~4.4时,制得的电极具有最好电性能。
优选的,所述硅锂合金的制备步骤为:将硅粉和锂粉混合后,在惰性气氛下进行球磨后得到硅锂合金颗粒,球磨转速为800~1000 r/min,球磨时间为1~3h。
优选的,所述硅粉为片状硅粉,所述片状硅粉的片径为1~20 um,片厚为1~200 nm。优选的,本发明中所述硅粉的片径为 5 um,片厚为100 nm。
优选的,所述锂粉的平均粒径为40-60 μm。
优选的,所述磷酸钛铝锂的平均粒径为100-200 nm。
优选的,所述碳黑的平均粒径为1~200nm。
优选的,所述复合正极中硫-碳纳米管复合材料、磷酸钛铝锂和碳黑的质量比为1:0.125~1:0.25~0.5。例如,硫-碳纳米管复合材料、磷酸钛铝锂和碳黑的质量比可列举的有1:0.125:0.25、1:0.25:0.25、1:0.375:0.25、1:0.5:0.25、1:0.625:0.25、1:0.75:0.25、1:0.875:0.25、1:1:0.25、1:0.125:0.37、1:0.25: 0.37、1:0.375:0.37、1:0.5: 0.37、1:0.625: 0.37、1:0.75: 0.37、1:0.875: 0.37、1:1:0.37、1:0.125:0.5、1:0.25:0.5、1:0.375:0.5、1:0.5:0.5、1:0.625:0.5、1:0.75:0.5、1:0.875:0.5、1:1:0.5,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
优选的,所述硫-碳纳米管复合材料的原料包括碳纳米管和硫。所述碳纳米管、硫的质量比为1:1~2。例如,可列举的有1:1.1、1:1.2、1:1.3、1:1.4、1:1.5、1:1.6、1:1.7、1:1.8、1:1.9、1:2,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
本发明中通过将硫、碳纳米管、磷酸钛铝锂颗粒及碳黑复合制备复合正极,特别是当硫-碳纳米管复合材料、磷酸钛铝锂和碳黑的质量比为1:0.125~1:0.25~0.5,硫-碳纳米管复合材料中碳纳米管、硫的质量比为1:1~2时,可以有效提高电极的结构稳定性、电子导电性和离子传输性能,提升硫正极的电化学性。硫电极具有容量高和能量密度高的优点,但是硫本身导电率很低,会极大的影响电池的功率密度和硫的利用率,且充放电过程中体积膨胀/收缩效应严重,会破坏硫电极结构的完整性,并导致容量衰减。本发明中通过几种材料配合使用,碳黑、碳纳米管等材料能够提供活性物质,提高电子导电性,磷酸钛铝锂能够提高离子传输性能,多种原料共同作用,有效提高电极的结构稳定性、电子导电性和离子传输性能,提升硫正极的电化学性。而且在锂离子电池中,硫容易与锂反应生成硫化锂,在电极内部穿梭,造成活性物质的不可逆损失。发明人意外发现,通过本发明中的几种材料配合使用,特别是将碳纳米管与硫先进行复合,还能有效抑制硫的穿梭效应,进一步提高电极稳定性。
为了更好的保持材料的结构和性能,优选的,所述硫-碳纳米管复合材料的制备步骤如下:将碳纳米管和硫混合后,在150~160℃温度处理5~10h后,再280~320℃温度处理4~8h;冷却至室温后进行球磨,球磨转速为800~1000 r/min,球磨时间为1~3h,即得所述硫-碳纳米管复合材料。
更优选的,所述碳纳米管的直径为5-15 nm,内径为2-5nm,长度为0.5-2 um,EC:>100s/cm。
优选的,所述固态电解质中磷酸钛铝锂、聚偏氟乙烯-六氟丙烯和双三氟甲基磺酰亚胺锂的质量比为1:0.5~1:0.5~1。例如,磷酸钛铝锂、聚偏氟乙烯-六氟丙烯和双三氟甲基磺酰亚胺锂的质量比可列举的有:1:0.5:0.5、1:0.6:0.5、1:0.7:0.5、1:0.8:0.5、1:0.9:0.5、1:1:0.5、1:0.5:0.6、1:0.6:0.6、1:0.7:0.6、1:0.8:0.6、1:0.9:0.6、1:1:0.6、1:0.5:0.7、1:0.6:0.7、1:0.7:0.7、1:0.8:0.7、1:0.9:0.7、1:1:0.7、1:0.5:0.8、1:0.6:0.8、1:0.7:0.8、1:0.8:0.8、1:0.9:0.8、1:1:0.8、1:0.5:0.9、1:0.6:0.9、1:0.7:0.9、1:0.8:0.9、1:0.9:0.9、1:1:0.9、1:0.5:1、1:0.6:1、1:0.7:1、1:0.8:1、1:0.9:1、1:1:1,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。更优选的,所述磷酸钛铝锂、聚偏氟乙烯-六氟丙烯和双三氟甲基磺酰亚胺锂的质量比为1:0.8~1:0.5~0.8。
磷酸钛铝锂作为电解质的主体填料,其具有高离子电导率,在提供主要锂离子传输通道的同时,提高固态电解质的机械性能,有利于抑制电极的体积变化并不易被破坏;但是若磷酸钛铝锂含量过高,会使得电解材料脆性变大,并且使得正负极间的接触变差,增大界面阻抗,从而使电池性能下降。柔性的聚偏氟乙烯-六氟丙烯作为聚合物固态电解质的支撑基体,在辅助传导锂离子的同时,使电解质层拥有一定的柔韧性,这种柔韧性使得固态电解质在一定程度上可随电极的体积变化而产生自适应变化,保证电极与电解质的界面始终保持接触状态,有利于维持充放电过程中较低的界面电阻;但是聚偏氟乙烯-六氟丙烯易产生聚合物的内部结晶,导致结晶区域增大,会抑制锂离子的传导。双三氟甲基磺酰亚胺锂具有优异的电化学稳定性和电导率,可以提供锂离子并且在电极表面形成保护层,但是其会影响电极材料的机械性能和热稳定性,所以含量不能过高。本发明中通过磷酸钛铝锂、聚偏氟乙烯-六氟丙烯和双三氟甲基磺酰亚胺锂同时使用,并限定三者的质量比为1:0.5~1:0.5~1,材料的性能达到平衡,在保持高传导率、低界面阻抗的同时还具有优异的机械性能和热稳定性。发明人分析,可能是由于该条件下,磷酸钛铝锂、双三氟甲基磺酰亚胺锂能够与聚合物形成均匀、稳定的分散,磷酸钛铝锂、双三氟甲基磺酰亚胺锂能够抑制聚偏氟乙烯-六氟丙烯的结晶,增大非晶区域的离子传导;且能够形成稳定的离子传输通道,使其具有优异的电化学性能。使用本发明的固态电解质与复合正极、复合负极制得电极/电解质/电极一体化结构,其固态电解质不仅自身具有优异的电化学性能,同时还能抑制硅电极的体积效应,够避免硫电极中间产物在电解液中发生的“穿梭效应”。
优选的,所述聚偏氟乙烯-六氟丙烯的重均分子量为200000~600000,在230℃条件下的熔融指数为1~10 g/10 min。
本发明第二方面提供一种高能量密度的固态硅硫一体化电极的制备方法,所述制备方法的具体步骤如下:
步骤S1:将硅锂合金、磷酸钛铝锂、碳黑混合球磨,压制即得复合负极;
步骤S2:将硫-碳纳米管复合材料、磷酸钛铝锂和碳黑混合球磨,压制即得复合正极;
步骤S3:将磷酸钛铝锂、聚偏氟乙烯-六氟丙烯、双三氟甲基磺酰亚胺锂在溶剂中混合搅拌,得到固态电解质前驱体浆料;
步骤S4:将复合负极和复合正极固定在模具中,将固态电解质前驱体浆料浇筑进模具内部,然后进行烘干,将烘干后的电极从模具中分离,即得所述固态硅硫一体化电极。
将正、负极固定在定制的模具中后,将复合电解质浆料浇筑进去,之后将溶剂蒸干,就在正负极上原位构筑了具有牢固负极/电解质界面和电解质/正极界面的一体化结构。这种牢固的电极/电解质/电极一体化结构一方面使得正、负极上的活性物质不容易与固态电解质分离;另一方面也有助于加快锂离子在界面处的快速迁移,降低了界面电阻,进一步提高了电极的能量密度和功率密度。
优选的,步骤S1中的球磨速率为300~400 r/min,球磨时间为2~4h。
优选的,步骤S2中的球磨速率为300~400 r/min,球磨时间为2~4h。
优选的,所述步骤S3中的溶剂为N-甲基吡咯烷酮、二甲基亚砜、N,N-二甲基甲酰胺、N,N-二甲基乙酰胺中的一种。更优选的,本发明中所述溶剂为N,N-二甲基甲酰胺。
优选的,步骤S3中所述磷酸钛铝锂与溶剂的质量体积比为0.1~0.2 g/mL。
优选的,所述步骤S3中的搅拌速率为500~800 r/min,搅拌时间为12~24h。
优选的,所述步骤S4中的烘干温度为40~80℃,烘干时间为8~12h。
本发明第三方面提供一种高能量密度的固态硅硫一体化电池,所述固态硅硫一体化电池包括固态硅硫一体化电极和集流体。
本发明中将得到的一体化电极与集流体一起封装后,最终得到了具有电极/电解质/电极一体化结构的固态硅硫一体化电池。
更优选的,所述固态硅硫一体化电池的负极侧使用的集流体为铜箔,正极侧使用的集流体为铝箔。
本发明第四方面提供一种所述高能量密度的固态硅硫一体化电池在化学储能中的应用。
有益效果:
(1)本发明中将硅锂合金、磷酸钛铝锂、碳黑复合,有效改善了硅复合负极内部离子传导性差的问题;将硫-碳纳米管复合材料、磷酸钛铝锂和碳黑复合,同时提升了复合正极的电子导电性和离子导电性;使用磷酸钛铝锂、聚偏氟乙烯-六氟丙烯和双三氟甲基磺酰亚胺锂制固态电解质,在抑制硅负极体积膨胀导致材料粉化脱落和SEI膜增厚的同时,避免了硫正极发生“穿梭效应”。
(2)本发明中通过使用复合电极与固态电解质的电极/电解质/电极一体化结构提高锂离子在电极/电解质界面处的迁移动力学,降低界面接触电阻。将一体化电极同集流体封装,最终实现高能量密度、高安全性的固态硅硫一体化电池的制备。
(3)本发明制备的高能量密度的固态硅硫一体化电池,通过对电极及电解质进行成分优化的同时,对电极的制备工艺进行改进,优化了电极与电解质的复合结构,使所制备的电池具有较高的能量密度以及极高的安全性能。制备的高能量密度的固态硅硫一体化电池表现出优异的电化学性能,包括高可逆容量、良好的倍率性能以及0.3C下350个循环后仍有1212Wh kg
附图说明
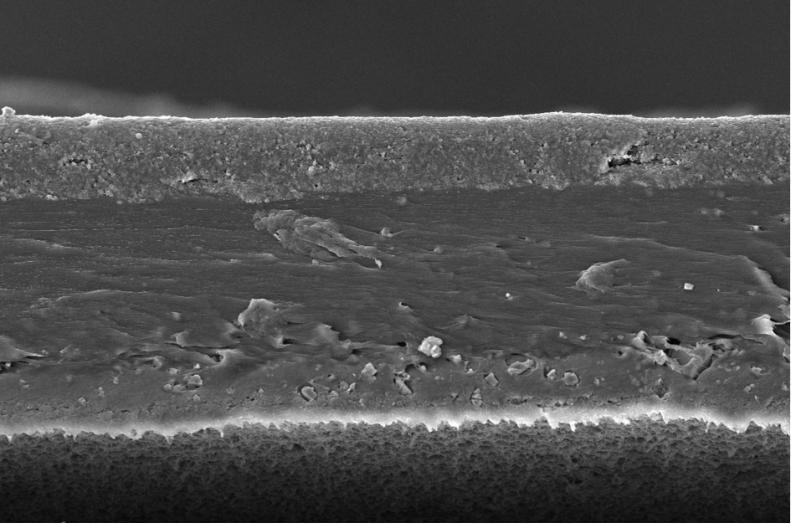
图1为本发明实施例1制备的固态硅硫一体化电极的截面扫描电镜图;
图2本发明实施例1制备电极时所用的模具的设计图;
图3为本发明实施例1的固态电解质的阻抗曲线图;
图4为本发明实施例1的固态电解质的LSV曲线图;
图5为本发明实施例1的复合负极的半电池的循环性能;
图6为本发明实施例1的复合负极的半电池的倍率性能;
图7为本发明实施例1的复合正极的半电池循环性能;
图8为本发明实施例1的固态硅硫一体化电池的倍率性能;
图9为本发明实施例1的固态硅硫一体化电池的循环性能;
图10为本发明实施例1、2的复合负极的半电池的循环性能对比图;
图11为本发明实施例1、3的复合正极的半电池的循环性能对比图;
图12为本发明实施例1、4的固态电解质的阻抗曲线图;
图13为本发明实施例1、4的固态电解质的LSV曲线图;
图14为本发明实施例1、5的复合正极的半电池的循环性能对比图;
图15为本发明实施例1、对比例1的复合负极的循环性能对比图;
图16为本发明的实施例1、对比例2的复合负极的倍率性能对比图;
图17为本发明实施例1、对比例3的复合正极的循环性能对比图;
图18为本发明实施例1、对比例4的固态硅硫一体化电池的循环性能对比图;
图19为本发明实施例1、对比例4的固态硅硫一体化电池的倍率性能对比图;
附图标记:1-正极片固定槽;2-电解质浇筑层;3-负极片固定槽;4-电解质前驱体浇筑口。
具体实施方式
下面将对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。下面结合具体的实施方式对本发明做进一步的解释说明。
实施例
实施例1
本实施例第一方面提供一种高能量密度的固态硅硫一体化电极(即Si-LATP//PH-LATP//S-CNT-LATP),固态硅硫一体化电极包括复合负极、复合正极和固态电解质。
复合负极(即Si/LATP)的原料包括硅锂合金、磷酸钛铝锂和碳黑,硅锂合金、磷酸钛铝锂、碳黑的质量比为1: 1:0.25。
硅锂合金的制备原料包括质量比为1: 4.4的硅粉和锂粉。硅锂合金的具体制备方法如下:将硅粉和锂粉混合后,在氩气气氛下进行球磨后得到硅锂合金颗粒,球磨转速为1000 r/min,球磨时间为2h。
硅粉为片状硅粉,片径为5 um,片厚为100 nm,购于科路得,型号为MA-EN-AN-18。锂粉的平均粒径为50 um,购于上海欧金实业股份有限公司;磷酸钛铝锂的平均粒径为200nm,购于科路得;碳黑的平均粒径为50 nm,购于 景弘新能源股份有限公司。
复合正极(即S/CNT/LATP)的原料包括硫-碳纳米管复合材料、磷酸钛铝锂和碳黑,硫-碳纳米管复合材料、磷酸钛铝锂和碳黑的质量比为1: 1:0.25。
硫-碳纳米管复合材料的原料包括质量比为1:1.5的碳纳米管和硫。硫-碳纳米管复合材料的具体制备方法如下:将碳纳米管和硫混合后,在155℃温度处理8h后,再300℃温度处理6h;冷却至室温后进行球磨,球磨转速为1000 r/min,球磨时间为2h,即得所述硫-碳纳米管复合材料。
碳纳米管的直径为5-15 nm,内径为2-5nm,长度为0.5-2 um,EC:>100s/cm,购于上海阿拉丁生化科技股份有限公司。
固态电解质(即LATP/PVDF-HFP)的原料包括磷酸钛铝锂、聚偏氟乙烯-六氟丙烯和双三氟甲基磺酰亚胺锂,磷酸钛铝锂、聚偏氟乙烯-六氟丙烯和双三氟甲基磺酰亚胺锂的质量比为1: 1:0.5。
聚偏氟乙烯-六氟丙烯的重均分子量为400000,在230℃条件下的熔融指数为3.5~7.5 g/10 min,购于上海阿拉丁生化科技股份有限公司,MDL号为MFCD00212573。双三氟甲基磺酰亚胺锂购于上海阿拉丁生化科技股份有限公司。
本实施例第二方面提供一种高能量密度的固态硅硫一体化电极的制备方法,所述制备方法的具体步骤如下:
步骤S1:将硅锂合金、磷酸钛铝锂、碳黑混合球磨3h,球磨速率为300 r/min,加入聚四氟乙烯混合后热辊压制形成自撑膜,膜厚为3 mm,即得复合负极;
步骤S2:将硫-碳纳米管复合材料、磷酸钛铝锂和碳黑混合球磨3h,球磨速率为300r/min,加入聚四氟乙烯混合后热辊压制形成自撑膜,即得复合正极;
步骤S3:将磷酸钛铝锂、聚偏氟乙烯-六氟丙烯、双三氟甲基磺酰亚胺锂在N,N-二甲基甲酰胺中混合搅拌,搅拌速率为500 r/min,搅拌时间为18 h,得到固态电解质前驱体浆料;
步骤S4:将复合负极和复合正极固定在模具(如图2所示)中,将固态电解质前驱体浆料浇筑进模具内部,然后在60℃条件下烘干10h,将烘干后的电极从模具中分离,即得所述固态硅硫一体化电极。
本实施例第三方面提供一种高能量密度的固态硅硫一体化电池,包括固态硅硫一体化电极和集流体,固态硅硫一体化电池的负极侧使用的集流体为铜箔,正极侧使用的集流体为铝箔。
实施例2
本实施例提供一种高能量密度的固态硅硫一体化电池,具体实施方式同实施例1,与实施例1的区别在于,所述复合负极中硅锂合金、磷酸钛铝锂、碳黑的质量比为1:0.5:0.25。
实施例3
本实施例提供一种高能量密度的固态硅硫一体化电池,具体实施方式同实施例1,与实施例1的区别在于,所述复合正极中的硫-碳纳米管复合材料、磷酸钛铝锂和碳黑的质量比为1:0.5:0.25。
实施例4
本实施例提供一种高能量密度的固态硅硫一体化电池,具体实施方式同实施例1,与实施例1的区别在于,所述固态电解质中磷酸钛铝锂、聚偏氟乙烯-六氟丙烯和双三氟甲基磺酰亚胺锂的质量比为1:0.5:0.5。
实施例5
本实施例提供一种高能量密度的固态硅硫一体化电池,具体实施方式同实施例1,与实施例1的区别在于,所述复合正极中硫-碳纳米管复合材料包括质量比为1:1的碳纳米管和硫。
对比例1
本实施例提供一种高能量密度的固态硅硫一体化电池,具体实施方式同实施例1,与实施例1的区别在于,所述复合负极中硅锂合金、磷酸钛铝锂、碳黑的质量比为1:2:0.25。
对比例2
本实施例提供一种高能量密度的固态硅硫一体化电池,具体实施方式同实施例1,与实施例1的区别在于,所述复合负极的原料为质量比为1:0.25的硅锂合金、碳黑。
对比例3
本实施例提供一种高能量密度的固态硅硫一体化电池,具体实施方式同实施例1,与实施例1的区别在于,硫-碳纳米管复合材料的制备步骤如下:将碳纳米管和硫混合后,在300℃温度处理12h;冷却至室温后进行球磨,球磨转速为800~1000 r/min,球磨时间为1~3h,即得所述硫-碳纳米管复合材料。
对比例4
本实施例提供一种高能量密度的固态硅硫一体化电池,具体实施方式同实施例1,与实施例1的区别在于,所述固态电解质的原料包括质量比为1:0.5的聚偏氟乙烯-六氟丙烯和双三氟甲基磺酰亚胺锂。
性能测试
1、阻抗性能测试
组装不锈钢片(SS)/聚合物电解质(SPE)/不锈钢片(SS)阻塞电池,通过交流阻抗法测得电池的本体电阻,其中测试的频率为 1Hz-10
式中R是通过EIS获得的电解质膜的阻力值(x轴上的截距),L是电解质膜的厚度,S是电解质膜的面积。
2、电化学稳定窗口
组装锂片(Li)/聚合物电解质(SPE)/不锈钢片(SS)电池,通过测试线性扫描伏安法,测得电池的稳定电压,其中测试频率为 0.05 mV/s,电压扫描范围为 0-6 V。
3、循环及倍率性能测试
负极性能测试:组装硅-磷酸钛铝锂/液态电解质/锂片半电池,在 1 C (1C=1000mAh g
正极性能测试:组装硫-碳纳米管-磷酸钛铝锂/液态电解质/锂片半电池,在 0.1C (1C=1000 mAh g
全电池性能测试:组装硅-磷酸钛铝锂/聚偏氟乙烯-六氟丙烯-磷酸钛铝锂/硫-碳纳米管-磷酸钛铝锂全电池,在 0.3 C (1C=1000 mAh g
将实施例1的固态硅硫一体化电极进行以上的阻抗性能测试、电化学窗口测稳定电压、循环及倍率性能测试。
实施例2、对比例1、对比例2与实施例1的区别在于复合负极的原料含量不同,因此将实施例2、对比例1、对比例2的复合负极进行半电池的负极循环性能测试。
实施例3与实施例1的区别在于复合正极的原料含量不同,实施例5与实施例1的区别在于复合正极中硫-碳纳米管复合材料的原料含量不同,对比例3与实施例1的区别在于复合正极中硫-碳纳米管复合材料的制备工艺不同,因此将实施例3、实施例5、对比例3的复合正极进行半电池的正极循环性能测试。
实施例4与实施例1的区别在于固态电解质的原料含量不同,因此将实施例4的固态电解质进行阻抗性能测试和电化学窗口测试。
对比例4与实施例1的区别在于,固态电解质中未添加磷酸钛铝锂,虽然只改变了电解质成分,这种变化属于界面的变化,不能单纯的对比电解质自身的电化学性能,故通过对比对比例4的全电池的循环和倍率性能说明此改变带来的差异。
以上测试结果如下表1。
表1
由图1-19可看出,本发明制得的固态硅硫一体化电极正极负极电解质三者完全贴合并一体化,并且具有优异的高能量密度、高容量保持率等电化学性能。实施例1中使用的Si-LATP复合负极在和Li搭配组装的半电池性能测试中,在1C下循环100后剩余1505 mAhg
在实施例2中减少了负极的磷酸钛铝锂的比例后,在因为传导锂离子的效率降低导致电极的电化学性能发生差异,表现为半电池的性能降低,1C下循环100圈后的容量为1327 mAh g
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。