一种光纤预制棒锥头自动处理方法
文献发布时间:2023-06-19 09:23:00
技术领域
本申请属于光纤生产制造领域,尤其是涉及一种光纤预制棒锥头自动处理方法。
背景技术
在光纤预制棒生产完成,进行拉丝前,由于光纤预制棒在生产过程中都会在两端焊接靶棒,而拉丝端的焊接的靶棒位置(即不合格光纤部分)在拉丝前需要进行处理,否则会造成拉丝生产损失明显增加,因此需要包括一个工序,即对光纤预制棒锥头处理。而在此锥头处理工序中,常见的有很多种方法,包括斜面磨锥法、焊接一个靶棒进行加热分切法以及高温坠头处理法等。其中斜面磨锥法处理成本较高,时间较长,同时易造成前端光纤缺陷等不良;水平加热分切法因需再增加靶棒焊接的过程而额外增加焊接费用,同时水平分切处理易造成锥头部分形状及弯曲度不良;而垂直高温坠头法目前很多公司都使用人工切割,而人工切割会带来很多缺点。
发明内容
本发明要解决的技术问题是:为解决现有光纤预制棒锥头处理技术中的不足,从而提供一种不依赖人工的光纤预制棒锥头自动处理方法。
本发明解决其技术问题所采用的技术方案是:
一种光纤预制棒锥头自动处理方法,包括以下步骤:
步骤10,将待锥头处理的光纤预制棒悬挂在挂棒组件上,所述光纤预制棒随所述挂棒组件竖直向下移动;
步骤20,所述挂棒组件下方设有炉体,所述炉体内设有预设深度,当所述光纤预制棒移动至所述炉体内预设深度后,加热炉体;
步骤30,所述炉体下方设有自动剪切组件,所述炉体内设有预设温度,当所述炉体内温度达到预设温度后,所述炉体底部开启使所述光纤预制棒熔融坠头,所述自动剪切组件切割所述熔融锥头;
步骤40,所述自动剪切组件下方设有收集箱,剪切后的熔融锥头掉入所述收集箱。
在其中一个实施例中,还包括步骤50,包括:
所述熔融锥头切割、收集完成后,所述挂棒组件向上提升所述光纤预制棒,关闭所述炉体底部并冷却炉体。
在其中一个实施例中,还包括步骤60,包括:
所述炉体冷却后,所述光纤预制棒随所述挂棒组件竖直向上移动至所述步骤10中的初始悬挂高度,并移走所述光纤预制棒。
在其中一个实施例中,所述步骤20中还包括:
所述炉体上设有保护气体阀门和炉内加热体,当所述光纤预制棒移动至所述炉体内预设深度后开启所述炉内加热体和保护气体阀门。
在其中一个实施例中,所述收集箱为耐高温废玻璃收集箱。
在其中一个实施例中,所述步骤10中还包括:
所述挂棒组件还连接有自动控制组件,所述自动控制组件预存有参考平面,将待锥头处理的光纤预制棒悬挂在挂棒组件上后,述光纤预制棒随所述挂棒组件竖直向下移动至所述参考平面。
在其中一个实施例中,所述步骤20中还包括:
所述自动控制组件预存所述预设深度,所述自动控制组件连接并控制所述炉体加热或冷却。
在其中一个实施例中,所述步骤30中还包括:
所述自动控制组件预存所述自动剪切组件的切割延迟时间和切割间隔时间,所述自动控制组件连接并控制所述自动剪切组件按所述切割延迟时间和切割间隔时间切割所述熔融锥头。
在其中一个实施例中,所述步骤50中还包括:
所述挂棒组件还连接有自动控制组件,所述自动控制组件预存有预提升高度,所述熔融锥头切割、收集完成后,所述挂棒组件向上提升所述光纤预制棒至所述预提升高度,关闭所述炉体底部并冷却炉体。
在其中一个实施例中,所述步骤60中还包括:
所述挂棒组件还连接有自动控制组件,所述自动控制组件预存有冷却时间,所述炉体经所述冷却时间冷却后,所述光纤预制棒随所述挂棒组件竖直向上移动至所述步骤10中的初始悬挂高度,并移走所述光纤预制棒。
本发明的有益效果是:本发明在拉锥过程从降棒、升温,锥头过程中自动切割、降温、提棒等全过程自动控制,不需人为干预,形成良好锥头形状及锥头重量控制,提高光纤品质及降低成本,同时全自动过程大大提高生产效率,减少人力成本,杜绝成品棒高温可能对人身的伤害和减少了安全事故的发生。
附图说明
下面结合附图和实施例对本申请的技术方案进一步说明。
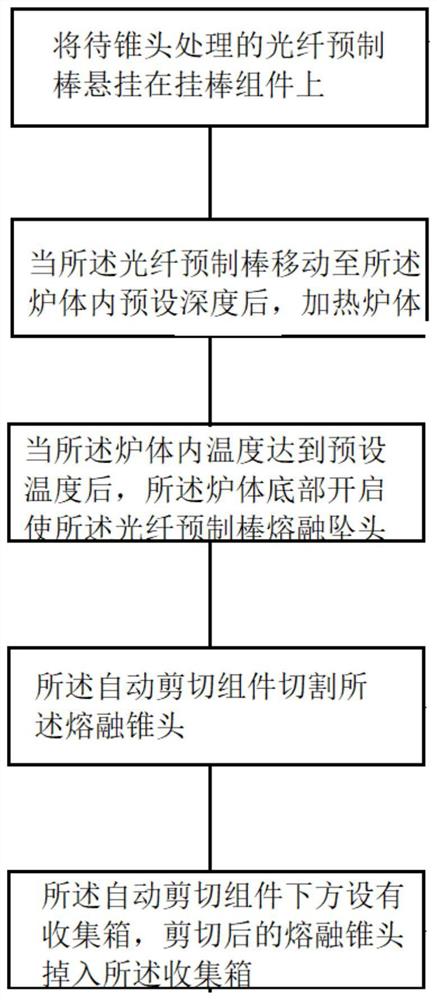
图1是本申请实施例光纤预制棒锥头自动处理方法的方法流程示意图;
图2是本申请实施例光纤预制棒锥头自动处理系统的结构示意图。
具体实施方式
需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。
在本申请的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请保护范围的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明创造的描述中,除非另有说明,“多个”的含义是两个或两个以上。
在本申请的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本申请中的具体含义。
下面将参考附图并结合实施例来详细说明本申请的技术方案。
请参考图1,一种光纤预制棒锥头自动处理方法,包括以下步骤:
步骤10,将待锥头处理的光纤预制棒2悬挂在挂棒组件1上,光纤预制棒2随挂棒组件1竖直向下移动;
步骤20,挂棒组件1下方设有炉体3,炉体3内设有预设深度,当光纤预制棒2移动至炉体3内预设深度后,加热炉体3;
步骤30,炉体3下方设有自动剪切组件4,炉体3内设有预设温度,当炉体3内温度达到预设温度后,炉体3底部开启使光纤预制棒 2熔融坠头,自动剪切组件4切割熔融锥头;
步骤40,自动剪切组件4下方设有收集箱5,剪切后的熔融锥头掉入收集箱5。
在其中一个实施例中,还包括步骤50,包括:
熔融锥头切割、收集完成后,挂棒组件1向上提升光纤预制棒2,关闭炉体3底部并冷却炉体3。
在其中一个实施例中,还包括步骤60,包括:
炉体3冷却后,光纤预制棒2随挂棒组件1竖直向上移动至步骤 10中的初始悬挂高度,并移走光纤预制棒2。
在其中一个实施例中,步骤20中还包括:
炉体3上设有保护气体阀门和炉内加热体,当光纤预制棒2移动至炉体3内预设深度后开启炉内加热体和保护气体阀门。
在其中一个实施例中,收集箱5为耐高温废玻璃收集箱5。
在其中一个实施例中,步骤10中还包括:
挂棒组件1还连接有自动控制组件,自动控制组件预存有参考平面,将待锥头处理的光纤预制棒2悬挂在挂棒组件1上后,述光纤预制棒2随挂棒组件1竖直向下移动至参考平面。
在其中一个实施例中,步骤20中还包括:
自动控制组件预存预设深度,自动控制组件连接并控制炉体3加热或冷却。
在其中一个实施例中,步骤30中还包括:
自动控制组件预存自动剪切组件4的切割延迟时间和切割间隔时间,自动控制组件连接并控制自动剪切组件4按切割延迟时间和切割间隔时间切割熔融锥头。
在其中一个实施例中,步骤50中还包括:
挂棒组件1还连接有自动控制组件,自动控制组件预存有预提升高度,熔融锥头切割、收集完成后,挂棒组件1向上提升光纤预制棒 2至预提升高度,关闭炉体3底部并冷却炉体3。
在其中一个实施例中,步骤60中还包括:
挂棒组件1还连接有自动控制组件,自动控制组件预存有冷却时间,炉体3经冷却时间冷却后,光纤预制棒2随挂棒组件1竖直向上移动至步骤10中的初始悬挂高度,并移走光纤预制棒2。
其中一个实施例还公开了一种光纤预制棒锥头自动处理系统,包括由上至下依次设置的挂棒组件1、炉体3、自动剪切组件4、收集箱5和自动控制组件,自动控制组件分别连接和控制挂棒组件1水平和上下移动、炉体3加热和开闭、自动剪切组件4的剪切延迟和间隔时间。
实施例中可处理的预制棒直径适用范围为50~180mm。可将预制棒前端待处理区的锥体坠成角度控制在10°~80°范围,处理锥头区长度10~400mm。具体可坠成的锥头角度和锥头长度可由工艺配方通过可编程逻辑控制器(PLC)控制来完成。在工艺配方中输入相关设定的参数:如炉子保护气流量(空闲,升温,坠头,冷却)过程设定不同流量;时间参数设定(如升温时间,降温时间,降棒,坠头处理,冷却时间约10~50min,自动切割间隔及延迟时间等);位置信息设定(降棒原点到炉心位置,冷却后提升位置等);温度设定(待机温度,运行温度1900~2100℃,升温步长等设定);送棒速度 1~20mm/min;安全限位参数设定以及其它相关参数设定。通过相关参数及配方设定加载到PLC,通过PLC控制整个坠头的处理。整个控制逻辑是通过加载工艺配方上传到PLC,通过PLC来控制来完成整个自动坠头的过程。
其中一个实施例还公开了光纤预制棒锥头自动处理方法的使用情景流程:
第一步:先将待锥头处理的光纤预制棒2(简称预制棒)放置到挂棒组件1上,待预制棒安装好后,将预制棒向下移动,降到与标准要求的参考平面。
第二步:选择及加载相应的工艺配方,包括一系列预存的上述冷却时间、预提升高度、切割延迟时间、切割间隔时间、预设深度、参考平面、预设深度、预设温度等。
第三步:点击自动控制组件启动按钮,如计算机或其他控制器组件上的自动锥头处理按钮。
第四步:锥头自动处理。其中包括:先根据加载的配方自动将待锥头处理的光纤预制棒2降到炉体3设定位置后,自动开始打开炉内保护气体阀门及炉内加热体升温。当温度升到指定温度后,跟据配方设定的炉体下密封延迟开关时间,在熔融自动坠头过程过中炉体下密封装置会自动打开以打开炉体3底部。随着自动坠头开始,自动剪切组件4会跟据配方设定的延迟时间和切割间隔时间自动切割,剪切后的融熔锥头玻璃掉入耐高温废玻璃收集箱。在此锥头处理过程中,预制棒挂棒组件1会根据工艺配方设定参数将预制棒在炉体内自动下降及提升。待锥头处理完成后,预制棒挂棒组件2会将锥头处理完成的预制棒在炉体内提升到设定位置后,炉内开始降温冷却,炉体3的下密封装置会自动关闭,防止炉子内部被氧化。待根据配方设定的冷却时间完成后,预制棒挂棒组件1会将锥头处理完成的预制棒提升到原锥头处理前安装高度,此时整个自动锥头处理完成。
第五步:由操作人员将锥头处理完成的预制棒进行移走作业。
本发明的有益效果是:本发明在拉锥过程从降棒、升温,锥头过程中自动切割、降温、提棒等全过程自动控制,不需人为干预,形成良好锥头形状及锥头重量控制,提高光纤品质及降低成本,同时全自动过程大大提高生产效率,减少人力成本,杜绝成品棒高温可能对人身的伤害和减少了安全事故的发生。
以上述依据本申请的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项申请技术思想的范围内,进行多样的变更以及修改。本项申请的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。