一种臭氧尾气回收利用于污泥焚烧的方法
文献发布时间:2023-06-19 09:23:00
技术领域
本发明公开了一种臭氧尾气回收利用于污泥焚烧的方法,属于市政排水或者环境工程技术领域。本发明适用于采用臭氧氧化系统和污泥焚烧工艺、且有能源回收利用及低碳运行需求的污水处理厂。
背景技术
臭氧具有极强的氧化能力,净化效果好,可以在较短的时间内使废水中的难降解污染物降低到允许排放浓度,还能消除废水中致癌性的卤代有机物前体,越来越多的用于市政污水厂深度处理。
一般用于污水处理的臭氧往往产生于氧气源,臭氧与污水接触氧化后,臭气尾气中氧气(尾氧)含量高达80%以上。此外,臭氧尾气中还含有约10%的残余臭氧和CO
城市污泥是城市污水处理厂的副产物,目前我国每年产生的干污泥大约 1.3×10
有研究表明,污泥纯氧焚烧可以大幅减少焚烧烟气中氮氧化物和致癌物质的产生,可大大降低焚烧尾气的处理成本。但若采用纯氧燃烧,由于纯氧制备成本较高,且空分制氧设备能耗大,将大大增加污泥焚烧运行成本,因此目前尚未有纯氧应用于污泥焚烧的报道。因此,急需开发低成本的纯氧制备方法,推动纯氧在污泥焚烧中的推广应用,同时降低污泥焚烧尾气的处理难度和成本。
污水处理行业的碳排放量已被公认为是前十大碳排放行业之一,同时,污水处理厂也是潜在的能源中心,充分挖掘污水厂中的能源,并进行再生利用,有利于污水厂低碳运行。
发明内容
本发明的目的是提供一种臭氧尾气回收利用于污泥焚烧的方法,充分挖掘臭氧尾气的利用价值,将其回收利用于污泥焚烧,将臭氧尾气中的高浓度氧气和回流至焚烧炉前端的CO
为了实现上述目的,本发明的技术方案如下:一种臭氧尾气回收利用于污泥焚烧的方法,在臭氧接触池的顶部的设置尾气收集管,用于收集臭氧接触氧化后产生的尾气,尾气收集系统将收集的臭氧尾气通入污泥焚烧系统,通过污泥焚烧尾气回用系统将焚烧尾气中的CO
进一步地,所述的尾气收集系统包括尾气存储罐,所述尾气存储罐通过尾气收集管与臭氧接触池连接,尾气存储罐通过尾气输送管道连接至污泥焚烧炉,尾气输送管道中设置增压设备;污泥焚烧尾气回用系统包括设置在污泥焚烧炉的排烟口的烟气除尘器,与烟气除尘器连接的烟气冷却器、压缩机和CO
进一步地,所述的尾气收集管设在臭氧接触池的顶部,管材应耐臭氧腐蚀。
进一步地,尾气收集管上设有抽气风机,抽气风机用于将臭氧接触池池顶集聚的尾气抽至尾气储存罐中储存。
进一步地,臭氧接触池的顶部的尾气收集管上设置双向压力平衡阀,用于平衡臭氧接触池的压力。
进一步地,尾气输送管上设置有气体流量计,用于监测再生尾气的流量。
进一步地,尾气输送管道上设有安全阀,用于平衡尾气回用系统的压力。当臭氧尾气回用系统压力大于最大安全设定值时,设置在臭氧尾气输送管管上的安全阀自动打开,直到臭氧尾气回用系统压力等于安全设定值,安全阀自动关闭;当尾气回用系统压力小于最小安全设定值时,增压设备自动停止工作,直到尾气回用系统压力等于安全设定值,增压设备再自动开始工作。
尾气收集系统收集的臭氧尾气为高浓度氧气,将高浓度氧气通入污泥焚烧炉进行污泥焚烧。当污泥达到着火温度后,污泥中的挥发分首先析出燃烧。在高浓度氧气的作用,焚烧装置内温度迅速升高,污泥充分燃烧,产生的无机灰渣在1500℃的高温下进一步熔融焚烧,未燃尽的气体和二噁英等致癌气体也充分燃烧降解,实现彻底无害化。熔融后的灰渣和金属经出口排出。污泥焚烧炉排出的高温烟气经由烟气除尘器脱除烟气中的飞灰,脱除的飞灰回到污泥焚烧装置继续熔融处理,脱除飞灰的高温烟气经烟气冷却器冷却,凝结水由下部排出;冷却后的烟气经压缩机将烟气中的氮氧化物和硫化物压缩液化后去除,得到纯化的CO
本发明的一种臭氧尾气回收利用于污泥焚烧的方法,主要包括三方面功能:(1)在污水厂中进行能源回收,在不影响污水厂正常运行的条件下,充分利用臭氧接触氧化池的尾气,变废为宝,节能降耗,进一步促进低碳运行;(2)臭氧尾气用于污泥焚烧,提高污泥焚烧效率,实现污染物最大限度无害化;(3)臭氧尾气用于污泥焚烧后产生的尾气主要为CO
附图说明
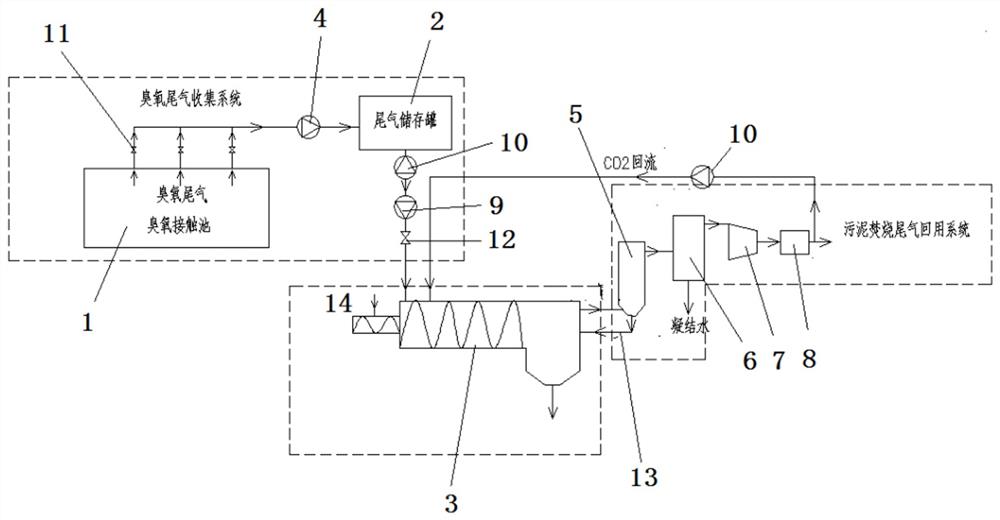
图1为一种臭氧尾气回收利用于污泥焚烧的方法的流程图。
具体实施方式
下面结合附图对本发明的实施例进行详细说明。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
如图1所示,本发明的一种臭氧尾气回收利用于污泥焚烧的方法,在臭氧接触池1的顶部的设置尾气收集管,用于臭氧接触氧化后产生的尾气,尾气收集系统将收集的臭氧尾气通入污泥焚烧系统,通过污泥焚烧尾气回用系统将焚烧尾气中的CO
进一步地,所述的尾气收集系统包括尾气存储罐2,所述尾气存储罐2通过尾气收集管与臭氧接触池1连接,尾气存储罐2通过尾气输送管道连接至污泥焚烧炉3,尾气输送管道中设置增压设备9;污泥焚烧尾气回用系统包括设置在污泥焚烧炉3的排烟口的烟气除尘器5,与烟气除尘器5连接的烟气冷却器6、压缩机7和CO
进一步地,所述的尾气收集管设在臭氧接触池的顶部,管材应耐臭氧腐蚀。
进一步地,尾气收集管上设有抽气风机4,抽气风机用于将臭氧接触池池顶集聚的尾气抽至尾气储存罐中储存。
进一步地,臭氧接触池的顶部的尾气收集管上设置双向压力平衡阀11,用于平衡臭氧接触池的压力。
进一步地,尾气输送管和CO
进一步地,尾气输送管道上臭氧存储罐后端设有安全阀12,用于平衡尾气回用系统的压力。当臭氧尾气回用系统压力大于最大安全设定值时,设置在臭氧尾气输送管上的安全阀自动打开,直到臭氧尾气回用系统压力等于安全设定值,安全阀自动关闭;当尾气回用系统压力小于最小安全设定值时,增压设备自动停止工作,直到尾气回用系统压力等于安全设定值,增压设备再自动开始工作。
所述的尾气输送管用于将再生得到的氧气传输到污泥焚烧装置。
所述的臭氧尾气回收系统中涉及的设备和管道均需耐臭氧腐蚀。
所述的臭氧尾气回用系统包括污泥进料口、进气口、污泥焚烧炉等。
所述的污泥进料口用于将污水厂处理过的污泥送入污泥焚烧炉。
所述的进气口用于将臭氧尾气通入污泥焚烧炉。
所述的污泥焚烧炉3用于污泥焚烧。污泥从污泥进料口14进入污泥焚烧炉3当污泥达到着火温度后,污泥中的挥发分首先析出燃烧。在高浓度氧气的作用,焚烧装置内温度迅速升高,污泥充分燃烧,产生的无机灰渣在1500℃的高温下进一步熔融焚烧,未燃尽的气体和二噁英等致癌气体也充分燃烧降解,实现彻底无害化。熔融后的灰渣和金属经出口排出。
所述的烟气除尘器用于接收污泥焚烧炉排出的高温烟气,并脱除烟气中的飞灰,脱除的飞灰通过飞灰回融管道13送回到污泥焚烧装置继续熔融处理。
所述的烟气冷却器用于冷却高温烟气,凝结水由下部排出。
所述的压缩机为压缩净化设备,可将烟气中的氮氧化物和硫化物压缩液化后去除,得到纯化的CO
所述的CO
所述的CO
臭氧接触池产生的尾气中,氧气约占80%,其他余臭氧、H
应用价值
污水处理厂设计规模:12万m
液氧单价:按800元/t计(价格随季节变化,800-2000元/t);
可节省费用:11664 元/d ≈425 万元/a;
可节约水处理费用:0.097 元/m