叶栅成型模具和叶栅成型方法
文献发布时间:2023-06-19 09:26:02
技术领域
本发明涉及模压模具技术领域,尤其涉及一种叶栅成型模具和叶栅成型方法。
背景技术
叶栅是航空结构中较为常见的一类进排气结构,如用于直升机发动机阻挡外来异物的进气叶栅外罩、涡扇发动机热引气排气叶栅及提供发动机反推力的阻流排气叶栅等。通常地,相对于直升机发动机进气叶栅和热引气排气叶栅来说,反推力阻流遮挡排气叶栅的叶形更加复杂且为曲面,叶形轮廓等精度要求也比较高。早期的叶栅结构一般采用铸造、机械加工、机械连接或焊接叶栅组件(如叶栅骨架和叶栅导向叶片)等成型方法。但是上述方法均为金属材料叶栅的制造方法,所获得的金属叶栅结构重量大,不利于发动机结构减重。随着复合材料技术的发展,轻质高强的复合材料叶栅结构应用而生。
但是,目前制造复合材料叶栅结构的方法效率均不高,大部分采用的是先分别制造叶栅骨架组件和转向叶片,再通过胶接、机械连接或热压固结等方法将叶栅框架和转向叶片组合形成叶栅结构的成型方法,这种成型方法制造、装配工艺复杂,耗费工时,无法保证胶接或机械连接质量,热压固结时所施加的压力有限,不能保证叶栅骨架组件和转向叶片共固结所需的压力,因此无法保证复合材料叶栅的结构完整性。
需要说明的是,公开于本发明背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域技术人员所公知的现有技术。
发明内容
本发明的目的是提出一种叶栅成型模具和叶栅成型方法,以解决现有技术中的叶栅成型方法无法保证叶栅结构完整性的问题。
为实现上述目的,本发明提供了一种叶栅成型模具,叶栅包括叶片、前缘法兰连接槽、后缘法兰连接槽和框架长桁,前缘法兰连接槽和后缘法兰连接槽分别位于叶片的前后两端,框架长桁位于叶片的侧面,且框架长桁的两端设有凹口,叶栅成型模具包括:
第一芯模,用于压制叶片;
第二芯模,用于压制前缘法兰连接槽和后缘法兰连接槽;
第一边模,位于前缘法兰连接槽的底部和后缘法兰连接槽的底部,用于压制框架长桁的凹口;和
第二边模,用于压制框架长桁的侧面;
其中,第一芯模、第二芯模、第一边模和第二边模用于使叶栅一体成型。
在一些实施例中,第一芯模包括空心芯模和模芯,空心芯模的中心设有通孔,模芯插入通孔内,模芯受到的压力传递至空心芯模以通过空心芯模的外壁压制出叶片。
在一些实施例中,空心芯模包括至少两个第一模块,至少两个第一模块围绕通孔的中心线相互拼合成空心芯模。
在一些实施例中,空心芯模包括四个第一模块,每个第一模块包括一直角,四个第一模块围绕通孔的中心线相互拼合成矩形的空心芯模。
在一些实施例中,两个相互拼合的第一模块的接触面为相对于空心芯模的外侧面倾斜的斜面。
在一些实施例中,通孔的孔壁相对于通孔的中心线倾斜,模芯的外壁为与通孔的孔壁相配合的斜面。
在一些实施例中,第二芯模包括位于同一个前缘法兰连接槽或同一个后缘法兰连接槽内的至少两个第二模块,至少两个第二模块相互拼合。
在一些实施例中,两个相互拼合的第二模块的接触面为相对于第二芯模的外侧面倾斜的斜面。
在一些实施例中,叶栅成型模具还包括上盖,上盖设有开口朝下的第一凹槽,上盖盖在第一芯模、第二芯模、第一边模和第二边模的上方,且第一凹槽的槽壁与第一芯模、第二芯模、第一边模和第二边模的外壁相互贴合。
在一些实施例中,第一凹槽的槽壁相对于与上盖的盖顶面相垂直的面倾斜,第一芯模、第二芯模、第一边模和第二边模的外壁为与第一凹槽的槽壁相配合的斜面。
在一些实施例中,第一凹槽的槽底面设有多个第二凹槽,第一芯模的顶部插入第二凹槽内。
在一些实施例中,第二凹槽的槽壁相对于与上盖的盖顶面相垂直的面倾斜,第一芯模的顶部的外壁为与第二凹槽的槽壁相配合的斜面。
在一些实施例中,叶栅成型模具还包括底板,上盖与底板相互配合。
在一些实施例中,第一芯模设有用于安装脱模顶出螺栓的第一螺纹孔;和/或底板设有用于安装脱模顶出螺栓的第二螺纹孔。
为实现上述目的,本发明还提供了一种叶栅成型方法,叶栅包括叶片、前缘法兰连接槽、后缘法兰连接槽和框架长桁,前缘法兰连接槽和后缘法兰连接槽分别位于叶片的前后两端,框架长桁位于叶片的侧面,且框架长桁的两端设有凹口,叶栅成型方法包括:
提供用于压制叶片的第一芯模、用于压制前缘法兰连接槽和后缘法兰连接槽的第二芯模、位于前缘法兰连接槽的底部和后缘法兰连接槽的底部并用于压制框架长桁的凹口的第一边模和用于压制框架长桁的侧面的第二边模;
利用第一芯模、第二芯模、第一边模和第二边模压制一体成型的叶栅。
在一些实施例中,在利用第一芯模、第二芯模、第一边模和第二边模压制一体成型的叶栅时,所采用的材料为复合材料。
基于上述技术方案,本发明实施例采用模压成型方法,通过第一芯模、第二芯模、第一边模和第二边模可以压制出一体成型的叶栅,解决了先压制叶栅的各个组件,再将各个组件进行胶接、机械连接或热压成型等方法所存在的连接不可靠等问题,保证了叶栅结构的整体性,该方法操作步骤简单,无需后续装配工艺,大大节省工时,所获得的叶栅的结构强度也较好,整体质量好。
附图说明
此处所说明的附图用来提供对本发明的进一步理解,构成本申请的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
图1为本发明叶栅成型模具一个实施例中叶栅的结构示意图。
图2为本发明叶栅成型模具一个实施例中叶栅的爆炸图。
图3为本发明叶栅成型模具一个实施例中一排叶片的结构示意图。
图4为本发明叶栅成型模具一个实施例的部分结构与叶栅的配合示意图。
图5为本发明叶栅成型模具一个实施例中第一芯模的结构示意图。
图6为本发明叶栅成型模具一个实施例中空心芯模与叶片的配合示意图。
图7为本发明叶栅成型模具一个实施例中多个空心芯模与多个叶片的配合示意图。
图8为本发明叶栅成型模具一个实施例中空心芯模与叶片相配合的俯视图。
图9为本发明叶栅成型模具一个实施例中多排空心芯模与多排叶片的配合示意图。
图10为本发明叶栅成型模具一个实施例中第二芯模与前缘法兰连接槽和后缘法兰连接槽的配合示意图。
图11为本发明叶栅成型模具一个实施例中第二芯模与前缘法兰连接槽和后缘法兰连接槽相配合的俯视图。
图12为本发明叶栅成型模具一个实施例中上盖朝上时与模芯的配合示意图。
图13为图12中沿A-A截面的示意图。
图14为图12中沿B-B截面的示意图。
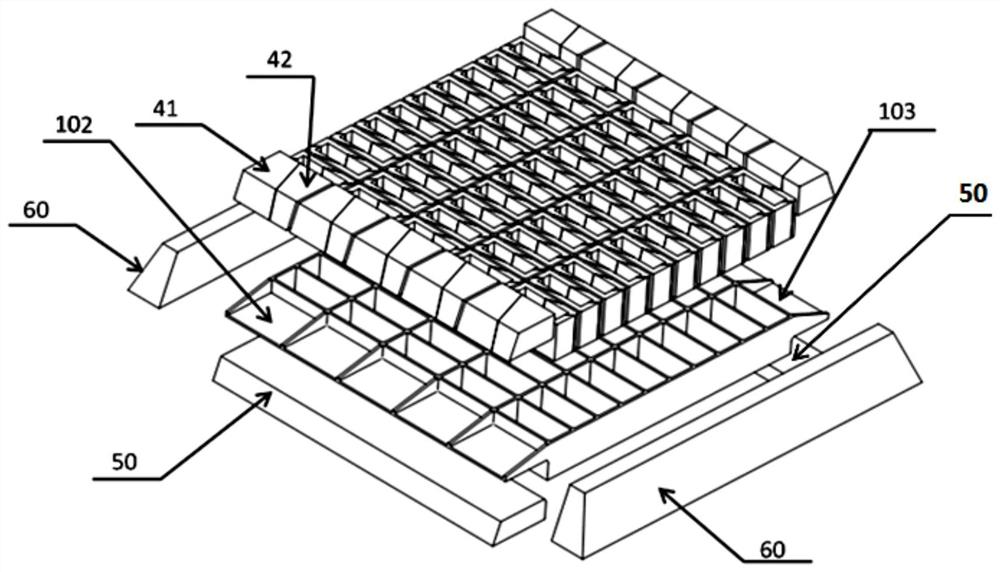
图15为本发明叶栅成型模具一个实施例中第二芯模和第一边模与叶栅的配合示意图。
图16为本发明叶栅成型模具一个实施例中模芯与底板的配合示意图。
图17为本发明叶栅成型模具一个实施例中模芯与底板相配合的另一角度示意图。
图中:
100、叶栅;101、叶片;102、前缘法兰连接槽;103、后缘法兰连接槽;104、框架长桁;1021、前缘上部槽;1022、前缘底板;1031、后缘上部槽;1032、后缘底板;
10、上盖;20、模芯;30、空心芯模;40、第二芯模;50、第一边模;60、第二边模;70、底板;
11、第一壁面;12、第二壁面;13、槽底面;14、第二凹槽;
21、第一螺纹孔;31、32、33、34、第一模块;41、42、第二模块;71、第二螺纹孔。
具体实施方式
下面将结合本发明实施例中的附图,对实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要理解的是,术语“中心”、“横向”、“纵向”、“前”、“后”、“左”、“右”、“上”、“下”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制。
首先,介绍一下本发明实施例所要制造的叶栅100的结构。
参考图1所示,该叶栅100包括叶片101、前缘法兰连接槽102、后缘法兰连接槽103和框架长桁104,前缘法兰连接槽102和后缘法兰连接槽103分别位于叶片101的前后两端,框架长桁104位于叶片101的侧面,且框架长桁104的两端设有凹口。
在一些实施例中,叶栅100包括多个叶片101,每个叶片101均为空心的矩形形状,两个相邻叶片101之间存在多个共用面,多个叶片101成排布置。叶片101的前端设有前缘法兰连接槽102,前缘法兰连接槽102用于与法兰连接;叶片101的后端设有后缘法兰连接槽103,后缘法兰连接槽103用于与法兰连接。前缘法兰连接槽102和后缘法兰连接槽103的周向侧面连接呈U型。叶片101的左右两侧分别设有框架长桁104,框架长桁104的前端和后端均设有一凹口。框架长桁104的前端与前缘法兰连接槽102的槽壁形状相匹配,框架长桁104的后端与后缘法兰连接槽103的槽壁形状相匹配。
在如图1所示的实施例中,叶栅100包括五排叶片101,每排包括十个。每排叶片101的前端设有一个前缘法兰连接槽102,每排叶片101的后端设有一个后缘法兰连接槽103,前缘法兰连接槽102和后缘法兰连接槽103的数量均为5个,前缘法兰连接槽102和后缘法兰连接槽103的形状相同。第一排叶片101和第五排叶片101的外侧分别设有一个框架长桁104。
为了方便展示叶栅100的组成结构,图2展示了叶栅100的爆炸图。叶栅100包括多个叶片101,前缘法兰连接槽102包括前缘上部槽1021和前缘底板1022,前缘上部槽1021和前缘底板1022上下贴合形成前缘法兰连接槽102。前缘上部槽1021呈簸箕形状,前缘底板1022的侧面呈L型。后缘法兰连接槽103包括后缘上部槽1031和后缘底板1032,后缘上部槽1031和后缘底板1032上下贴合形成后缘法兰连接槽103。后缘上部槽1031呈簸箕形状,后缘底板1032的侧面呈L型。框架长桁104呈平板式结构。
需要说明的是,图2仅为方便理解所示,并不影响本发明叶栅成型模具使叶栅一体成型的发明构思。
如图3所示,为一排叶片的结构示意图。
下面介绍本发明提供的叶栅成型模具的结构。
如图4~11所示,在叶栅成型模具的一个实施例中,该模具包括第一芯模、第二芯模40、第一边模50和第二边模60,第一芯模用于压制叶片101,第二芯模40用于压制前缘法兰连接槽102和后缘法兰连接槽103,第一边模50位于前缘法兰连接槽102的底部和后缘法兰连接槽103的底部并用于压制框架长桁104的凹口,第二边模60用于压制框架长桁104的侧面,其中,第一芯模、第二芯模40、第一边模50和第二边模60用于使叶栅100一体成型。
该实施例采用模压成型方法,通过第一芯模、第二芯模40、第一边模50和第二边模60可以压制出一体成型的叶栅100,解决了先压制叶栅100的各个组件,再将各个组件进行胶接、机械连接或热压成型等方法所存在的连接不可靠等问题,保证了叶栅100结构的整体性,该方法操作步骤简单,无需后续装配工艺,大大节省工时,生产效率高;所获得的叶栅100的结构强度较好,承载能力强,整体质量好。
如图5所示,第一芯模包括空心芯模30和模芯20,空心芯模30的中心设有通孔,模芯20插入通孔内,模芯20受到的压力传递至空心芯模30以通过空心芯模30的外壁挤压用于形成叶片101的预浸料,以压制出叶片101。
通过设置空心芯模30和模芯20,可以利用模芯20,将施加于模芯20的压力传递至空心芯模30,再通过空心芯模30的外壁挤压预浸料,压制出空心的叶片101。这种方式可以保证模芯20的外壁与空心芯模30的外壁紧密接触,使预浸料挤压成型。
可选地,空心芯模30包括至少两个第一模块,至少两个第一模块围绕通孔的中心线相互拼合成空心芯模30。至少两个第一模块沿通孔的周向布置,至少两个模块可以理解为顺着空心芯模30的轴向将空心芯模30切割而来。
空心芯模30设置为包括至少两个第一模块的结构形式,可以便于从多个不同方向对空心芯模30施加压力,保证用于形成叶片101的预紧料受力均匀。
进一步地,两个相互拼合的第一模块的接触面为相对于空心芯模30的外侧面倾斜的斜面。这样设置的好处是,可以在加压前使各个第一模块相对于空心芯模30的中心向内放置,而在受压时再通过所受到的压力向外推开,进而使用于形成叶片101的预浸料被挤压成型;还可以增大接触面的面积,避免两个第一模块之间的搭接处出现缝隙,造成叶片101成型质量问题;同时便于脱模。
如图6~9所示,空心芯模30包括四个第一模块31、32、33、34,每个第一模块31、32、33、34包括一直角,四个第一模块31、32、33、34围绕通孔的中心线相互拼合成矩形的空心芯模30。这样设置的好处是,可以避免在直角拐角处形成拼合接触面,使两个相邻第一模块31、32、33、34之间的接触面的倾斜度更大,从而增大接触面的面积。
如图8所示,通孔的孔壁相对于通孔的中心线倾斜,模芯20的外壁为与通孔的孔壁相配合的斜面。进一步地,通孔的孔径上大下小,模芯20的外壁周向长度也是上大下小。这样设置可以便于加压,使模芯20的外壁与通孔的孔壁贴合更加紧密,而且便于插模和脱模。
如图10和11所示,第二芯模40包括位于同一个前缘法兰连接槽102或同一个后缘法兰连接槽103内的至少两个第二模块41、42,至少两个第二模块41、42相互拼合。
如图15所示,第二芯模40设置为拼合结构,便于在对第二芯模40施加压力时从多个不同方向对用于形成前缘法兰连接槽102或后缘法兰连接槽103的预浸料进行挤压,挤压力更加均匀,有利于提高模压质量。
进一步地,两个相互拼合的第二模块41、42的接触面为相对于第二芯模40的外侧面倾斜的斜面,这样可以增大接触面的面积,同时便于脱模。
如图12~14所示,叶栅成型模具还包括上盖10,上盖10设有第一凹槽,第一凹槽的开口朝下,第一芯模、第二芯模40、第一边模50和第二边模60插入第一凹槽内,上盖10盖在第一芯模、第二芯模40、第一边模50和第二边模60的上方,且第一凹槽的槽壁与第一芯模、第二芯模40、第一边模50和第二边模60的外壁相互贴合。通过设置上盖10,便于对第一芯模、第二芯模40、第一边模50和第二边模60统一施加压力。
图12~14为上盖10朝上时的结构示意图,在使用时上盖10朝下。
进一步地,第一凹槽的槽壁相对于与上盖10的盖顶面相垂直的面倾斜,第一芯模、第二芯模40、第一边模50和第二边模60的外壁为与第一凹槽的槽壁相配合的斜面。
具体地,自靠近上盖10的盖顶面至远离上盖10的盖顶面的方向,第一凹槽的开口面积逐渐增大,这样设置便于加压,可以使第一凹槽的槽壁与第一芯模、第二芯模40、第一边模50和第二边模60的外壁紧密贴合,而且便于插模和脱模。
第一凹槽的槽底面设有多个第二凹槽,第一芯模的顶部插入第二凹槽内。通过设置第二凹槽,便于对第一芯模进行定位。
进一步地,第二凹槽的槽壁相对于与上盖10的盖顶面相垂直的面倾斜,第一芯模的顶部的外壁为与第二凹槽的槽壁相配合的斜面。第二凹槽的开口面积自上向下逐渐增大,便于第二凹槽的槽壁与第一芯模的顶部的外壁紧密贴合,同时方便插模和脱模。
如图16所示,叶栅成型模具还包括底板70,上盖10与底板70相互配合。底板70用于支撑第一芯模、第一边模50和第二边模60。
如图16所示,第一芯模设有用于安装脱模顶出螺栓的第一螺纹孔21。通过设置第一螺纹孔21,可以利用脱模顶出螺栓将第一芯模相对于其他部件顶出,以实现脱模,解决现有技术中的模具脱模困难的问题。
在另一个实施例中,如图17所示,可以在底板70上设置用于安装脱模顶出螺栓的第二螺纹孔71,以利用脱模顶出螺栓将底板70相对于其他部件顶出,实现脱模,解决现有技术中的模具脱模困难的问题。
下面结合附图1~17对本发明叶栅成型模具一个实施例的具体结构和操作过程进行说明:
如图1~3所示,叶栅包括多个叶片101、多个前缘法兰连接槽102、多个后缘法兰连接槽103和两个框架长桁104。其中,框架长桁104为压板条结构形式,按满足结构强度要求的铺层方向和铺层顺序,采用单向或织物预浸料铺叠而成,纵向连续,采用复合材料。前缘法兰连接槽102和后缘法兰连接槽103的上端为簸箕形状的上部槽,下端为侧面呈L型的底板。叶片101为连续碳纤维复合材料结构,按满足结构强度要求的铺层方向和铺层顺序,采用单向或织物预浸料铺叠而成。叶片101为四面中空格子,置于两个框架长桁104之间,叶片101的两个左右两个侧面分别与两个框架长桁104贴合在一起,叶片101的两个前后侧面分别与相邻叶片101的前后侧面贴合在一起组成叶片101。前缘法兰连接槽102的前缘上部槽1021的高度与前缘底板1022的高度之和等于叶栅100的高度,前缘上部槽1021的两个相对的左右侧面分别与相邻的两个框架长桁104贴合,且后面与相邻的叶片101的侧面上部贴合,前缘上部槽1021的底面与前缘底板1022的上表面贴合,前缘底板1022位于框架长桁104的凹口处,前缘底板1022的立面与相邻的叶片101的侧面下部贴合。后缘法兰连接槽103的结构布置与前缘法兰连接槽102的结构布置对称,这里不再赘述。
如图4~17所示,叶栅成型模具为模压模具,由钢、合金等金属材料加工而成,包括上盖10、第一芯模(包括空心芯模30和模芯20)、第二芯模40、第一边模50、第二边模60和底板70。
上盖10为盒式结构,具有使用时开口朝下的第一凹槽,第一凹槽包括两个相对的第一壁面11、两个相对的第二壁面12和与上盖10的外侧盖顶面平行的槽底面13,槽底面13上设有多个第二凹槽14。
第一壁面11和第二壁面12分别设置了按照需要的加压过程第二芯模40、第一边模50、第二边模60的移动位移计算而得的倾角,槽底面13为平面。上盖10朝下时,第二凹槽14的开口上大下小,具有一定的锥度角,横截面形状可以为圆形或多边形。
空心芯模30为分体结构,包括四个第一模块31、32、33、34。空心芯模30的中心设有通孔,通孔的壁面为锥形结构,模芯20的外壁与通孔的壁面相匹配。通孔和模芯20的横截面可以为圆形,也可以为多边形。
第二芯模40也为分体结构,由两块截面为梯形的第二模块41、42组成。
第一边模50为横截面为直角梯形的棱柱结构,直角边的长横面放置在底板70上,直角边的长横面放置在前缘底板1022或后缘底板1032的L型背板的平面下,直角边的竖面靠在前缘底板1022或后缘底板1032的L型背板的立面内侧,梯形横截面的斜面与上盖10的第二壁面12相匹配,在模压过程中当上盖10向下压时,通过其第二壁面12将第一边模50向内收缩挤压以达到对前缘底板1022或后缘底板1032和叶片101的前后面加压的目的。
第二边模60为横截面为直角梯形的棱柱结构,直角边的长横面放置在底板70上,梯形横截面的斜面与上盖10的第一壁面11相匹配,在模压过程中当上盖10向下压时,通过其第一壁面11将第二边模60向内收缩挤压以达到对框架长桁104加压的目的。
底板70为具有一定厚度的平板结构,底板70上设有与模芯20上所设置的第一螺纹孔21相对应的第二螺纹孔71,用于安装脱模顶出螺栓。
上述的叶栅成型模具为热压机模压成型模具,采用其压制叶栅的具体步骤为:
1、首先采用预浸料按照设计要求分别铺叠组成叶片101、前缘法兰连接槽102、后缘法兰连接槽103和框架长桁104;
2、模压组合,依次将组成框架长桁104的纵向连续的复合材料层压板条的预浸料坯、组成叶片101的四面中空格子预浸料坯、组成前缘法兰连接槽102和后缘法兰连接槽103的四面含底面格子和L型背板预浸料坯组装到底板70上;
再将空心芯模30、模芯20、第二芯模40、第一边模50、第二边模60安装到相应的位置,并使第一模块31、32、33和34按设计的分型面向内错开,安装到空心芯模30上的模芯20相对于空心芯模30向上错开,第二模块41和42按分型面前后错开,然后盖上上盖10,上盖10相对于模芯20、第二芯模40、第一边模50和第二边模60向上错开;
3、模压,将第2步中组合好的模具和预浸料坯一起移入热压机中,并使压机的上下压板面分别与上盖10和底板70接触,然后将热压机的上下压板面按设定的升温速度升温至加压温度,达到按热压工艺设计的恒温时间后,开始加压,使上盖10向下移动,挤压模芯20,使模压组合时错开的四块第一模块31、32、33、34归位,完成对叶片101的四面中空格子预浸料的加压和成型;同时上盖10向下移动对第二模块41、42向内、向下收缩挤压完成对前缘法兰连接槽102的和后缘法兰连接槽103预浸料的加压和成型;第一边模50也在上盖10向下移动时被向内挤压,完成对L型背板立边预浸料和叶片前后面预浸料的加压;第二边模60也在上盖10向下移动时被向内挤压,从而完成了对框架长桁104外表面的挤压和成型;最后保持热压机的压力,并将上下压板面的温度升至固化温度,并保持热压工艺设计的恒温时间,按热压工艺设计的降温速度进行降温,冷却至60℃以下,泄压,将模具移出热压机。
4、脱模,首先移去上盖10,再移走两个第一边模50,移走两个第二边模60,移走第二芯模40,按分型面方向,先将第二模块41拔出,再脱出第二模块42,将顶出螺栓旋入第一螺纹孔21,将模芯20顶出,然后按分型线的方向,依次取出第一模块41、42、43、44,完成复合材料叶栅的脱模。
5、修整,将脱出的复合材料叶栅上的残胶、毛刺小心去除,按需要将前缘法兰连接槽102和后缘法兰连接槽103的前后壁加工至理论设计尺寸。
通过对本发明叶栅成型模具和叶栅成型方法的多个实施例的说明,可以看到本发明叶栅成型模具和叶栅成型方法实施例采用分体式第一芯模和第二芯模,有效保证每个独立的叶片内环向四周充分且均匀加压,有效控制叶片位置及轮廓精度,同时保证叶栅叶形轮廓面的精度要求,有效解决了传统工艺成型复材叶栅时几何轮廓及尺寸精度难控制、易变形的工艺难点;可多人次并行操作,最大限度提高制造效率,降低成本。
本发明还提供了一种叶栅成型方法,叶栅包括叶片、前缘法兰连接槽、后缘法兰连接槽和框架长桁,前缘法兰连接槽和后缘法兰连接槽分别位于叶片的前后两端,框架长桁位于叶片的侧面,且框架长桁的两端设有凹口,叶栅成型方法包括:
提供用于压制叶片的第一芯模、用于压制前缘法兰连接槽和后缘法兰连接槽的第二芯模、位于前缘法兰连接槽的底部和后缘法兰连接槽的底部并用于压制框架长桁的凹口的第一边模和用于压制框架长桁的侧面的第二边模;
利用第一芯模、第二芯模、第一边模和第二边模压制一体成型的叶栅。
进一步地,在利用第一芯模、第二芯模、第一边模和第二边模压制一体成型的叶栅时,所采用的材料为复合材料。比如,连续纤维增强树脂基复合材料,采用的树脂基体可以是热固性树脂如环氧树脂、双马酰亚胺树脂、聚酯树脂、酚醛树脂、聚酰亚胺树脂等,也可以是热塑性树脂如聚醚醚酮PEEK、聚苯硫醚PPS、聚醚酰亚胺PEI、聚醚酮酮PEKK、聚酰胺PA、聚丙烯PP等;采用的增强纤维可以是碳纤维、玻璃纤维、石英纤维、碳化硅纤维、硼纤维、芳纶纤维、聚酰亚胺纤维、PBO纤维等。
上述各个实施例中叶栅成型模具所具有的积极技术效果同样适用于叶栅成型方法,这里不再赘述。
本发明提供的叶栅成型模具和叶栅成型方法可以用于制造航空涡扇发动机反推装置复合材料叶栅等。
最后应当说明的是:以上实施例仅用以说明本发明的技术方案而非对其限制;尽管参照较佳实施例对本发明进行了详细的说明,所属领域的普通技术人员应当理解:在不脱离本发明原理的前提下,依然可以对本发明的具体实施方式进行修改或者对部分技术特征进行等同替换,这些修改和等同替换均应涵盖在本发明请求保护的技术方案范围当中。
- 叶栅成型模具和叶栅成型方法
- 叶栅成型模具和叶栅成型方法