一种衬塑钢管的内感应加热生产线
文献发布时间:2023-06-19 09:36:59
技术领域
本发明的目的是提供一种衬塑钢管的内感应加热生产线,该设备可以提供一种应用于管道衬塑过程中实现复杂外置接口钢管的自动上下料和可变径的感应内加热装备。
背景技术
在管道衬塑感应加热生产中,需要先将工件内壁喷涂上衬塑粉末,然后再运送至加热工位装夹加热,加热完成后卸下工件放置在下料区。传统的生产方式是:人工将坯件从喷涂工位逐个装夹到加热工位上,加热完成后取出放置在下料区。这种人工高强度重复性劳动,危险系数高、效率低下、质量难以保证。纵观国内钢管的衬塑感应加热设备,感应加热线器只能满足某一种管件的加工,无法实现不同管径同一装备生产;加热方式主要为外置感应线圈加热,对于外表面接口较多且复杂的坯件无法使用外置的感应加热器,主要使用火焰加热,极大的浪费了能源与人力成本,本发明代替常规人力搬运,实现自动上下料,自动装夹;采用内置感应加热线圈代替外置感应线圈,实现复杂外置接口管件的感应加热;采用可变径内加热线圈辊实现对不同管径的加工。
发明内容
本发明目的是提供一种衬塑钢管的内感应加热生产线,该生产线可以提供一种运用于衬塑过程中对于复杂外置接口和不同规格的钢管的加热处理。
本发明的上述技术问题是通过下述方案得以解决的。
本发明的一种衬塑钢管的内感应加热生产线,包括管道内感应加热装置、装夹下料装置、传送装置、导向装置四部分;所述的传送装置、导向装置、装夹下料装置、管道内感应加热装置成线性布置,传送装置置于导向装置推送滑轨(4)内部并对中,装夹下料装置置于导向装置推送滑轨(4)另一端内部并对中,加热装置紧随装夹下料装置后固定于地面;所述的传送装置斜坡带(2)底部安装有抬升梯(1),推送滑轨(4)上安装有导向龙门推杆(5),所述的装夹下料装置底座上安装有下料电动推杆(9),下料电动推杆(9)上安装有下料顶杆(12);所述的加热装置由可变径内加热线圈辊(11)、三级液压缸(7)、液压泵及油箱(10)和加热滑轨(8)组成,可变径内加热线圈辊(11)安装在三级液压缸(7)末端、液压泵及油箱(10)安装在加热滑轨(8)上。
所述的一种衬塑钢管的内感应加热生产线,其特征在于:可变径内加热线圈辊(11)可以根据加热钢管的直径调整可变径内加热线圈辊(11)的直径,可以满足对不同规格的钢管的加热。
所述的一种衬塑钢管的内感应加热生产线,其特征在于:传送装置上安装有抬升梯(1),当钢管传送上斜坡带(2)后抬升斜坡带(2)至与横带(3)齐平以免钢管一段砸向横带(3)。
所述的一种衬塑钢管的内感应加热生产线,其特征在于:待加热钢管运送至导向装置利用导向龙门推杆(5)提供动力推送至装夹下料装置,实现上料。
所述的一种衬塑钢管的内感应加热生产线,其特征在于:所述的装夹下料装置利用楔形块(6)实现定位,采用楔形块(6)和下料电动推杆(9)产生的倾覆力实现下料。
所述的一种衬塑钢管的内感应加热生产线,其特征在于:所述的装夹下料装置通过楔形块(6)、下料电动推杆(9)实现与可变径内加热线圈辊(11)的对中定位,对中简单、可靠。
本发明可以实现对复杂外置接口、不适用外感应加热的钢管的加热,代替火焰加热,更加节能环保;可以实现加热钢管的自动上下料以及对不同管径的加热,提高了设备的生产效率和设备适用性。
附图说明
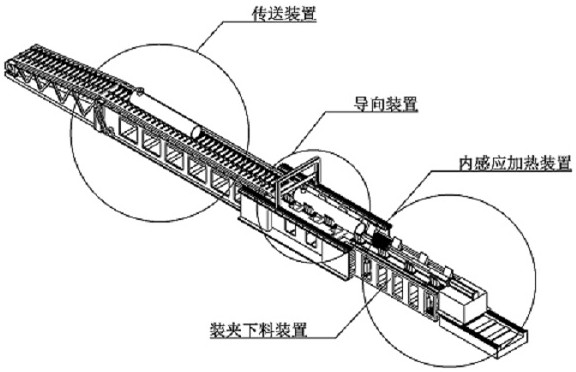
图1为本发明的整体结构轴测图。
图2为本发明的整体结构的三视图。
图3为装夹下料装置与内感应加热装置轴测图。
图4为装夹下料装置与内感应加热装置三视图。
图中标号:推送滑轨(4)、抬升梯(1)、斜坡带(2)、横带(3)、推送滑轨(4)、导向龙门推杆(5)、楔形块(6)、三级液压缸(7)、加热滑轨(8)、下料电动推杆(9)、液压泵及油箱(10)、可变径内加热线圈辊(11)、下料顶杆(12)。
具体实施方式
下面结合附图对本发明作出进一步阐述。
如图1所示,本发明所述的一种衬塑钢管的内感应加热生产线,其特征在于:包括管道内感应加热装置、装夹下料装置、传送装置、导向装置四部分;所述的传送装置、导向装置、装夹下料装置、管道内感应加热装置成线性布置,传送装置置于导向装置推送滑轨(4)内部并对中,装夹下料装置置于导向装置推送滑轨(4)另一端内部并对中,加热装置紧随装夹下料装置后固定于地面。
所述的传送装置斜坡带(2)底部安装有抬升梯(1),推送滑轨(4)上安装有导向龙门推杆(5),所述的装夹下料装置底座上安装有下料电动推杆(9),下料电动推杆(9)上安装有下料顶杆(12);所述的加热装置由可变径内加热线圈辊(11)、三级液压缸(7)和加热滑轨(8)组成,可变径内加热线圈辊(11)安装在三级液压缸(7)末端、液压泵及油箱(10)安装在加热滑轨(8)上。
所述的一种衬塑钢管的内感应加热生产线,其特征在于:可变径内加热线圈辊(11)可以根据加热钢管的直径调整可变径内加热线圈辊(11)的直径。
所述的一种衬塑钢管的内感应加热生产线,其特征在于:传送装置上安装有抬升梯(1),但钢管传送上斜坡带(2)后抬升斜坡带(2)至于横带(3)齐平以免钢管一段砸向横带(3)。
所述的一种衬塑钢管的内感应加热生产线,其特征在于:待加热钢管运送至导向装置利用导向龙门推杆(5)提供动力推送至装夹下料装置,实现上料。
所述的一种衬塑钢管的内感应加热生产线,其特征在于:所述的装夹下料装置利用楔形块(6)实现定位,采用楔形块(6)和下料电动推杆(9)产生的倾覆力实现下料。
所述的一种衬塑钢管的内感应加热生产线,其特征在于:可变径内加热线圈辊(11)伸入到钢管内部加热,实现对复杂外置接口的管道的内感应加热。
所述的一种衬塑钢管的内感应加热生产线,其特征在于:所述的装夹下料装置通过楔形块(6)抬升杆、下料电动推杆(9)实现与可变径内加热线圈辊(11)的对中定位。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明的范围内。本发明要求的保护范围由所附的权利要求书及其等同物界定。
- 一种衬塑钢管的内感应加热生产线
- 一种适用于电磁感应加热衬塑复合钢管的端头结构