一种铸造用钛酸铝陶瓷及其制备方法
文献发布时间:2023-06-19 09:44:49
技术领域
本发明涉及一种陶瓷制备技术领域,尤其涉及一种铸造用钛酸铝陶瓷及其制备方法。
背景技术
随着现代工业的迅猛发展,特别是汽车、航空工业等领域的崛起,对同时具有优良的耐高温和抗热震性陶瓷材料的需求愈来愈迫切。钛酸铝(Al
钛酸铝陶瓷升液管是低压铸造连铸机的关键部件,直接影响铸铝产品的质量及生产效率,由于铸铁升液管易污染铝源、使用寿命短、粘铝液等缺点,国外发达国家已经开发Si
发明内容
为解决钛酸铝材料的两大致命缺陷,为国内陶瓷升液管生产提供一种新的思路,本发明提出铸造用钛酸铝陶瓷及其制备方法,具体技术方案为:
一种铸造用钛酸铝陶瓷,采用一步法直接烧制而成,制作所述钛酸铝陶瓷的原料及其配比为:α-Al
一种铸造用钛酸铝陶瓷的制备方法,包括以下步骤:
(1)把权利要求1所述的原料球磨至一定细度;
(2)把球磨后的原料按权利要求1所述的比例用一定转速的行星球磨机进行湿法球磨混合,制得料浆;
(3)将所述料浆倒入容器中,在电热鼓风干燥箱中于110℃下干燥4h,形成的粉体经玛瑙研钵研磨后过100目筛,加入适量的PVA水溶液进行造粒,陈腐24h形成混合料;
(4)将所述混合料利用液压机预压,液压机的压力为8MPa,再采用等静压机压制,等静压机的压力120MPa~140MPa,压制时间为5min,制得生坯;
(5)将压制成型后的生坯去除边角处毛刺,再放入烘箱中以90~100℃的恒温干燥12~24h;
(6)将干燥后的坯体放入硅钼炉内烧结,烧结温度1420~1450℃,烧结时间为10~12h。
进一步地,步骤(1)所述原料细度为200目。
进一步地,步骤(2)所述行星球磨机的转速为400r/min,球磨时间为12h。
进一步地,球磨所使用的介质为无水乙醇,所使用的球磨子为氧化锆陶瓷球磨子,所述原料、球磨子与无水乙醇的质量比为1:3:1.25。
进一步地,步骤(6)所述烧结温度为:1000℃以下升温速率为3~8℃/min,其中在600℃保温2h,1000℃以上升温速率为2~5℃/min,达到最高烧成温度后保温3~5h。
有益效果:
本发明利用α-Al
附图说明
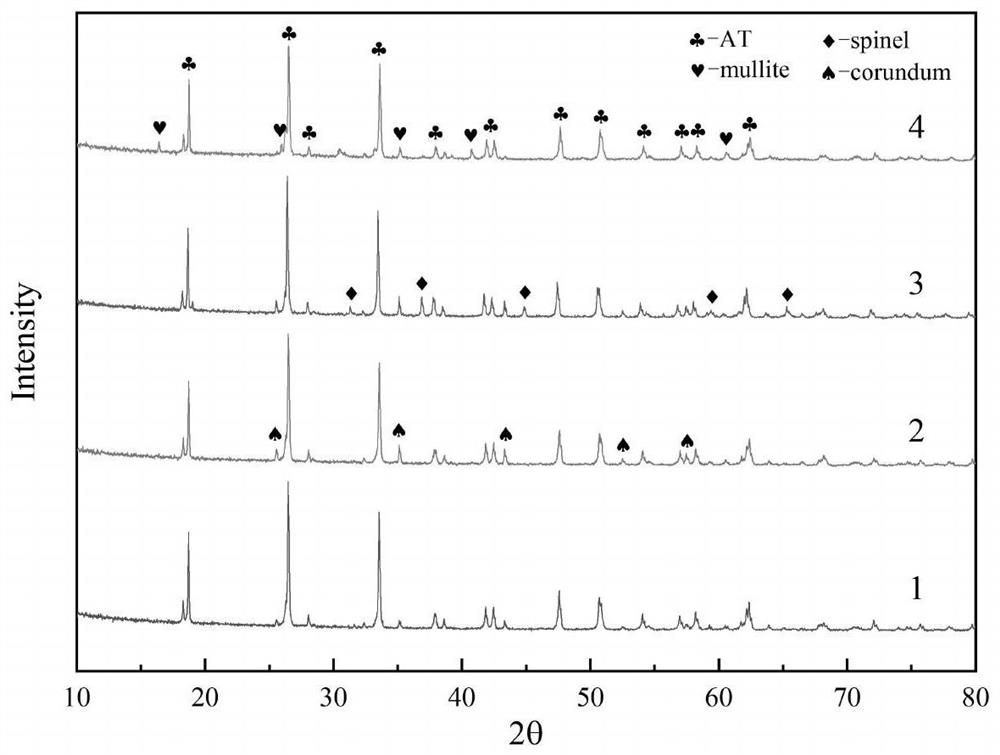
图1为本发明实施例1~4的X射线衍射图谱比对图;
图中:1为实施例1的X射线衍射图谱曲线,2为实施例2的X射线衍射图谱曲线,3为实施例3的X射线衍射图谱曲线,4为实施例4的X射线衍射图谱曲线;
图2为本发明实施例1~4的热膨胀率比对图;
图中:1为实施例1的热膨胀率曲线,2为实施例2的热膨胀率曲线,3为实施例3的热膨胀率曲线,4为实施例4的热膨胀率曲线。
具体实施方式
下面结合附图和具体实施例对本发明做进一步描述:
如图1-2所示,一种铝合金铸造用钛酸铝陶瓷,采用固相反应一步法直接烧制而成,所述生坯的原料及其配比为:α-Al
实施例1:
一种铸造用钛酸铝陶瓷的制备方法,其制作所述钛酸铝陶瓷的原料及其配比为:α-Al
(1)原料处理:球磨细度为200目的α-Al
(2)原料混合:按各原料所占比例进行混合,用行星球磨机球磨12h,转速为400r/min,制得料浆;上述原料的混合采用湿法球磨制得,其中使用的球磨介质为无水乙醇,球磨子为氧化锆陶瓷球磨子,所述原料、球磨子、酒精的质量比为1:3:1.25。
(3)造粒:将所述料浆倒入容器中,在电热鼓风干燥箱中于110℃下干燥4h,待酒精完全蒸发后,粉体结合成比较松散的块体,加入适量的PVA水溶液经玛瑙研钵研磨后过100目筛造粒,最后将粉料陈腐24h。
(4)成型:将陈腐好粉料利用液压机预压,液压机压力为8MPa,然后采用冷等静压机压制,冷等静压机参数设置为130MPa×5min,得到陶瓷生坯。
(5)修坯与干燥:将压制成型后的生坯利用刀具去除边角处毛刺;再放入烘箱中以100℃的恒温干燥12h。
(6)烧成:将干燥后的坯体放入硅钼炉内烧结,经1420℃烧成。所述烧成制度为:1000℃以下升温速率为5℃/min,在600℃时保温2h,1000℃以上升温速率为3℃/min,达到最高烧成温度1420℃保温3h。
经测试,本实施例1制得的钛酸铝瓷的抗弯强度为48.13MPa,体积密度为3.44g·cm
实施例2:
一种铸造用钛酸铝陶瓷的制备方法,其制作所述生胚的原料及其配比为:α-Al
(1)原料处理:球磨细度为200目的α-Al
(2)原料混合:按各原料所占比例进行混合,用行星球磨机球磨12h,转速为400r/min,制得料浆;上述原料的混合采用湿法球磨制得,其中使用的球磨介质为无水乙醇,球磨子为氧化锆陶瓷球磨子,所述原料、球磨子、酒精的质量比为1:3:1.25。
(3)造粒:将所述料浆倒入容器中,在电热鼓风干燥箱中于110℃下干燥4h,待酒精完全蒸发后,粉体结合成比较松散的块体,加入适量的PVA水溶液经玛瑙研钵研磨后过100目筛造粒,最后将粉料陈腐24h。
(4)成型:将陈腐好粉料利用液压机预压,液压机压力为8MPa,然后采用冷等静压机压制,冷等静压机参数设置为130MPa×5min,得到陶瓷生坯。
(5)修坯与干燥:将压制成型后的生坯利用刀具去除边角处毛刺;再放入烘箱中以100℃的恒温干燥12h。
(6)烧成:将干燥后的坯体放入硅钼炉内烧结,经1450℃烧成。所述烧成制度为:1000℃以下升温速率为5℃/min,在600℃时保温2h,1000℃以上升温速率为3℃/min,达到最高烧成温度1450℃保温3h。
经测试,本实施例2制得的钛酸铝瓷的抗弯强度为63.30MPa,体积密度为2.99g·cm
实施例3:
一种铸造用钛酸铝陶瓷的制备方法,其制作所述生胚的原料及其配比为:α-Al
(1)原料处理:球磨细度为200目的α-Al
(2)原料混合:按各原料所占比例进行混合,用行星球磨机球磨12h,转速为400r/min,制得料浆;上述原料的混合采用湿法球磨制得,其中使用的球磨介质为无水乙醇,球磨子为氧化锆陶瓷球磨子,所述原料、球磨子、酒精的质量比为1:3:1.25。
(3)造粒:将所述料浆倒入容器中,在电热鼓风干燥箱中于110℃下干燥4h,待酒精完全蒸发后,粉体结合成比较松散的块体,加入适量的PVA水溶液经玛瑙研钵研磨后过100目筛造粒,最后将粉料陈腐24h。
(4)成型:将陈腐好粉料利用液压机预压,液压机压力为8MPa,然后采用等静压机压制,等静压机压力为130MPa,得到陶瓷生坯。
(5)修坯与干燥:将压制成型后的生坯利用刀具去除边角处毛刺;再放入烘箱中以100℃的恒温干燥12h。
(6)烧成:将干燥后的坯体放入硅钼炉内烧结,经1450℃烧成。所述烧成制度为:1000℃以下升温速率为5℃/min,在600℃时保温2h,1000℃以上升温速率为3℃/min,1450℃的烧成温度保温3h。
经测试,本实施例3制得的钛酸铝瓷的抗弯强度为51.86MPa,体积密度为3.32g·cm
实施例4:
一种铸造用钛酸铝陶瓷的制备方法,其制作所述生胚的原料及其配比为:α-Al
(1)原料处理:球磨细度为200目的α-Al
(2)原料混合:按各原料所占比例进行混合,用行星球磨机球磨12h,转速为400r/min,制得料浆;上述原料的混合采用湿法球磨制得,其中使用的球磨介质为无水乙醇,球磨子为氧化锆陶瓷球磨子,所述原料、球磨子、酒精的质量比为1:3:1.25。
(3)造粒:将所述料浆倒入容器中,在电热鼓风干燥箱中于110℃下干燥4h,待酒精完全蒸发后,粉体结合成比较松散的块体,加入适量的PVA水溶液经玛瑙研钵研磨后过100目筛造粒,最后将粉料陈腐24h。
(4)成型:将陈腐好粉料利用液压机预压,液压机压力为8MPa,然后采用等静压机压制,等静压机压力为130MPa,得到陶瓷生坯。
(5)修坯与干燥:将压制成型后的生坯利用刀具去除边角处毛刺;再放入烘箱中以100℃的恒温干燥12h。
(6)烧成:将干燥后的坯体放入硅钼炉内烧结,经1450℃烧成。所述烧成制度为:1000℃以下升温速率为5℃/min,在600℃时保温2h,1000℃以上升温速率为3℃/min,到达最高烧结温度1450℃保温3h。
经测试,本实施例4制得的钛酸铝瓷的抗弯强度为50.23MPa,体积密度为2.79g·cm
由上述实施例1至4分析可以知道,碳酸镁和二氧化硅的加入可以明显提高钛酸铝陶瓷的机械强度,对这种材料的热膨胀系数影响并不是很大,结合表1可知,稳定剂的加入,几乎所有的衍射峰都向小角度方向偏移,根据布拉格衍射方程可知:θ减小,d必定增大。Ti
表1 各实施例钛酸铝的X衍射峰位置(2θ/°)
因此,结合图1、图2来看,利用α-Al
- 一种铸造用钛酸铝陶瓷及其制备方法
- 铸造用钛酸铝陶瓷浇口套的制备方法