具有两侧及前口夹具结构的木工扁钻磨床
文献发布时间:2023-06-19 09:52:39
技术领域
本发明属于木工扁钻磨床技术领域,具体涉及一种具有两侧及前口夹具结构的木工扁钻磨床。
背景技术
木工扁钻磨床是一种常见的加工设备,其主要是由底座,夹具结构和打磨电机组成,但是现有技术中,由于夹具结构的结构较为有限,故而在夹持后只能完成一侧的加工,在加工另一侧时需要重新夹持定位,其不但影响加工的效率,而且也大大降低了加工的精度,同时其也会增加工人的劳动强度,故而适用性和实用性受到限制。
发明内容
本发明的目的是提供一种结构设置合理且实用性强的具有两侧及前口夹具结构的木工扁钻磨床。
实现本发明目的的技术方案是一种具有两侧及前口夹具结构的木工扁钻磨床,包括支架,所述支架的顶部固定有加工平台,所述加工平台的中部固定有两侧及前口夹具结构,所述加工平台上设置有两个电机座,所述电机座上固定有打磨电机,所述打磨电机的主轴上固定有砂轮,所述电机座以两侧及前口夹具结构为中心线对称设置,所述两侧及前口夹具结构包括安装底板,所述安装底板的中部固定有竖向支撑板,所述竖向支撑板的顶部固定有横向承载板,所述横向承载板与所述安装底板相平行,所述安装底板的后端固定有前口夹具底板,所述前口夹具底板的上方固定有气缸安装板,所述气缸安装板的后端固定有后定位辅助板,所述气缸安装板的底面固定有举升气缸,所述举升气缸的活塞轴顶部固定有后定位块,所述横向承载板处于前口夹具底板的下方,所述横向承载板上设置有侧夹持结构,所述安装底板上设置有前口夹持结构。
所述前口夹持结构包括直线导轨,控制气缸,尖定位滑块、导向杆、圆定位安装块和尖定位杆,所述直线导轨固定在所述安装底板上,所述尖定位滑块处于所述直线导轨上且所述尖定位滑块与所述控制气缸的活塞轴相连接,所述竖向支撑板上开设有圆形通孔,所述圆定位安装块通过导向杆与所述尖定位滑块相连接且导向杆穿过所述圆形通孔设置,所述尖定位杆固定在圆定位安装块上,所述尖定位杆在所述控制气缸的作用下夹向或远离后定位块。
所述后定位块的顶部固定有后定位套,所述尖定位杆与所述后定位套处于同一直线上。
所述侧夹持结构包括气缸安装架,所述气缸安装架固定在所述横向承载板的顶面,所述气缸安装架上固定有第一伸缩气缸、第二伸缩气缸和第三伸缩气缸,所述第一伸缩气缸的活塞轴上固定有侧夹板,所述第二伸缩气缸的的活塞轴上固定有上压杆,所述上压杆在所述第二伸缩气缸的作用下压紧工作平面,所述第三伸缩气缸的活塞轴上固定有后压上压用的支撑杆。
所述支撑杆的对称侧面上通过销轴连接有侧面夹紧块,所述支撑杆在所述第三伸缩气缸的作用下,使支撑杆抵压在工件的顶面,同时侧面夹紧块分别夹持在工件的对称侧面上。
所述安装底板的前端固定有限位支撑板,所述限位支撑板上固定有接近开关,所述尖定位滑块在所述直线导轨上移平并抵压在所述接近开关上。
所述后定位套内设置有支螺钻扁钻。
其工作原理简述如下:将工件手动放置在前口夹具底板上,启动举升气缸,所述举升气缸带动后定位块自动顶紧工件两端,顶紧后再通过第二伸缩气缸,带动上压杆压紧工件平面,工件压紧后,启动两侧的打磨电机,使砂轮同时前进到需要磨削两侧,并移动工件,使两侧的面磨削完成,在两侧磨削完成后,砂轮向两侧外退开,工件往后退至磨削前口起点处,启动第三伸缩气缸,带动支撑杆向下移动,并通过侧面夹紧块下降实现对两侧磨削好的面左右定位,使其在磨削前口和肩部时避免向两侧滑动,在完成两侧定位后,控制气缸带动导向杆和圆定位安装块往后退至安全位置,两侧的砂轮沿工件中心线前进至磨削肩的位置,工件往前移,将肩磨削出来,然后砂轮沿中心线继续往里移动,将前口磨削出来,完成加工。
本发明具有积极的效果:本发明的结构设置合理,其不但可以有效且快速的实现定位,而且可以实现两个侧面及前口与肩部的加工,有利于提高加工的效率,降低了工人的操作难度,有利于提高加工的质量,使用稳定可靠,适用性强且实用性好。
附图说明
为了使本发明的内容更容易被清楚的理解,下面根据具体实施例并结合附图,对本发明作进一步详细的说明,其中:
图1为本发明的结构示意图;
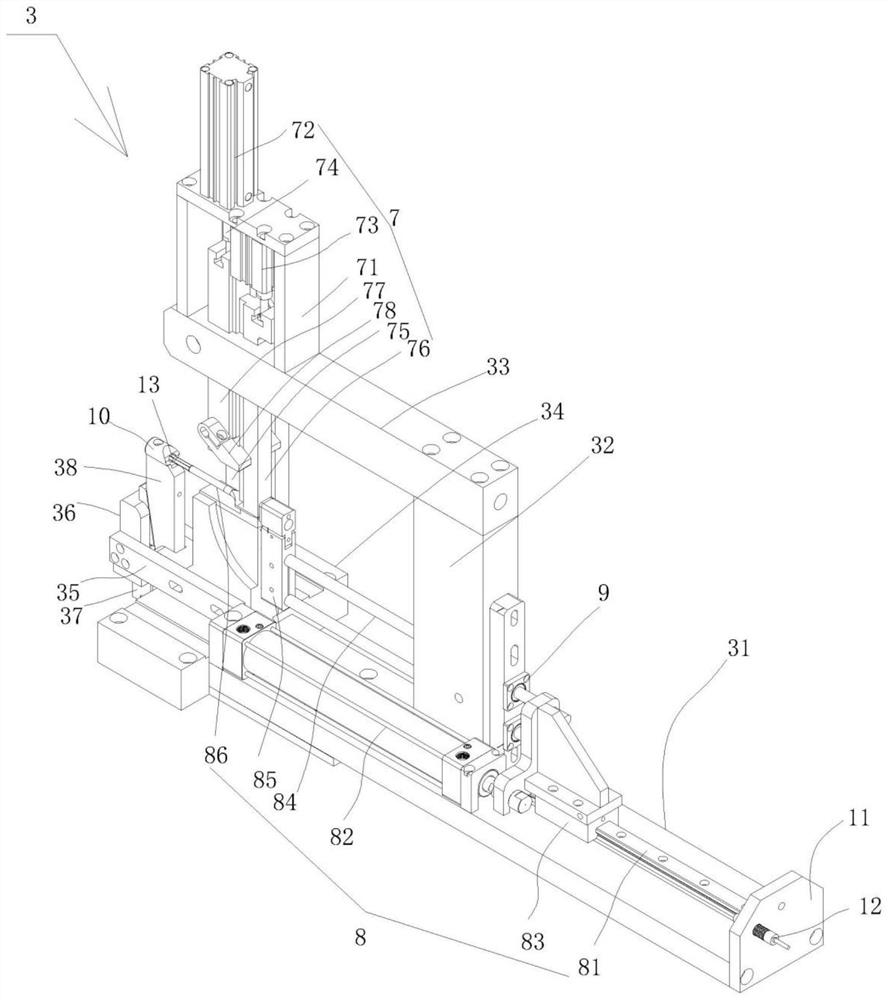
图2为本发明中两侧及前口夹具结构的具体结构示意图。
具体实施方式
(实施例1)
图1和图2显示了本发明的一种具体实施方式,其中图1为本发明的结构示意图;图2为本发明中两侧及前口夹具结构的具体结构示意图。本实施例中,后端等方向性词只是为了方便说明,并不是对其进行限定。
见图1和图2,一种具有两侧及前口夹具结构的木工扁钻磨床,包括支架1,所述支架的顶部固定有加工平台2,所述加工平台的中部固定有两侧及前口夹具结构3,所述加工平台上设置有两个电机座4,所述电机座上固定有打磨电机5,所述打磨电机的主轴上固定有砂轮6,所述电机座以两侧及前口夹具结构为中心线对称设置,所述两侧及前口夹具结构3包括安装底板31,所述安装底板的中部固定有竖向支撑板32,所述竖向支撑板的顶部固定有横向承载板33,所述横向承载板与所述安装底板相平行,所述安装底板的后端固定有前口夹具底板34,所述前口夹具底板的上方固定有气缸安装板35,所述气缸安装板的后端固定有后定位辅助板36,所述气缸安装板的底面固定有举升气缸37,所述举升气缸的活塞轴顶部固定有后定位块38,所述横向承载板处于前口夹具底板的下方,所述横向承载板上设置有侧夹持结构7,所述安装底板上设置有前口夹持结构8。
所述前口夹持结构8包括直线导轨81,控制气缸82,尖定位滑块83、导向杆84、圆定位安装块85和尖定位杆86,所述直线导轨固定在所述安装底板上,所述尖定位滑块处于所述直线导轨上且所述尖定位滑块与所述控制气缸的活塞轴相连接,所述竖向支撑板上开设有圆形通孔9,所述圆定位安装块通过导向杆与所述尖定位滑块相连接且导向杆穿过所述圆形通孔设置,所述尖定位杆固定在圆定位安装块上,所述尖定位杆在所述控制气缸的作用下夹向或远离后定位块。
所述后定位块的顶部固定有后定位套10,所述尖定位杆与所述后定位套处于同一直线上。
所述侧夹持结构7包括气缸安装架71,所述气缸安装架固定在所述横向承载板的顶面,所述气缸安装架上固定有第一伸缩气缸72、第二伸缩气缸73和第三伸缩气缸74,所述第一伸缩气缸的活塞轴上固定有侧夹板75,所述第二伸缩气缸的的活塞轴上固定有上压杆76,所述上压杆在所述第二伸缩气缸的作用下压紧工作平面,所述第三伸缩气缸的活塞轴上固定有后压上压用的支撑杆77。
所述支撑杆的对称侧面上通过销轴连接有侧面夹紧块78,所述支撑杆在所述第三伸缩气缸的作用下,使支撑杆抵压在工件的顶面,同时侧面夹紧块分别夹持在工件的对称侧面上。
所述安装底板的前端固定有限位支撑板11,所述限位支撑板上固定有接近开关12,所述尖定位滑块在所述直线导轨上移平并抵压在所述接近开关上。
所述后定位套内设置有支螺钻扁钻13。
其工作原理简述如下:将工件手动放置在前口夹具底板上,启动举升气缸,所述举升气缸带动后定位块自动顶紧工件两端,顶紧后再通过第二伸缩气缸,带动上压杆压紧工件平面,工件压紧后,启动两侧的打磨电机,使砂轮同时前进到需要磨削两侧,并移动工件,使两侧的面磨削完成,在两侧磨削完成后,砂轮向两侧外退开,工件往后退至磨削前口起点处,启动第三伸缩气缸,带动支撑杆向下移动,并通过侧面夹紧块下降实现对两侧磨削好的面左右定位,使其在磨削前口和肩部时避免向两侧滑动,在完成两侧定位后,控制气缸带动导向杆和圆定位安装块往后退至安全位置,两侧的砂轮沿工件中心线前进至磨削肩的位置,工件往前移,将肩磨削出来,然后砂轮沿中心线继续往里移动,将前口磨削出来,完成加工。
本发明的结构设置合理,其不但可以有效且快速的实现定位,而且可以实现两个侧面及前口与肩部的加工,有利于提高加工的效率,降低了工人的操作难度,有利于提高加工的质量,使用稳定可靠,适用性强且实用性好。
本实施例中使用的标准零件可以从市场上直接购买,而根据说明书和附图的记载的非标准结构部件,也可以直根据现有的技术常识毫无疑义的加工得到,同时各个零部件的连接方式采用现有技术中成熟的常规手段,而机械、零件及设备均采用现有技术中常规的型号,故在此不再作出具体叙述。
显然,本发明的上述实施例仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而这些属于本发明的实质精神所引伸出的显而易见的变化或变动仍属于本发明的保护范围。
- 具有两侧及前口夹具结构的木工扁钻磨床
- 具有两侧及前口夹具结构的木工扁钻磨床