一种用于镶嵌注塑自动化的气囊盒织物铰链热压成型输送夹具
文献发布时间:2023-06-19 09:54:18
技术领域
本发明汽车内饰技术领域,更为具体地,涉及一种用于镶嵌注塑自动化的气囊盒织物铰链热压成型输送夹具。
背景技术
气囊盒织物(网布)属于仪表板爆破组件的重要组成部分,在前期加工时,需要对气囊盒织物进行裁切、折叠、定形等步骤,本申请人设计出一台对气囊盒织物(网布)进行加热折弯预成型的气囊盒织物铰链加热折弯夹具,但是经过预加热折弯后的气囊盒织物(网布)需要再次加热定形,然后移送至气囊盒织物铰链成型模具处进行注塑成型,现亟需一种能够对预加热折弯后的气囊盒织物(织物铰链)再次加热定形的设备。
发明内容
鉴于上述问题,本发明的目的是提供一种用于镶嵌注塑自动化的气囊盒织物铰链热压成型输送夹具,用于对H型气囊爆破方式的气囊盒织物加热折弯成型,成型后的织物铰链,配合机械手实现气囊盒织物铰链自动化镶嵌,以克服上述现有技术的不足。
本发明提供的用于镶嵌注塑自动化的气囊盒织物铰链热压成型输送夹具包括:主框架、安装在主框架内部主平台上的伺服直线模组、安装在伺服直线模组上的织物铰链定位托盘装置、安装在主框架内部主平台顶部位置并位于织物铰链定位托盘装置上方的加热装置、以及安装在主框架内部主平台上并位于织物铰链定位托盘装置上方的翻边压型装置;
其中,伺服直线模组沿水平方向安装在主框架内部主平台上,用于输送织物铰链定位托盘装置在加热装置和翻边压型装置下方往复运动;
其中,织物铰链定位托盘装置用于安装定位织物铰链及安装定位两组螺柱,织物铰链定位托盘装置包括:安装在伺服直线模组上的直线模组驱动板、安装在直线模组驱动板上的支撑板、安装在支撑板中间位置的定位托盘装置、安装在定位托盘装置两侧的两组螺柱安装定位装置,定位托盘装置用于安装及定位织物铰链,螺柱安装定位装置用于安装及定位两组螺柱;
其中,翻边压型装置用于对定位托盘装置上的织物铰链进行折弯定型;
其中,加热装置用于对定位托盘装置上的织物铰链进行加热。
作为优选,伺服直线模组包括:伺服电机、导轨和同步带,一组导轨沿织物铰链定位托盘装置的输送方向安装在主框架内部主平台上,伺服电机通过同步带带动直线模组驱动板在导轨上往复运动。
作为优选,定位托盘装置与支撑板之间安装有一组托盘定位托盘支架,托盘定位托盘支架下方安装有托盘检测传感器,托盘定位托盘支架一侧安装有织物铰链检测传感器。
作为优选,定位托盘装置包括:一组织物铰链定位销、织物铰链支撑块、定位销锁紧螺钉、织物铰链限位支架、U型槽光电传感器和U型槽光电安装板;一组织物铰链定位销安装在织物铰链支撑块上端上的安装孔内,织物铰链上的定位孔穿过铰链定位销安装定位在织物铰链支撑块上,织物铰链支撑块通过两组定位销锁紧螺钉安装在支撑板上,两个织物铰链限位支架安装在支撑板上并位于织物铰链支撑块两侧,两个U型槽光电安装板安装在支撑板上并位于织物铰链支撑块两端,U型槽光电传感器安装在U型槽光电安装板上,两个U型槽光电安装板和两个织物铰链限位支架围拢在织物铰链支撑块的四周。
作为优选,一组共两个螺柱安装定位装置分别包括:热防护板、螺柱定位套、螺柱定位套安装板、支撑柱和螺柱推缸,一组螺柱定位套通过螺柱定位套安装板安装在支撑板上,螺柱推缸安装在螺柱定位套下方的支撑板上,支撑柱的一端置于螺柱定位套内部,另一端穿过螺柱定位套安装板与螺柱推缸的活塞杆连接,螺柱推缸通过支撑柱推动位于螺柱定位套内部的螺柱,热防护板套装在螺柱定位套上。
作为优选,翻边压型装置包括:下压气缸、直线导轨安装板、微型导轨、翻边气缸拉板、翻边气缸支架、浮动接头、翻边气缸和翻边定型压板,下压气缸的活塞杆安装在直线导轨安装板的顶部位置,一组共两条微型导轨安装在直线导轨安装板的下端面,翻边气缸通过翻边气缸支架安装在两条微型导轨之间的直线导轨安装板下端面上,两块翻边定型压板通过滑块分别安装在两条微型导轨上,翻边定型压板与微型导轨呈空间垂直设置,两块翻边气缸拉板通过两个浮动接头安装在翻边气缸两端的活塞杆上,两块翻边气缸拉板固连在翻边定型压板上,翻边气缸通过翻边气缸拉板拉动两块翻边定型压板在微型导轨上运动。
作为优选,主框架内部主平台底部安装有织物铰链托盘组件,织物铰链托盘组件用于承放定位托盘装置上不用的托盘;织物铰链托盘组件包括:托盘支撑架和安装在托盘支撑架上的托盘,定位托盘装置还包括:安装在织物铰链支撑块上端面上的织物铰链支撑板、安装在织物铰链支撑板上的织物铰链防错板和织物铰链定位销、安装在织物铰链支撑板底部上的织物铰链托盘定位销。
本发明的优点及积极效果是:
1、本发明的气囊盒织物铰链热压成型输送夹具可以满足H型气囊爆破方式的气囊盒织物铰链自动化镶嵌需求,翻边压型装置成型后的织物铰链,配合机械手实现气囊盒织物铰链自动化镶嵌。
2、本发明的织物铰链定位装置上加工有定位槽,有效模拟模具动模结构,将织物铰链缓冲筋插入到定位槽内,通过往复加热可以保证缓冲筋与织物铰链上端面基本垂直,从而保证镶嵌稳定性。
3、本发明在织物铰链加热过程中,织物铰链加热装置被固定,伺服系统带动织物铰链在加热装置下方往复运动,通过控制织物铰链运行速度、加热温度,以保证织物铰链受热均匀,从而满足生产工艺要求。
4、本发明除了完成织物铰链的加热折弯,同时还负责用于固定气囊爆破模块的金属衬套的定位与输送。
5、本发明可以满足两种产品的生产,通过更换托盘,夹具可自行判断产品种类,实现主动防错。
附图说明
通过参考以下结合附图的说明,并且随着对本发明的更全面理解,本发明的其它目的及结果将更加明白及易于理解。在附图中:
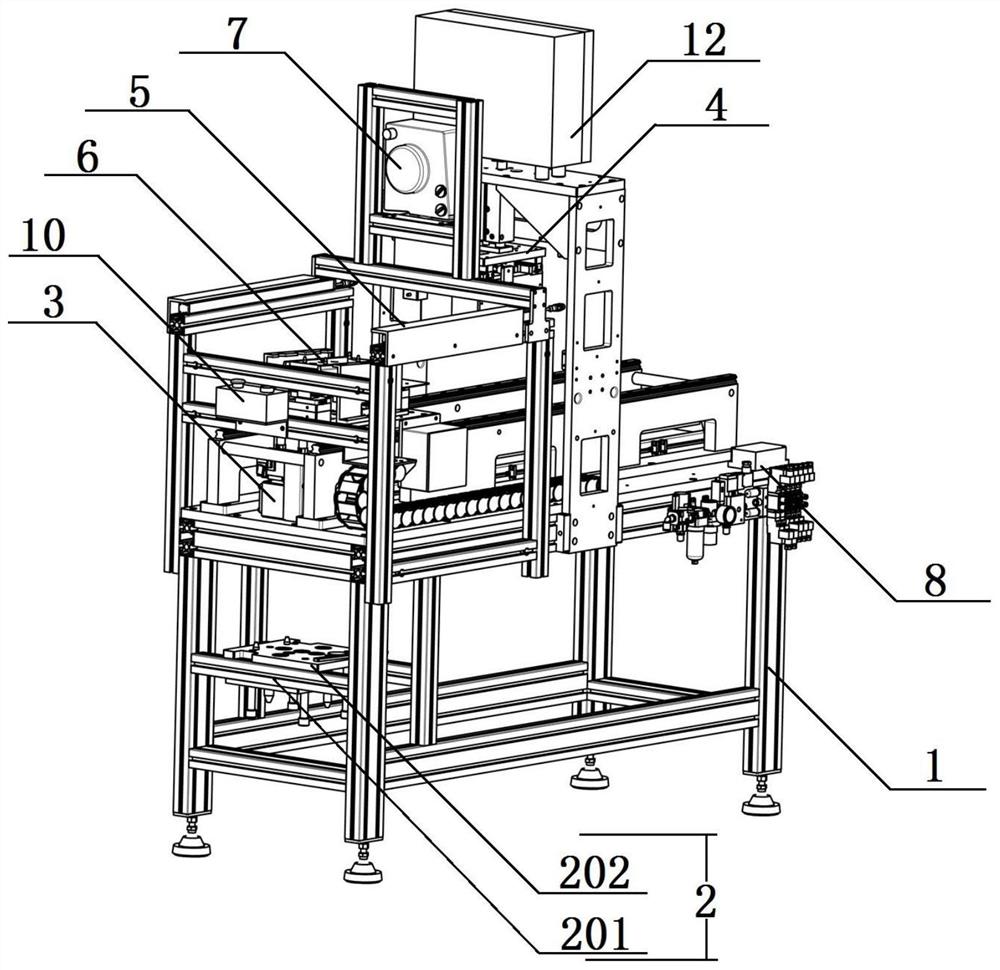
图1为根据本发明实施例的整体结构示意图之一。
图2为根据本发明实施例的整体结构示意图之二。
图3为根据本发明实施例的织物铰链定位托盘装置结构示意图。
图4为根据本发明实施例的织物铰链定位托盘装置结构分解图。
图5为根据本发明实施例的翻边压型装置件结构示意图。
图6为根据本发明实施例的翻边压型装置件分解示意图。
图7为根据本发明实施例的织物铰链托盘组件结构示意图。
其中的附图标记包括:主框架1、织物铰链托盘组件2、托盘支撑架201、托盘202、织物铰链支撑板203、织物铰链防错板204、织物铰链定位销205、织物铰链托盘定位销206、伺服直线模组3、翻边压型装置4、下压气缸401、直线导轨安装板402、微型导轨403、翻边气缸拉板404、翻边气缸支架405、浮动接头 406、翻边气缸407、翻边定型压板408、安全防护组件5、织物铰链定位托盘装置6、直线模组驱动板601、支撑板602、定位托盘装置603、织物铰链定位销6031、织物铰链支撑块6032、定位销锁紧螺钉6033、织物铰链限位支架6034、U型槽光电传感器6035、U型槽光电安装板6036、螺柱安装定位装置604、热防护板6041、螺柱定位套6042、螺柱定位套安装板6043、支撑柱6044、螺柱推缸6045、托盘定位托盘支架605、托盘检测传感器606、织物铰链检测传感器607、加热装置7、气源处理原件8、织物铰链折弯度检测传感器9、电控按钮10、机械手安全防护传感器11、加热控制器12。
具体实施方式
在下面的描述中,出于说明的目的,为了提供对一个或多个实施例的全面理解,阐述了许多具体细节。然而,很明显,也可以在没有这些具体细节的情况下实现这些实施例。在其它例子中,为了便于描述一个或多个实施例,公知的结构和设备以方框图的形式示出。
参阅图1-7,本发明的用于镶嵌注塑自动化的气囊盒织物铰链热压成型输送夹具包括:主框架1、织物铰链托盘组件2、伺服直线模组3、翻边压型装置4、安全防护组件5、织物铰链定位托盘装置6、加热装置7、气源处理原件8、织物铰链折弯度检测传感器9、电控按钮10、机械手安全防护传感器11和加热控制器12,伺服直线模组3安装在主框架1内部主平台上,织物铰链托盘组件2安装在伺服直线模组3上,加热装置7安装在主框架1内部主平台顶部位置并位于织物铰链定位托盘装置6上方,翻边压型装置4安装在主框架1内部主平台上并位于织物铰链定位托盘装置6上方,伺服直线模组3沿水平方向安装在主框架1内部主平台上,用于输送织物铰链定位托盘装置6在加热装置7和翻边压型装置4 下方往复运动;织物铰链定位托盘装置6用于安装定位织物铰链及安装定位两组螺柱,织物铰链定位托盘装置6包括:安装在伺服直线模组3上的直线模组驱动板601、安装在直线模组驱动板601上的支撑板602、安装在支撑板602中间位置的定位托盘装置603、安装在定位托盘装置603两侧的两组螺柱安装定位装置 604,定位托盘装置603用于安装及定位织物铰链,螺柱安装定位装置604用于安装及定位两组螺柱;翻边压型装置4用于对定位托盘装置603上的织物铰链进行折弯定型;加热装置7用于对定位托盘装置603上的织物铰链进行加热,加热控制器12用于控制加热装置7,安全防护组件5用于保护直产人员,气源处理原件8作为气源使用,织物铰链折弯度检测传感器9和机械手安全防护传感器11 安装在主框架1上靠近翻边压型装置4的位置,织物铰链折弯度检测传感器9用于检测织物铰链折弯度是否到位,机械手安全防护传感器11用于检测机械手是否到位、夹持的是否准确,电控按钮10作为总体控制开关使用,用于控制织物铰链托盘组件2、伺服直线模组3、压型装置4、织物铰链定位托盘装置6和加热控制器12的启动。
本实施例中的伺服直线模组3包括:伺服电机、导轨和同步带,一组导轨沿织物铰链定位托盘装置603的输送方向安装在主框架1内部主平台上,伺服电机通过同步带带动直线模组驱动板601在导轨上往复运动。
本实施例中的定位托盘装置603与支撑板602之间安装有一组托盘定位托盘支架605,托盘定位托盘支架605下方安装有托盘检测传感器606,托盘检测传感器606用于感应托盘的位置是否准确,托盘定位托盘支架605一侧安装有织物铰链检测传感器607,织物铰链检测传感器607用于感应织物铰链的位置是否准确。
本实施例中的定位托盘装置603包括:一组织物铰链定位销6031、织物铰链支撑块6032、定位销锁紧螺钉6033、织物铰链限位支架6034、U型槽光电传感器6035和U型槽光电安装板6036;一组共四个织物铰链定位销6031安装在织物铰链支撑块6032上端上的安装孔内,织物铰链上的定位孔穿过铰链定位销6031 安装定位在织物铰链支撑块6032上,织物铰链支撑块6032通过两组共四个定位销锁紧螺钉安装在支撑板602上,两个织物铰链限位支架6034安装在支撑板602 上并位于织物铰链支撑块6032两侧,两个U型槽光电安装板6036安装在支撑板 602上并位于织物铰链支撑块6032两端,U型槽光电传感器6035安装在U型槽光电安装板6036上,两个U型槽光电安装板6036和两个织物铰链限位支架6034 围拢在织物铰链支撑块6032的四周。
本实施例中的一组共两个螺柱安装定位装置604分别包括:热防护板6041、螺柱定位套6042、螺柱定位套安装板6043、支撑柱6044和螺柱推缸6045,一组螺柱定位套6042通过螺柱定位套安装板6043安装在支撑板602上,螺柱推缸 6045安装在螺柱定位套6042下方的支撑板602上,支撑柱6044的一端置于螺柱定位套6042内部,另一端穿过螺柱定位套安装板6042与螺柱推缸6045的活塞杆连接,螺柱推缸6045通过支撑柱6044推动位于螺柱定位套6042内部的螺柱,热防护板6041套装在螺柱定位套6042上,用于隔绝加热装置7释放的热量。
本实施例中的翻边压型装置4包括:下压气缸401、直线导轨安装板402、微型导轨403、翻边气缸拉板404、翻边气缸支架405、浮动接头406、翻边气缸 407和翻边定型压板408,下压气缸401的活塞杆安装在直线导轨安装板402的顶部位置,一组共两条微型导轨403安装在直线导轨安装板402的下端面,翻边气缸407通过翻边气缸支架405安装在两条微型导轨403之间的直线导轨安装板 402下端面上,两块翻边定型压板408通过两组共四个滑块分别安装在两条微型导轨403上,翻边定型压板408与微型导轨403呈空间垂直设置,两块翻边气缸拉板404通过两个浮动接头406安装在翻边气缸407两端的活塞杆上,两块翻边气缸拉板404固连在翻边定型压板408上,翻边气缸407通过翻边气缸拉板404 拉动两块翻边定型压板408在微型导轨403上运动,两块翻边定型压板408夹持在织物铰链支撑块6032的两侧上的织物铰链,对其进行折弯。
本实施例中的主框架1内部主平台底部安装有织物铰链托盘组件2,织物铰链托盘组件2用于承放定位托盘装置603上不用的托盘;织物铰链托盘组件2包括:托盘支撑架201和安装在托盘支撑架201上的托盘202,定位托盘装置603 还包括:安装在织物铰链支撑块603上端面上的织物铰链支撑板203、安装在织物铰链支撑板203上的织物铰链防错板204和织物铰链定位销205、安装在织物铰链支撑板203底部上的织物铰链托盘定位销206。
工作原理:
步骤S1:将织物铰链放置到定位托盘装置603上的织物铰链支撑块6032上,此时织物铰链上的定位孔定位安装在织物铰链支撑块6032上的织物铰链定位销 6031上,并将织物铰链两侧边缘塞入织物铰链限位支架6034内侧;直产人员将四个螺柱放置在螺柱安装定位装置604上的螺柱定位套6042内;
步骤S2:设备在自动状态下,加热控制器12自动对加热装置7进行预热。加热装置7预热后,并且机械手允许该系统运动时,操作者启动电控按钮10,伺服直线模组3带动织物铰链定位托盘装置6在伺服直线模组3上往复运动一定次数,对织物铰链定位托盘装置6上的预处理后的织物铰链进行加热,伺服直线模组3带动经过加热后的织物铰链位移到翻边压型装置4下方;
步骤S3:翻边压型装置4对织物铰链支撑块6032上的织物铰链进行折弯,其中,翻边压型装置4的翻边气缸407通过翻边气缸拉板404带动两块翻边定型压板408在微型导轨403向两侧分离到极限位置,下压气缸401通过直线导轨安装板402带动翻边定型压板408下压到织物铰链支撑块6032上,翻边气缸407 带动翻边定型压板408将位于织物铰链支撑块6032两侧的织物铰链进行压弯定型;
步骤S4:织物铰链经过压弯定型完成后,翻边压型装置4返回初始位置,伺服直线模组3带动物铰链定位托盘装置6移送至机械手抓取位置,螺柱安装定位装置604上的螺柱推缸6045将螺柱定位套6042内部的螺柱向上推送至机械手抓取位置,机械手上的抓具抓取经过压弯后的织物铰链和两组螺柱移送至气囊盒注塑模具内。
以上,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
- 一种用于镶嵌注塑自动化的气囊盒织物铰链热压成型输送夹具
- 一种用于镶嵌注塑自动化的气囊盒织物铰链热压成型输送夹具