一种注塑机分段式自动拆拉杆的锁模机构
文献发布时间:2023-06-19 11:30:53
技术领域
本发明属于注塑成型设备技术领域,具体是一种注塑机分段式自动拆拉杆的锁模机构。
背景技术
目前在塑料加工、金属压铸及橡胶加工行业中,涉及注塑成型设备、压铸成型设备所使用的锁模装置大多采用二板式(简称二板机)。二板式锁模装置由于其结构简单紧凑、易于使用而获得了广泛的应用。二板式锁模装置一般包括动模板、定模板、连接在动模板和定模板之间并供动模板在其上移动的拉杆、锁模油缸以及抱闸组件。
现有锁模机构,只能够采用液压动力,或者混合动力,或者全电动动力其中的一种,为满足客户需求,若是生产这些产品,需要对应于生产不同的锁模模块,这样造成了零件的种类增加,交付周期的延长,生产上的浪费,同时,现有的锁模机构在原有最大行程内,存在换模空间小,换模难的技术问题。
发明内容
本发明的目的在于提供一种注塑机分段式自动拆拉杆的锁模机构,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:
一种注塑机分段式自动拆拉杆的锁模机构,包括定模板、动模板和可拆拉杆,所述可拆拉杆的一端通过定模板抱闸组件与定模板固定安装,所述可拆拉杆另一端穿过动模板的拉杆孔后同拉杆连接杆的一端连接,所述定模板的外侧固定设置有定模板抱闸,所述定模板抱闸在定模板上与可拆拉杆的一端形成抱闸配合,所述动模板的外侧固定设置有高压缸抱闸一和高压缸抱闸二,所述高压缸抱闸一与高压缸抱闸二在动模板上与可拆拉杆形成抱闸配合;
所述拉杆连接杆的另一端同连接杆过渡板连接,所述动模板的顶部通过油缸连接板设置有拆拉杆油缸,所述拆拉杆油缸的拆拉杆油缸活塞杆端部设置有拆拉杆油缸关节轴承,连接销穿过拆拉杆油缸关节轴承并同拆拉杆油缸关节轴承连接,所述连接销的端面与夹紧油缸的夹紧油缸活塞杆端面经螺纹连接,所述夹紧油缸设置在连接杆过渡板的侧面上。
作为本发明再进一步的方案:该锁模机构的工作方法包括如下步骤:
步骤一:换模具时,将定模板抱闸打开,通过移模油缸推动动模板移动,动模板上的可拆拉杆处高压缸抱闸一抱闸抱紧不变,其余三处高压缸抱闸二均打开,使动模板开至最大容模量处,使可拆拉杆带动定模板拆出一段距离;
步骤二:夹紧油缸通过夹紧油缸后盖进油推动夹紧油缸活塞杆运动,使夹紧油缸活塞杆带动连接销穿过拆拉杆油缸关节轴承安装孔及连接杆过渡板安装孔,并通过接近开关来检测可拆拉杆到达的相应位置;
步骤三:同时,拆拉杆油缸通过拆拉杆油缸后盖进油推动拆拉杆油缸活塞杆运动带动可拆拉杆的后退,通过拆拉杆油缸电子尺控制从而完成剩余拆拉杆行程,从而方便后续模具的换模。
作为本发明再进一步的方案:所述可拆拉杆的端面上开设有环形齿,所述定模板抱闸与可拆拉杆抱闸时为啮合状态。
作为本发明再进一步的方案:所述夹紧油缸包括夹紧油缸后盖,所述夹紧油缸通过夹紧油缸后盖进油推动夹紧油缸活塞杆运动。
作为本发明再进一步的方案:所述拆拉杆油缸包括拆拉杆油缸后盖,所述拆拉杆油缸通过拆拉杆油缸后盖进油推动拆拉杆油缸活塞杆运动。
作为本发明再进一步的方案:所述拆拉杆油缸的侧面上固定设置有拆拉杆油缸电子尺。
作为本发明再进一步的方案:所述定模板与动模板的两侧设置有移模油缸。
与现有技术相比,本发明的有益效果是:
1、本发明中在现有机器原最大行程及移模油缸的基础上,使可拆拉杆脱离定模板模面一段距离,即通过将定模板抱闸打开,移模油缸推动动模板移动,动模板上的可拆拉杆处高压缸抱闸一抱闸抱紧不变,其余三处高压缸抱闸二均打开,使动模板开至最大容模量处,使可拆拉杆带动定模板拆出一段距离,夹紧油缸通过夹紧油缸后盖进油推动夹紧油缸活塞杆运动,使夹紧油缸活塞杆带动连接销穿过拆拉杆油缸关节轴承安装孔及连接杆过渡板安装孔,并通过接近开关来检测可拆拉杆到达的相应位置,使动模板开至最大容模量处,从而方便客户换模;
2、本发明中有效的弥补了现有动模板侧拆拉杆需加长锁模机架、锁模钣金、移模油缸及四根拉杆,大大的降低了制作拆拉杆机器的成本,于此同时大大的节省了客户的厂房空间,这也是二板机的大优势。
附图说明
为了便于本领域技术人员理解,下面结合附图对本发明作进一步的说明。
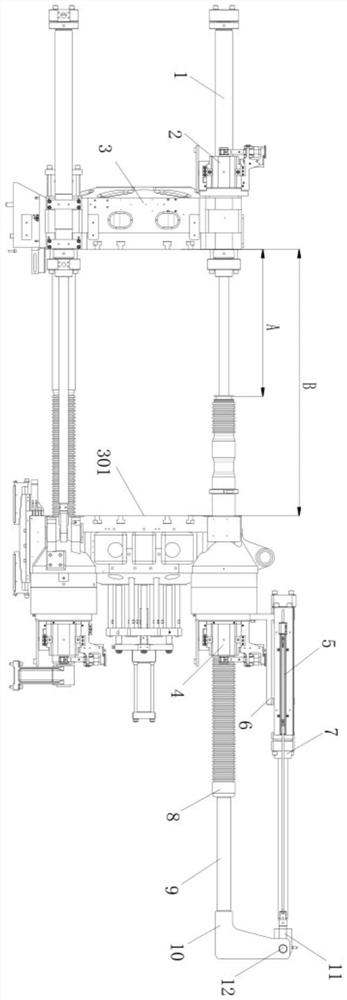
图1为一种注塑机分段式自动拆拉杆的锁模机构的主视图。
图2为一种注塑机分段式自动拆拉杆的锁模机构的俯视图。
图3为一种注塑机分段式自动拆拉杆的锁模机构的右视图。
图4为一种注塑机分段式自动拆拉杆的锁模机构中夹紧油缸的结构示意图。
图中:1、移模油缸;2、定模板抱闸;3、定模板;301、动模板;4、高压缸抱闸一;5、拆拉杆油缸电子尺;6、油缸连接板;7、拆拉杆油缸;8、可拆拉杆;9、拉杆连接杆;10、连接杆过渡板;11、连接销;12、拆拉杆油缸关节轴承;13、夹紧油缸;701、拆拉杆油缸后盖;702、拆拉杆油缸活塞杆;1301、夹紧油缸活塞杆;1302、夹紧油缸后盖;19、高压缸抱闸二。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例一
请参阅图1~4,一种注塑机分段式自动拆拉杆的锁模机构,包括定模板3、动模板301和可拆拉杆8,所述可拆拉杆8的一端通过定模板抱闸组件与定模板3的边角位形成固定安装,所述可拆拉杆8另一端穿过动模板301的拉杆孔后同拉杆连接杆9的一端连接,所述定模板3的外侧固定设置有定模板抱闸2,所述定模板抱闸2在定模板3上与可拆拉杆8的一端形成抱闸配合,所述动模板301的外侧固定设置有高压缸抱闸一4和高压缸抱闸二19,所述高压缸抱闸一4与高压缸抱闸二19在动模板301上与可拆拉杆8形成抱闸配合;
所述拉杆连接杆9的另一端同连接杆过渡板10连接,所述动模板301的顶部通过油缸连接板6设置有拆拉杆油缸7,所述拆拉杆油缸7的拆拉杆油缸活塞杆702端部设置有拆拉杆油缸关节轴承12,连接销11穿过拆拉杆油缸关节轴承12并同拆拉杆油缸关节轴承12连接,所述连接销11的端面与夹紧油缸13的夹紧油缸活塞杆1301端面经螺纹连接,所述夹紧油缸13设置在连接杆过渡板10的侧面上。
在使用时,首先将定模板抱闸2打开,通过移模油缸1推动动模板301移动,动模板301上的可拆拉杆8处高压缸抱闸一4抱闸抱紧不变,其余三处高压缸抱闸二19均打开,使动模板3开至最大容模量处,使可拆拉杆8带动定模板3拆出一段距离,再将夹紧油缸13通过夹紧油缸后盖1302进油推动夹紧油缸活塞杆1301运动,使夹紧油缸活塞杆1301带动连接销11穿过拆拉杆油缸关节轴承12安装孔及连接杆过渡板10安装孔,并通过接近开关来检测连接销11到达的相应位置,使动模板301开至机器最大开距,并使拆拉杆油缸7通过拆拉杆油缸后盖701进油推动拆拉杆油缸活塞杆702运动带动可拆拉杆8的后退,通过拆拉杆油缸电子尺5控制从而完成剩余拆拉杆行程,从而实现在换模空间内完成模具的更换;
且如图1所述A为换模空间,B为机器最大开距。
实施例二
如图1所示,本实施例与实施例1基本相同,优选地,所述可拆拉杆8的端面上开设有环形齿,所述定模板抱闸2与可拆拉杆8抱闸时为啮合状态。
本实施例中,将可拆拉杆8的端面设置环形齿,使可拆拉杆8与定模板抱闸2连接更加紧固。
实施例三
如图4所示,本实施例与实施例1基本相同,优选地,所述夹紧油缸13包括夹紧油缸后盖1302,所述夹紧油缸13通过夹紧油缸后盖1302进油推动夹紧油缸活塞杆1301运动。
本实施例中,夹紧油缸13驱动夹紧油缸活塞杆1301运动,使夹紧油缸活塞杆1301带动连接销11穿过拆拉杆油缸关节轴承12安装孔及连接杆过渡板10安装孔,通过接近开关来检测可拆拉杆8到达的相应位置,实现开模量的调整。
实施例四
如图1所示,本实施例与实施例1基本相同,优选地,所述拆拉杆油缸7包括拆拉杆油缸后盖701,所述拆拉杆油缸7通过拆拉杆油缸后盖701进油推动拆拉杆油缸活塞杆702运动。
本实施例中,拆拉杆油缸7驱动拆拉杆油缸活塞杆702运动带动可拆拉杆8的后退,通过拆拉杆油缸电子尺5控制从而完成剩余拆拉杆行程,从而实现模具的换模。
实施例五
如图1所示,本实施例与实施例1基本相同,优选地,所述拆拉杆油缸7的侧面上固定设置有拆拉杆油缸电子尺5。
本实施例中,通过拆拉杆油缸电子尺5实现对可拆拉杆8行程的测量。
实施例六
如图2所示,本实施例与实施例1基本相同,优选地,所述定模板3与动模板301的两侧设置有移模油缸1。
本实施例中,通过移模油缸1推动动模板301移动,实现开模。
尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种注塑机分段式自动拆拉杆的锁模机构
- 一种注塑机分段式自动拆拉杆的锁模机构