激光焊接系统、激光焊接控制方法、装置及存储介质
文献发布时间:2023-06-19 12:04:09
技术领域
本申请涉及一种激光焊接系统、激光焊接控制方法、装置及存储介质, 属于焊接技术领域。
背景技术
激光焊接(或称激光拼焊)是采用激光热源将不同种类、不同厚度、 不同大小的板材通过焊接方式连接成一块整体板材的技术。比如:通过激 光焊接方式对互相搭接的板材的搭接接头进行焊接形成角焊缝。
在一种典型的搭接接头的焊接方法主要通过散焦的激光填丝焊实现。
然而,这种焊接方法需要在激光焊接头上安装送丝机构,系统较为复 杂,另外由于需要激光散焦焊接,激光输出功率大,从而造成焊接接头热 影响区大、焊件变形严重的问题。
发明内容
本申请提供了一种激光焊接系统、激光焊接控制方法、装置及存储介 质,可以解决通过激光填丝对搭接接头进行焊接时,激光焊接系统结构复 杂、且激光输出功率较大、焊件变形严重的问题。本申请提供如下技术方 案:
第一方面,提供一种激光焊接系统,所述系统包括:
工作台;
放置在所述工作台上的垫板;在焊接过程中,所述工作台上放置有第 一板材,所述垫板的厚度与所述第一板材的厚度相同;所述第一板材和所 述垫板上还放置有第二板材;
具有扫描功能的激光焊接装置,在焊接过程中沿与焊接方向相垂直的 方向进行激光扫描,以对所述第一板材和所述第二板材的搭接接头处进行 焊接;所述激光焊接装置在至少两个不同的激光扫描位置对应的激光输出 功率不同。
可选地,按照所述至少两个不同的激光扫描位置对应的激光输出功率 焊接后,所述第一板材和所述第二板材之间的角焊缝满足期望焊接标准。
可选地,所述期望焊接标准包括:
所述角焊缝正面咬边或塌陷小于预设阈值;
所述第一板材的背面未熔透;以及
所述第二板材融化均匀。
可选地,激光扫描的扫描轨迹上的各个扫描位置对应的激光输出功率 基于最大激光输出功率确定;所述最大激光输出功率与激光焊接速度、所 述第一板材对应的热物理性能系数、以及所述第一板材的厚度相关。
可选地,相邻两个激光扫描位置之间的激光输出功率均匀变化。
可选地,所述激光焊接装置的扫描轨迹包括位于所述第一板材上的第 一区域和位于所述第二板材上的第二区域;
每个第一激光扫描位置对应的激光输出功率为:所述第一激光扫描位 置对应的第一权重和所述最大激光输出功率的乘积;所述第一激光扫描位 置的第一扫描距离与所述第一权重呈负相关关系;
每个第二激光扫描位置对应的激光输出功率为:所述第二激光扫描位 置对应的第二权重、板材厚度之比和所述最大激光输出功率的乘积;所述 第二激光扫描位置的第二扫描距离与所述第二权重呈负相关关系;所述板 材厚度之比为所述第二板材的厚度与所述第一板材的厚度之比;
搭接接头处的第三激光扫描位置对应的激光输出功率为:第一板材的 厚度和第二板材的厚度之和除以所述第一板材的厚度后,与第三权重和所 述最大激光输出功率的乘积。
可选地,所述扫描轨迹为周期性的扫描轨迹;所述扫描轨迹上包括至 少两个激光扫描位置,所述至少两个激光扫描位置按照所述扫描轨迹的周 期设置。
可选地,所述激光焊接装置的激光输出轴线与所述第一板材的法线之 间的夹角与所述第二板材的厚度呈正相关关系。
可选地,所述系统还包括第一压板和第二压板;
所述第一压板放置在所述第一板材上,以压紧所述第一板材;
所述第二压板放置在所述第二板材上,以压紧所述第二板材。
第二方面,提供一种激光焊接控制方法,用于第一方面所述的系统中, 所述方法包括:
获取每个激光扫描位置对应的激光输出功率;其中,至少两个不同的 激光扫描位置对应的激光输出功率不同;
在焊接过程中,按照每个激光扫描位置对应的激光输出功率,沿与焊 接方向相垂直的方向进行激光扫描,以对所述第一板材和所述第二板材的 搭接接头处进行焊接。
可选地,所述获取每个激光扫描位置对应的激光输出功率,包括:
获取所述激光焊接装置的激光焊接速度、所述第一板材对应的热物理 性能系数和所述第一板材的厚度;
基于所述激光焊接速度、所述热物理性能系数和所述第一板材的厚度 的乘积计算最大激光输出功率;
基于所述最大激光输出功率确定每个激光扫描位置对应的激光输出功 率。
可选地,所述基于所述最大激光输出功率确定每个激光扫描位置对应 的激光输出功率,包括:
设置相邻两个激光扫描位置之间的激光输出功率均匀变化。
可选地,所述激光焊接装置的扫描轨迹包括位于所述第一板材上的第 一区域和位于所述第二板材上的第二区域;所述基于所述最大激光输出功 率确定每个激光扫描位置对应的激光输出功率,包括:
设置每个第一激光扫描位置对应的激光输出功率为:所述第一激光扫 描位置对应的第一权重和所述最大激光输出功率的乘积;所述第一激光扫 描位置的第一扫描距离与所述第一权重呈负相关关系;所述第一激光扫描 位置位于所述第一区域;
设置每个第二激光扫描位置对应的激光输出功率为:所述第二激光扫 描位置对应的第二权重、板材厚度之比和所述最大激光输出功率的乘积; 所述第二激光扫描位置的第二扫描距离与所述第二权重呈负相关关系;所 述板材厚度之比为所述第二板材的厚度与所述第一板材的厚度之比;所述 第二激光扫描位置位于所述第二区域;
设置搭接接头上的每个第三激光扫描位置对应的激光输出功率为:第 一板材的厚度和第二板材的厚度之和除以所述第一板材的厚度后,与第三 权重和所述最大激光输出功率的乘积。
可选地,所述扫描轨迹为周期性的扫描轨迹;所述获取每个激光扫描 位置对应的激光输出功率,包括:
按照所述扫描轨迹的周期设置至少两个激光扫描位置;
设置所述至少两个激光扫描位置对应的激光输出功率。
可选地,所述沿与焊接方向相垂直的方向进行激光扫描,包括:
获取所述激光焊接装置的激光输出轴线与所述第一板材的法线之间的 夹角,所述夹角与所述第二板材的厚度呈正相关关系;
按照所述夹角沿与焊接方向相垂直的方向进行激光扫描。
第三方面,提供一种激光焊接控制装置,用于第一方面所述的系统中, 所述装置包括:
功率获取模块,用于获取每个激光扫描位置对应的激光输出功率;其 中,至少两个不同的激光扫描位置对应的激光输出功率不同;
激光焊接模块,用于在焊接过程中,按照每个激光扫描位置对应的激 光输出功率,沿与焊接方向相垂直的方向进行激光扫描,以对所述第一板 材和所述第二板材的搭接接头处进行焊接。
第四方面,提供一种激光焊接控制装置,所述装置包括处理器和存储 器;所述存储器中存储有程序,所述程序由所述处理器加载并执行以实现 第二方面提供的激光焊接控制方法。
第五方面,提供一种计算机可读存储介质,所述存储介质中存储有程 序,所述程序被处理器执行时用于实现第二方面提供的所述的激光焊接控 制方法。
本申请的有益效果在于:通过设置工作台;放置在工作台上的垫板; 在焊接过程中,工作台上放置有第一板材,垫板的厚度与第一板材的厚度 相同;第一板材和垫板上还放置有第二板材;具有扫描功能的激光焊接装 置,在焊接过程中沿与焊接方向相垂直的方向进行激光扫描,以对第一板 材和第二板材的搭接接头处进行焊接;激光焊接装置在至少两个不同的激 光扫描位置对应的激光输出功率不同;可以解决通过激光填丝对搭接接头进行焊接时,激光焊接系统结构复杂、且激光输出功率较大、焊件变形严 重的问题;可以通过在激光扫描焊接的同时控制激光在不同位置的能量分 布,从而控制金属板搭接接头角焊缝两侧的金属熔合比,改善焊缝成形, 提高焊接质量。同时,无需设置送丝机构,即可实现焊接得到高质量的角 焊缝,可以降低激光焊接系统的复杂度。
另外,通过基于最大激光输出功率确定各个激光扫描位置的激光输出 功率,该最大激光功率与激光焊接速度、第一板材对应的热物理性能系数、 以及第一板材的厚度相关,因此,使得激光输出功率可以根据板材、焊接 速度和厚度的不同,自适应地更改,提高分配激光输出功率的灵活性。
另外,通过按照第二板材的厚度确定激光输出轴线与第一板材上表面 的法向量之间的夹角,可以防止激光光束照射到第二板材的上表面,导致 增加焊接时所需消耗的能量的问题;从而可以降低焊接时所需消耗的能量。
上述说明仅是本申请技术方案的概述,为了能够更清楚了解本申请的 技术手段,并可依照说明书的内容予以实施,以下以本申请的较佳实施例 并配合附图详细说明如后。
附图说明
图1是本申请一个实施例提供的激光焊接系统的结构示意图;
图2是本申请一个实施例提供的周期性的扫描轨迹与激光输出功率的 示意图;
图3是本申请一个实施例提供的激光扫描位置的示意图;
图4是本申请一个实施例提供的激光输出轴线与第一板材的法线之间 的夹角的示意图;
图5是本申请一个实施例提供的激光焊接控制方法的流程图;
图6是本申请一个实施例提供的激光焊接控制装置的框图;
图7是本申请一个实施例提供的激光焊接控制装置的框图。
具体实施方式
下面结合附图和实施例,对本申请的具体实施方式作进一步详细描述。 以下实施例用于说明本申请,但不用来限制本申请的范围。
首先,对本申请涉及的若干名词进行介绍。
激光扫描焊接(Laser Scanner Welding,LSW):通过激光束入射到扫 描振镜的X,Y轴两个反射镜上,计算机控制反射镜的角度,实现激光束的 任意偏转,使具有一定功率密度的激光聚焦在加工工件表面的不同位置, 实现焊接功能。
下面对本申请提供的激光焊接系统进行说明。可选地,本实施例提供 的激光焊接系统的应用场景包括第一板材和第二板材进行焊接,第二板材 搭接在第一板材上,即第二板材在上、第一板材在下,角焊缝在第一板材 的上表面和第二板材的侧面形成。
在一个场景中,第一板材和第二板材的厚度大于1毫米、且小于5毫米, 第二板材的厚度为δ1、第一板材的厚度为δ2,且δ2/δ1小于第一阈值,且 大于第二阈值;第一板材和第二板材的材料相同,且材料包括但不限于: 不锈钢、碳钢、高强钢和铝合金中的一种。
其中,第一阈值可以为2或其它值,第二阈值可以为1或其它值,本实 施例不对第一阈值和第二阈值的取值作限定。
在其它应用场景中,第一板材和/或第二板材的厚度也可以小于或等于 1毫米、或者大于或等于5毫米,第一板材和第二板材的材料也可以不同, 本实施例不对激光焊接系统的应用场景作限定。
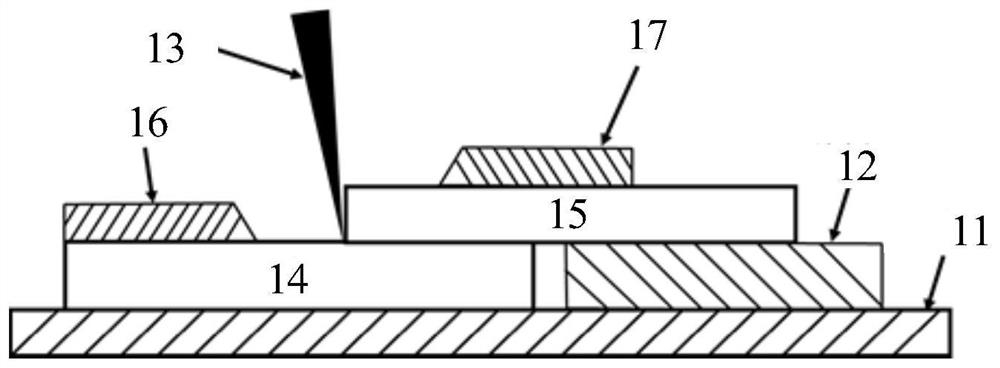
图1是本申请一个实施例提供的激光焊接系统的结构示意图。根据图1 可知,该系统至少包括:工作台11、垫板12和激光焊接装置13。
工作台11用于提供激光焊接系统工作时的工作区域。工作台11为可移 动或固定设置,本实施例不对工作台11的实现方式作限定。
垫板12放置在工作台11上;在焊接过程中,工作台11上放置有第一板 材14,垫板12的厚度与第一板材14的厚度相同;第一板材14和垫板12上还 放置有第二板材15。
在系统安装时,将第一板材14放置在焊接工作台11上,在第一板材14 外侧放置一块垫板12,垫板12的厚度与第一板材14的厚度相同。第二板材15一端搭接在第一板材14上,另外一端放置在垫板12上,以保证第二板材 15放置平稳。
在一个示例中,垫板12采用铜合金材质,在其它实施例中,垫板12也 可以采用其它材质,本实施例在此不再一一列举。
可选地,第一板材14和第二板材15在放置在垫板12上之前经过预处理, 预处理后的板材在进行激光焊接时可以消耗更低的能量,节省焊接时所需 消耗的能量。
其中,预处理包括但不限于以下几种中的至少一种:采用锉刀或砂纸 对板材的对接面和焊接区域进行打磨,之后使用酒精或丙酮清理;或者, 在经过前述处理后,对于铝合金材料的板材在预设的温度环境下,继续采 用质量浓度5%以上的硝酸、盐酸或乙酸溶液进行清洗,以去除表面的氧化 膜;当然,预处理方式也可以包括其它方式,本实施例在此不再一一列举。 预设的温度环境可为30-50℃的温度环境,当然,该温度环境的温度范围也可以根据实际需求调整,本实施例不对温度环境的设置方式作限定。
可选地,为了保证在焊接过程中第一板材和第二板材的稳定性,垫板 上放置第一板材和第二板材后,还可以将第一压板16放置在第一板材上, 以压紧第一板材;将第二压板17放置在第二板材上,以压紧第二板材。此 时,激光焊接系统还包括第一压板16和第二压板17。
激光焊接装置13具有扫描功能,能够在激光扫描过程中实时调节激光 器的激光输出功率。
其中,激光焊接装置13包括激光焊接头和激光器。
激光器安装在激光焊接头上,并用于发射激光束,该激光器可以为阿 帕奇6000W光纤激光器,在其它实施方式中,激光器也可以为其它类型的 激光器,本实施例不对激光器的类型作限定。
激光焊接头具有摆动跟踪装置,以实现扫描功能。激光焊接头可以为 配有摆动跟踪装置的普雷茨特YW52激光焊接头,该激光焊接头的最大扫 描频率可达500Hz,在其它实施例中,激光焊接头也可以为其它类型的激光 焊接头,本实施例不对激光焊接头的类型作限定。
激光焊接头可以实时控制激光器在不同的激光扫描位置的激光输出功 率,此时,激光焊接装置13在焊接过程中沿与焊接方向相垂直的方向进行 激光扫描,以对第一板材和第二板材的搭接接头处进行焊接。其中,激光 焊接装置在至少两个不同的激光扫描位置对应的激光输出功率不同。
在一个示例中,激光焊接头内部嵌入有控制软件,通过控制软件实现 控制激光器在不同的激光扫描位置的激光功率。控制软件可以为汽车焊接 工艺中使用的WeldMaster焊接辅助系统,在其它应用场景中,控制软件也 可以为其它软件,本实施例不对控制软件的实现方式作限定。
具体地,激光焊接装置13,用于获取每个激光扫描位置对应的激光输 出功率;其中,至少两个不同的激光扫描位置对应的激光输出功率不同; 在焊接过程中,按照每个激光扫描位置对应的激光输出功率,沿与焊接方 向相垂直的方向进行激光扫描,以对第一板材14和第二板材15的搭接接头 处进行焊接。
本实施例中,按照至少两个不同的激光扫描位置对应的激光输出功率 焊接后,第一板材和第二板材之间的焊缝满足期望焊接标准。
在一个示例中,期望焊接标准包括:角焊缝正面咬边或塌陷小于预设 阈值;第一板材14的背面未熔透;以及第二板材15融化均匀。
其中,预设阈值可以为0.1毫米,或者是根据期望焊接标准设置的其它 数值,本实施例不对预设阈值的取值作限定。
本实施例中,为了达到期望焊接标准,在焊接时采用表面聚焦方式, 即激光焦点位置位于第一板材14和第二板材15的夹角处。
本实施例中,扫描轨迹上的各个扫描位置对应的激光输出功率基于最 大激光输出功率确定;最大激光输出功率与激光焊接速度、第一板材对应 的热物理性能系数、以及第一板材的厚度相关。这样,可以保证第一板材 14的夹角处能够被焊透。
此时,激光焊接装置13获取每个激光扫描位置对应的激光输出功率, 包括:获取激光焊接装置的激光焊接速度、第一板材对应的热物理性能系 数和第一板材的厚度;基于激光焊接速度、热物理性能系数和第一板材的 厚度的乘积计算最大激光输出功率;基于最大激光输出功率确定每个激光 扫描位置对应的激光输出功率。
在一个示例中,最大激光输出功率的计算公式通过下式表示:
P=k·δ2·v。
式中,P为最大激光输出功率,单位为W;k为与第一板材的材料对应 的热物理性能系数;δ2为第一板材的厚度,单位为mm;v为激光焊接速度, 单位为m/min。
不同材料具体k值通过前期不加摆动的激光焊接工艺试验确定,比如: 对于不锈钢、高强钢、碳钢,k的值一般取300~450,对于铝合金,k的值一 般取350~500,在实际实现时,k的值也可以为其它取值范围,本实施例不 对k的取值作限定。
其中,第一板材的厚度和第一板材的材料可以是用户输入的,或者是 其它设备发送的,本实施例不对激光焊接装置获取第一板材的厚度和第一 板材的材料的方式作限定。
激光焊接装置的扫描轨迹包括位于第一板材上的第一区域和位于第二 板材上的第二区域;其中,第一区域位于第一板材的上表面;第二区域位 于第二板材的侧面。
每个第一激光扫描位置对应的激光输出功率为:第一激光扫描位置对 应的第一权重和最大激光输出功率的乘积;第一激光扫描位置的第一扫描 距离与第一权重呈负相关关系。
其中,第一扫描距离为第一激光扫描位置至搭接接头的距离。
比如:对于第一扫描距离最大的第一激光扫描位置的第一权重的取值 范围为[0.1,0.3]。相应地,该第一激光扫描位置的激光输出功率P1为[0.1, 0.3]中的任意值与最大激光输出功率的乘积。
又比如:对于第一扫描距离为最大值的一半的第一激光扫描位置的第 一权重的取值范围为[0.6,0.8]。相应地,该第一激光扫描位置的激光输出 功率P2为[0.6,0.8]中的任意值与最大激光输出功率的乘积。
搭接接头处的第三激光扫描位置对应的激光输出功率为:第一板材的 厚度和第二板材的厚度之和除以第一板材的厚度后,与第三权重和最大激 光输出功率的乘积。
比如:第三权重的取值范围为[0.4,0.6]。相应地,第三激光扫描位置 的激光输出功率P3为
每个第二激光扫描位置对应的激光输出功率为:第二激光扫描位置对 应的第二权重、板材厚度之比和最大激光输出功率的乘积;第二激光扫描 位置的第二扫描距离与第二权重呈负相关关系;板材厚度之比为第二板材 的厚度与第一板材的厚度之比。
其中,第二扫描距离为第二激光扫描位置至搭接接头的距离。
比如:对于第二扫描距离为最大值的一半的第二激光扫描位置的第二 权重的取值范围为[0.8,1.0]。相应地,该第二激光扫描位置的激光输出功 率P4为
又比如:对于第二扫描距离最大的第二激光扫描位置的第二权重的取 值范围为[0.1,0.3]。相应地,该第二激光扫描位置的激光输出功率P5为
可选地,相邻两个激光扫描位置之间的激光输出功率均匀变化。
可选地,扫描轨迹为周期性的扫描轨迹;扫描轨迹上包括至少两个激 光扫描位置,至少两个激光扫描位置按照扫描轨迹的周期设置。
其中,周期性的扫描轨迹包括但不限于:正弦形、椭圆形或锯齿形的 周期性波形,参考图2所示的各个周期性扫描轨迹与激光输出功率之间的对 应关系。
图2中以每个周期的扫描轨迹包括8个激光扫描位置为例进行说明,根 据图2可知,8个激光扫描位置按照扫描轨迹的周期等间隔划分,即分别为 在周期初始位置、1/8周期位置、2/8周期位置、3/8周期位置、4/8周期位置、 5/8周期位置、6/8周期位置和7/8周期位置;每个激光扫描位置的激光输出 功率可在0~100%最大激光焊接功率范围内单独调节,且相邻两个激光扫描 位置之间均匀变化。
在实际实现时,扫描轨迹也可以包括更多或更少的激光扫描位置,如: 12个或16个激光扫描位置,本实施例不对激光扫描位置的数量作限定。
对于周期性的扫描轨迹,该扫描轨迹的扫描频率(或者说扫描周期) 和轨迹振幅预先设置在激光焊接装置中,比如:扫描频率范围为100~500Hz, 扫描振幅范围为1~2mm,在实际实现时,扫描频率和扫描振幅范围也可以 为其它取值,本实施例不对扫描频率和扫描范围的取值作限定。
参考图3,以周期性的扫描轨迹为锯齿形、且每个周期的扫描轨迹包括 8个激光扫描位置为例进行说明,根据图3可知,每个周期的激光扫描位置 分布在第一板材的第一区域21和第二板材的第二区域22内,在第一板材侧 扫描第一区域边缘(图3中的T2点)时,设置激光输出功率为 (0.1~0.3)·Pmax;在第一板材侧扫描到第一区域中心区域时(图3中T1、 T3点),设置激光输出功率为(0.9~1.0)·Pmax;扫描到第一板材和第二板 材的搭接接头时(图3中T0、T4点),设置激光输出功率为 (0.8~1)·(δ1+δ2)/2δ2·Pmax;在第二板材侧扫描到第二区域的中心区域 时(图3中T5、T7点),设置激光功率点的激光功率为(0.9~1.0)·δ1/δ2·Pmax, 在第二板材侧扫描到第二区域的边缘时(图3中T6点),设置激光输出功率 为(0.1~0.3)·δ1/δ2·Pmax。
由于在激光投射至第二板材15的上表面时,需要使第二板材15焊透才 能实现搭接接头的焊接,这就会造成消耗较多的焊接能量的问题。基于此, 为了避免激光投射至第二板材15的上表面,如图4所示,需要设置激光输出 轴线与第一板材的法线之间的夹角α范围为预设夹角范围,该预设夹角范 围可以为0~15°,当然,也可以为其它数值,本实施例不对预设夹角范围的 取值作限定。
其中,第一板材的法线具体为在对接接头处上表面的法线。
激光输出轴线与对接面之间的夹角偏向薄板(即第二板材)侧,具体 夹角与第二板材的厚度呈正相关关系。
在一个示例中,夹角α确定公式为α=10δ1,式中夹角α单位为度,第 二板材的厚度δ1单位为mm。具体夹角可以在计算值左右偏差20%的范围 内调节,当然,夹角的偏差范围也可以按照其它数值,如:10%、15%等进 行调节,本实施例夹角的偏差调节方式作限定。
为了更清楚地理解本申请提供的激光焊接系统,下面对该激光焊接系 统的工作过程举两个示例进行说明。
在第一个示例中,假设第一板材和第二板材均为不锈钢材质,且第一 板材的厚度为3毫米、第二板材的厚度为1毫米。
焊接前,首先采用砂纸对板材对接面和焊接区域进行打磨,然后使用 酒精对打磨区域进行清理。
按照夹角α确定公式α=10δ1,计算得到激光输出轴线与第一板材的法 线的角度为10°。
焊接时采用表面聚焦方式,激光焦点位置位于第一板材14和第二板材 15的搭接接头的夹角。
选用激光焊接速度为2.4m/min,并根据不加摆动激光焊接工艺试验得 到不锈钢的k值为370,从而根据计算公式为P=k·δ2·v计算得到焊接所需的 最大激光输出功率P为2664W。
焊接时激光束以锯齿形的波形沿垂直于焊接方向进行扫描,扫描频率 范围为200Hz,扫描振幅范围为2.5mm;每个扫描周期按照时间设置8个激 光功率点。
当激光束照射在第一板材侧扫描第一区域的边缘时(图3中T2点),设 置激光输出功率为0.2·P≈533W,在第一板材侧扫描到第一区域的中心时 (图3中T1、T3点),设置激光输出功率为0.7·P≈1665W,扫描到搭接接头 时(图3中T0、T4点),设置激光输出功率为0.5·(1+3)/3·P=1776W,在第二 板材侧扫描第二区域的边缘时(图3中T5、T7点),设置激光输出功率为 0.9·1/3·P≈799W,在第二板材侧扫描到第二区域的边缘时(图3中T6点),设置激光输出功率为0.2·1/3·P≈178W。
焊接完成后对焊缝成形进行检测,发现咬边和塌陷均小于0.1mm,此外 第一板材背面未被焊透,且角焊缝融合均匀,符合期望焊接标准,因此焊 缝合格,无需重新调整工艺。
第二个示例中,假设第一板材和第二板材均为铝合金材质,且第一板 材的厚度为3毫米、第二板材的厚度为3毫米。
焊接前,首先采用砂纸对板材对接面和焊接区域进行打磨,然后使用 酒精对打磨区域进行了清理,之后又采用质量分数10%的盐酸溶液再35℃ 条件下对铝合金表面氧化膜进行了酸洗。
按照夹角α确定公式α=10δ2,计算得到激光输出轴线与不等厚板对接 面的角度为30°。
焊接时采用表面聚焦方式,激光焦点位置位于第一板材14和第二板材 15的搭接接头的夹角。
选用激光焊接速度为2.0m/min,并根据不加摆动激光焊接工艺试验得 到铝合金的k值为420,从而根据计算公式为P=k·δ2·v计算得到焊接所需的 最大激光输出功率P为2520W。
焊接时,激光束以锯齿形的波形沿垂直于焊接方向进行扫描,扫描频 率范围为250Hz,扫描振幅范围为3mm;每个扫描周期按照时间设置8个激 光功率点。
当激光束照射在第一板材侧扫描第一区域的边缘时(图3中T2点),设 置激光输出功率为0.2·P=504W,在第一板材侧扫描到第一区域的中心时 (图3中T1、T3点),设置激光输出功率为0.7·P≈1764W,扫描到第一板材 和第二板材的搭接接头处时(图3中T0、T4点),设置激光输出功率为 0.5·(3+3)/3·P=2520W,在第二板材侧扫描到第二区域的中心时(图3中T5、 T7点),设置激光输出功率为0.9·3/3·P=2268W,在第二板材侧扫描到第二 区域的边缘时(图3中T6点),设置激光输出功率为0.2·3/3·P=504W。
焊接完成后对焊缝成形进行检测,发现咬边和塌陷均小于0.1mm,此外 第一板材背面未被焊透,且角焊缝融合均匀,符合期望焊接标准,因此焊 缝合格,无需重新调整工艺。
综上所述,本实施例提供的激光焊接系统,通过设置工作台;放置在 工作台上的垫板;在焊接过程中,工作台上放置有第一板材,垫板的厚度 与第一板材的厚度相同;第一板材和垫板上还放置有第二板材;具有扫描 功能的激光焊接装置,在焊接过程中沿与焊接方向相垂直的方向进行激光 扫描,以对第一板材和第二板材的搭接接头处进行焊接;激光焊接装置在 至少两个不同的激光扫描位置对应的激光输出功率不同;可以解决通过激 光填丝对搭接接头进行焊接时,激光焊接系统结构复杂、且激光输出功率 较大、焊件变形严重的问题;可以通过在激光扫描焊接的同时控制激光在 不同位置的能量分布,从而控制金属板搭接接头角焊缝两侧的金属熔合比, 改善焊缝成形,提高焊接质量。同时,无需设置送丝机构,即可实现焊接 得到高质量的角焊缝,可以降低激光焊接系统的复杂度。
另外,通过基于最大激光输出功率确定各个激光扫描位置的激光输出 功率,该最大激光功率与激光焊接速度、第一板材对应的热物理性能系数、 以及第一板材的厚度相关,因此,使得激光输出功率可以根据板材、焊接 速度和厚度的不同,自适应地更改,提高分配激光输出功率的灵活性。
另外,通过按照第二板材的厚度确定激光输出轴线与第一板材上表面 的法向量之间的夹角,可以防止激光光束照射到第二板材的上表面,导致 增加焊接时所需消耗的能量的问题;从而可以降低焊接时所需消耗的能量。
基于上述实施例的激光焊接系统,下面对本申请提供的激光焊接控制 方法进行介绍。
图5是本申请一个实施例提供的激光焊接控制方法的流程图。本实施例 以该方法应用于图1中的激光焊接装置13为例进行说明,该方法至少包括以 下几个步骤:
步骤501,获取每个激光扫描位置对应的激光输出功率;其中,至少两 个不同的激光扫描位置对应的激光输出功率不同。
可选地,获取每个激光扫描位置对应的激光输出功率,包括:获取激 光焊接装置的激光焊接速度、第一板材对应的热物理性能系数和第一板材 的厚度;基于激光焊接速度、热物理性能系数和第一板材的厚度的乘积计 算最大激光输出功率;基于最大激光输出功率确定每个激光扫描位置对应 的激光输出功率。
其中,激光焊接装置的扫描轨迹包括位于第一板材上的第一区域和位 于第二板材上的第二区域;基于最大激光输出功率确定每个激光扫描位置 对应的激光输出功率,包括:设置每个第一激光扫描位置对应的激光输出 功率为:第一激光扫描位置对应的第一权重和最大激光输出功率的乘积; 第一激光扫描位置的第一扫描距离与第一权重呈负相关关系;第一激光扫 描位置位于第一区域;设置每个第二激光扫描位置对应的激光输出功率为: 第二激光扫描位置对应的第二权重、板材厚度之比和最大激光输出功率的 乘积;第二激光扫描位置的第二扫描距离与第二权重呈负相关关系;板材 厚度之比为第二板材的厚度与第一板材的厚度之比;第二激光扫描位置位 于第二区域;设置搭接接头上的每个第三激光扫描位置对应的激光输出功 率为:第一板材的厚度和第二板材的厚度之和除以第一板材的厚度后,与 第三权重和最大激光输出功率的乘积。
在一个示例中,扫描轨迹为周期性的扫描轨迹;获取每个激光扫描位 置对应的激光输出功率,包括:按照扫描轨迹的周期设置至少两个激光扫 描位置;设置至少两个激光扫描位置对应的激光输出功率。
可选地,基于最大激光输出功率确定每个激光扫描位置对应的激光输 出功率,还包括:设置相邻两个激光扫描位置之间的激光输出功率均匀变 化。
步骤502,在焊接过程中,按照每个激光扫描位置对应的激光输出功率, 沿与焊接方向相垂直的方向进行激光扫描,以对第一板材和第二板材的搭 接接头处进行焊接。
可选地,沿与焊接方向相垂直的方向进行激光扫描,包括:沿与焊接 方向相垂直的方向进行激光扫描,包括:获取激光焊接装置的激光输出轴 线与第一板材的法线之间的夹角,夹角与第二板材的厚度呈正相关关系; 按照夹角沿与焊接方向相垂直的方向进行激光扫描。
本实施例的相关说明详见上述系统实施例。
综上所述,本实施例提供的激光焊接控制方法,通过获取每个激光扫 描位置对应的激光输出功率;其中,至少两个不同的激光扫描位置对应的 激光输出功率不同;在焊接过程中按照每个激光扫描位置对应的激光输出 功率,沿与焊接方向相垂直的方向进行激光扫描,以对第一板材和第二板 材的搭接接头处进行焊接;可以解决通过激光填丝对搭接接头进行焊接时, 激光焊接系统结构复杂、且激光输出功率较大、焊件变形严重的问题;可以通过在激光扫描焊接的同时控制激光在不同位置的能量分布,从而控制 金属板搭接接头角焊缝两侧的金属熔合比,改善焊缝成形,提高焊接质量。 同时,无需设置送丝机构,即可实现焊接得到高质量的角焊缝,可以降低 激光焊接系统的复杂度。
另外,通过基于最大激光输出功率确定各个激光扫描位置的激光输出 功率,该最大激光功率与激光焊接速度、第一板材对应的热物理性能系数、 以及第一板材的厚度相关,因此,使得激光输出功率可以根据板材、焊接 速度和厚度的不同,自适应地更改,提高分配激光输出功率的灵活性。
另外,通过按照板材厚度差确定激光输出轴线与搭接接头所在平面之 间的夹角,可以防止激光光束照射到第一板材的上表面,导致增加焊接时 所需消耗的能量的问题;从而可以降低焊接时所需消耗的能量。
图6是本申请一个实施例提供的激光焊接控制装置的框图。该装置至少 包括以下几个模块:功率获取模块610和激光焊接模块620。
功率获取模块610,用于获取每个激光扫描位置对应的激光输出功率; 其中,至少两个不同的激光扫描位置对应的激光输出功率不同;
激光焊接模块620,用于在焊接过程中,按照每个激光扫描位置对应的 激光输出功率,沿与焊接方向相垂直的方向进行激光扫描,以对所述第一 板材和所述第二板材的搭接接头处进行焊接。
相关细节参考上述方法实施例。
需要说明的是:上述实施例中提供的激光焊接控制装置在进行激光焊 接控制时,仅以上述各功能模块的划分进行举例说明,实际应用中,可以 根据需要而将上述功能分配由不同的功能模块完成,即将激光焊接控制装 置的内部结构划分成不同的功能模块,以完成以上描述的全部或者部分功 能。另外,上述实施例提供的激光焊接控制装置与激光焊接控制方法实施 例属于同一构思,其具体实现过程详见方法实施例,这里不再赘述。
图7是本申请一个实施例提供的激光焊接控制装置的框图。该装置至少 包括处理器701和存储器702。
处理器701可以包括一个或多个处理核心,比如:4核心处理器、8核心 处理器等。处理器701可以采用DSP(Digital Signal Processing,数字信号处 理)、FPGA(Field-Programmable Gate Array,现场可编程门阵列)、PLA (Programmable Logic Array,可编程逻辑阵列)中的至少一种硬件形式来 实现。处理器701也可以包括主处理器和协处理器,主处理器是用于对在唤 醒状态下的数据进行处理的处理器,也称CPU(CentralProcessing Unit,中 央处理器);协处理器是用于对在待机状态下的数据进行处理的低功耗处理 器。在一些实施例中,处理器701可以在集成有GPU(Graphics Processing Unit,图像处理器),GPU用于负责显示屏所需要显示的内容的渲染和绘制。
存储器702可以包括一个或多个计算机可读存储介质,该计算机可读存 储介质可以是非暂态的。存储器702还可包括高速随机存取存储器,以及非 易失性存储器,比如一个或多个磁盘存储设备、闪存存储设备。在一些实 施例中,存储器702中的非暂态的计算机可读存储介质用于存储至少一个指 令,该至少一个指令用于被处理器701所执行以实现本申请中方法实施例提 供的激光焊接控制方法。
在一些实施例中,激光焊接控制装置还可选包括有:外围设备接口和 至少一个外围设备。处理器701、存储器702和外围设备接口之间可以通过 总线或信号线相连。各个外围设备可以通过总线、信号线或电路板与外围 设备接口相连。示意性地,外围设备包括但不限于:射频电路、触摸显示 屏、音频电路、和电源等。
当然,激光焊接控制装置还可以包括更少或更多的组件,本实施例对 此不作限定。
可选地,本申请还提供有一种计算机可读存储介质,所述计算机可读 存储介质中存储有程序,所述程序由处理器加载并执行以实现上述方法实 施例的激光焊接控制方法。
可选地,本申请还提供有一种计算机产品,该计算机产品包括计算机 可读存储介质,所述计算机可读存储介质中存储有程序,所述程序由处理 器加载并执行以实现上述方法实施例的激光焊接控制方法。
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁, 未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只 要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
以上所述实施例仅表达了本申请的几种实施方式,其描述较为具体和 详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对 于本领域的普通技术人员来说,在不脱离本申请构思的前提下,还可以做 出若干变形和改进,这些都属于本申请的保护范围。因此,本申请专利的 保护范围应以所附权利要求为准。
上述仅为本申请的一个具体实施方式,其它基于本申请构思的前提下 做出的任何改进都视为本申请的保护范围。
- 激光焊接系统、激光焊接控制方法、装置及存储介质
- 激光焊接系统和激光焊接控制方法