一种多层复合板材制造用复合加工设备
文献发布时间:2023-06-19 12:18:04
技术领域
本发明涉及复合板材加工技术领域,特别涉及一种多层复合板材制造用复合加工设备。
背景技术
多层复合板一般指多层复合地板,多层复合地板以多层胶合板为基材,表层为硬木片镶拼板或刨切单板,是将多个复合板基材层叠放置后,通过施加压力压合而成的。
但在多层复合板材进行复合加工过程中会出现以下问题:(1)在进行多层复合板材层压复合作业时,多采用板式结构的工具对多层复合板材进行压合,而这样的压合方式将导致多层复合板之间多余的胶液易积留在多层复合板材上,进而导致多层复合板材内部易产生凸起的鼓包,影响多层复合板材的美观度以及后续使用;(2)在对多层复合板材层压复合作业时,从多层复合板材之间压出的胶液易流至其侧壁上,等待多层复合板材压合完成之后,再将多层复合板材取出去除多余胶液时,部分胶液已经干固,难以对其进行清理。
发明内容
技术方案:为了实现上述目的,本发明采用以下技术方案,一种多层复合板材制造用复合加工设备,包括工作台、放置框、压合机构和刮料机构,所述的工作台的上端面安装有放置框与压合机构,放置框为回形结构,放置框内安装有刮料机构。
所述的压合机构包括匚形架、电动气缸、推动板、滑动槽、安装板、导向轴、双向螺纹杆、正反转电动机、连接板和碾压辊,所述的工作台的上端面安装有开口向下的匚形架,匚形架的下端面安装有电动气缸,电动气缸的移动杆上安装有推动板,推动板的下端面开设有滑动槽,滑动槽内前后对称滑动连接有安装板,滑动槽的前后内壁之间左右对称安装有导向轴,滑动槽的前后内壁之间转动连接有双向螺纹杆,双向螺纹杆与导向轴均贯穿前后两个安装板,且双向螺纹杆与安装板之间通过螺纹相连接,导向轴与安装板之间滑动连接,推动板的后端面通过机架安装有正反转电动机,双向螺纹杆的后端贯穿推动板后与正反转电动机的输出轴相连接,安装板的下端面左右对称安装有连接板,左右两个连接板之间共同转动连接有碾压辊,碾压的过程中,多层复合板材中部多余的胶液被向外侧挤出;以免复合板材中部的胶液过多导致层压复合之后的多层复合板材中部鼓起,进而影响使用的情况出现。
作为本发明的一种优选技术方案,所述的刮料机构包括回形凹槽、转动轴、拨动杆、移动板、支撑弹簧杆、固定板、刮板、带动杆、链条和电动机,所述的放置框的内壁开设有回形凹槽,回形凹槽的上下内壁之间转动连接有转动轴,转动轴沿回形凹槽等距离排布,转动轴的外壁安装有拨动杆,放置框的前后内壁均左右对称安装有固定板,相邻的固定板的相对面之间通过支撑弹簧杆安装有移动板,移动板远离转动轴的端面等距离安装有刮板,移动板靠近转动轴的端面等距离安装有带动杆,带动杆的数量与拨动杆的数量一一对应,转动轴的上端贯穿放置框后固定套设有链轮,链轮之间通过链条传动连接,放置框的上端通过机座安装有电动机,电动机的输出轴与其中一个转动轴相连接,刮板移动时将多层复合板材之间挤压出的多余胶液及时的刮除,通过对多层复合板材侧壁多余的胶液进行往复刮除,达到防止多余的胶液在复合板材的侧壁停留时间较长之后难以清理的情况出现的目的。
作为本发明的一种优选技术方案,所述的放置框的上端面安装有回形盖板,回形盖板对电动机、链轮、链条、转动轴进行封顶保护,以免在操作人员的操作过程中因碰撞导致其损坏。
作为本发明的一种优选技术方案,所述的工作台的下端面安装有四个支撑腿,四个支撑腿呈矩阵排布,工作台的下端面开设有四个下料通槽,下料通槽位于刮板的正下方,刮板刮除的胶液通过下料通槽向下掉落,以免胶液积留在工作台上。
作为本发明的一种优选技术方案,所述的工作台的下方设置有余料盒,余料盒能够对从下料通槽内落下的胶液进行收集,以免胶液散落、四处粘附。
作为本发明的一种优选技术方案,所述的工作台的下端面中部开设有矩形通槽,矩形通槽的前后内壁之间转动连接有转动杆,转动杆上套设有凸轮,转动杆的前端贯穿工作台后安装有转动把,凸轮转动时其凸起部分将多层复合板材向上进行顶起,以便将层压复合之后的多层复合板材取出。
作为本发明的一种优选技术方案,所述的碾压辊上套设有橡胶层,橡胶层与碾压辊之间通过魔术贴相连接,橡胶层能够起到防止碾压辊在多层复合板材的上端面辊压出压痕的作用,以免多层复合板材的美观度受到影响。
作为本发明的一种优选技术方案,所述的刮板远离移动板的一端为梯形结构,便于对多层复合板材的侧壁多余的胶液进行往复刮除。
有益效果:(1)本发明采用的压合机构是通过辊压的方式对多层复合板材进行压合,可以将多余的胶液向多层复合板材的外侧挤压,避免了多余的胶液部分积留而影响多层复合板材使用效果的状况出现,同时通过刮料机构将多层复合板材挤压出的多余胶液及时的刮除,避免了出现胶液长时间停留在多层板材侧壁上后难以清理的情况。
(2)所述的转动杆转动带动凸轮进行转动,凸轮转动时其凸起部分将多层复合板材向上顶起,以便将压合之后的多层复合板材取出。
(3)所述的橡胶层能够起到防止碾压辊在多层复合板材的上端面辊压出压痕的作用,以免多层复合板材的美观度受到影响。
附图说明
下面结合附图和实施例对本发明进一步说明。
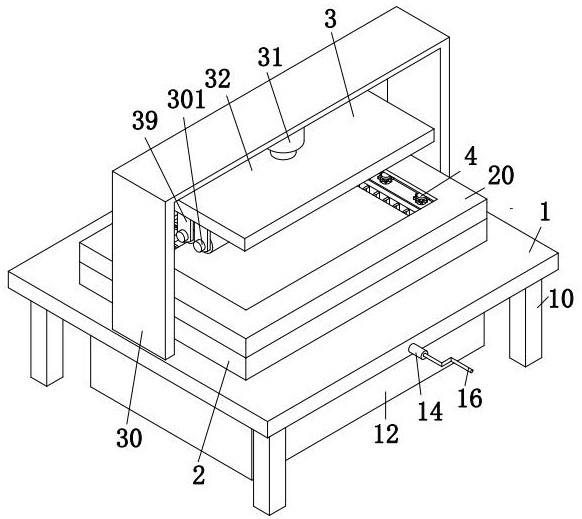
图1是本发明的第一立体结构示意图。
图2是本发明的第二立体结构示意图。
图3是本发明的第三立体结构示意图。
图4是本发明的主剖视图。
图5是本发明放置框与刮料机构之间的平面结构示意图。
图6是本发明图5的A处局部放大图。
图中:1、工作台;10、支撑腿;11、下料通槽;12、余料盒;13、矩形通槽;14、转动杆;15、凸轮;16、转动把;2、放置框;20、回形盖板;3、压合机构;4、刮料机构;30、匚形架;31、电动气缸;32、推动板;33、滑动槽;34、安装板;35、导向轴;37、双向螺纹杆;38、正反转电动机;39、连接板;301、碾压辊;17、橡胶层;40、回形凹槽;41、转动轴;42、拨动杆;43、移动板;44、支撑弹簧杆;45、固定板;46、刮板;47、带动杆;48、链条;49、电动机。
具体实施方式
以下结合附图对本发明的实施 例进行详细说明,但是本发明可以由权利要求先定和覆盖的多种不同方式实施。
如图1至图6所示,一种多层复合板材制造用复合加工设备,包括工作台1、放置框2、压合机构3和刮料机构4,所述的工作台1的上端面安装有放置框2与压合机构3,放置框2为回形结构,放置框2内安装有刮料机构4。
所述的工作台1的下端面安装有四个支撑腿10,四个支撑腿10呈矩阵排布,工作台1的下端面开设有四个下料通槽11,下料通槽11位于刮板46的正下方;刮板46刮除的胶液通过下料通槽11向下掉落,以免胶液积留在工作台1上。
所述的工作台1的下方设置有余料盒12;余料盒12能够对从下料通槽11内落下的胶液进行收集,以免胶液散落、四处粘附。
所述的工作台1的下端面中部开设有矩形通槽13,矩形通槽13的前后内壁之间转动连接有转动杆14,转动杆14上套设有凸轮15,转动杆14的前端贯穿工作台1后安装有转动把16;凸轮15转动时其凸起部分将多层复合板材向上进行顶起,以便将层压复合之后的多层复合板材取出。
所述的压合机构3包括匚形架30、电动气缸31、推动板32、滑动槽33、安装板34、导向轴35、双向螺纹杆37、正反转电动机38、连接板39和碾压辊301,所述的工作台1的上端面安装有开口向下的匚形架30,匚形架30的下端面安装有电动气缸31,电动气缸31的移动杆上安装有推动板32,推动板32的下端面开设有滑动槽33,滑动槽33内前后对称滑动连接有安装板34,滑动槽33的前后内壁之间左右对称安装有导向轴35,滑动槽33的前后内壁之间转动连接有双向螺纹杆37,双向螺纹杆37与导向轴35均贯穿前后两个安装板34,且双向螺纹杆37与安装板34之间通过螺纹相连接,导向轴35与安装板34之间滑动连接,推动板32的后端面通过机架安装有正反转电动机38,双向螺纹杆37的后端贯穿推动板32后与正反转电动机38的输出轴相连接,安装板34的下端面左右对称安装有连接板39,左右两个连接板39之间共同转动连接有碾压辊301,工作时,将涂胶之后的多层复合板材放到工作台1上的放置框2内,然后启动电动气缸31,电动气缸31通过推动板32与连接板39推动碾压辊301向下运动,直至碾压辊301与最上端的复合板材上端面相抵紧,然后启动正反转电动机38,正反转电动机38通过双向螺纹杆37带动前后两个安装板34向前后两侧移动,安装板34移动的同时碾压辊301在多层复合板材的上方滚动碾压,将多层复合板材紧密压合的同时还能够将其辊压平整,碾压的过程中,多层复合板材中部多余的胶液向外侧挤出,以免多层复合板材中部的胶液过多导致压合成型之后的多层复合板材中部鼓起,进而影响使用的情况出现。
所述的碾压辊301上套设有橡胶层17,橡胶层17与碾压辊301之间通过魔术贴相连接,橡胶层17能够起到防止碾压辊在多层复合板材的上端面辊压出压痕的作用,以免多层复合板材的美观度受到影响。
所述的刮料机构4包括回形凹槽40、转动轴41、拨动杆42、移动板43、支撑弹簧杆44、固定板45、刮板46、带动杆47、链条48和电动机49,所述的放置框2的内壁开设有回形凹槽40,回形凹槽40的上下内壁之间转动连接有转动轴41,转动轴41沿回形凹槽40等距离排布,转动轴41的外壁安装有拨动杆42,放置框2的前后内壁均左右对称安装有固定板45,相邻的固定板45的相对面之间通过支撑弹簧杆44安装有移动板43,移动板43远离转动轴41的端面等距离安装有刮板46,移动板43靠近转动轴41的端面等距离安装有带动杆47,带动杆47的数量与拨动杆42的数量一一对应,转动轴41的上端贯穿放置框2后固定套设有链轮,链轮之间通过链条48传动连接,放置框2的上端通过机座安装有电动机49,电动机49的输出轴与其中一个转动轴41相连接,工作时,碾压辊301在滚动碾压的过程中,启动电动机49,电动机49带动与其相连接的转动轴41进行转动,转动轴41转动通过链条48进行传动连接,转动轴41转动的同时带动拨动杆42进行转动,当拨动杆42与带动杆47抵紧时,拨动杆42带动带动杆47移动,带动杆47通过移动板43带动刮板46移动,刮板46在移动过程中能够将复合板材之间挤压出的多余胶液及时的刮除,当拨动杆42脱离带动杆47时,移动板43在支撑弹簧杆44的作用下复位,移动板43复位的同时带动刮板46移动,刮板46对多层复合板材的侧壁的胶液进行刮除,移动板43在拨动杆42与支撑弹簧杆44的作用下带动刮板46进行往复的移动,从而对多层复合板材侧壁多余的胶液进行往复刮除,以免多余的胶液在复合板材的侧壁停留时间较长之后难以进行清理。
所述的刮板46远离移动板43的一端为梯形结构,便于对多层复合板材侧壁上多余的胶液进行往复刮除。
所述的放置框2的上端面安装有回形盖板20,回形盖板20对电动机49、链轮、链条48、转动轴41进行封顶保护,以免在操作人员的操作过程中因碰撞导致其损坏的情况出现。
具体工作时,第一步,将涂胶之后的多层复合板材放到工作台1上的放置框2内,然后启动电动气缸31,电动气缸31通过推动板32与连接板39推动碾压辊301向下运动,直至碾压辊301与最上端的复合板材上端面相抵紧,然后启动正反转电动机38,正反转电动机38通过双向螺纹杆37带动前后两个安装板34向前后两侧移动,安装板34移动的同时碾压辊301在多层复合板材的上方进行滚动碾压,将多层复合板材紧密压合的同时将其辊压平整,碾压的过程中,多层复合板材中部多余的胶液向外侧挤出。
第二步,碾压辊301在滚动碾压的过程中,启动电动机49,电动机49带动与其相连接的转动轴41进行转动,转动轴41转动通过链条48进行传动连接,转动轴41转动的同时带动拨动杆42进行转动,当拨动杆42与带动杆47抵紧时,拨动杆42带动带动杆47移动,带动杆47通过移动板43带动刮板46移动,刮板46在移动过程中能够将复合板材之间挤压出的多余胶液及时的刮除,当拨动杆42脱离带动杆47时移动板43在支撑弹簧杆44的作用下复位,移动板43复位的同时带动刮板46移动,刮板46对多层复合板材的侧壁的胶液进行刮除,移动板43在拨动杆42与支撑弹簧杆44的作用下带动刮板46进行往复的移动,从而能够对多层复合板材侧壁多余的胶液进行往复刮除。
第三步,当多层复合板材层压复合之后,通过转动转动把16带动转动杆14进行转动,转动杆14转动带动凸轮15进行转动,凸轮15转动时其凸起部分将多层复合板材向上顶起,以便将压合之后的多层复合板材取出。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
- 一种多层复合板材制造用复合加工设备
- 一种屏蔽玻璃制造复合加工设备及复合加工方法