一种混凝土供应管理系统及混凝土供应安排方法
文献发布时间:2023-06-19 13:48:08
技术领域
本发明涉及建筑工程管理技术领域,特别是涉及一种混凝土供应管理系统及混凝土供应安排方法。
背景技术
目前在一些大型商品混凝土工厂、混凝土预制件厂、大型混凝土工程等场合,会存在多个混凝土需求点、多个混凝土生产搅拌主机、多个混凝土自动转运设备的情况。在一些生产现场,需要通过对讲机喊要料,然后再让混凝土搅拌站生产管理人员启动搅拌主机生产,生产完成之后再手动或者半自动方式安排混凝土转运机构将混凝土至要料需求点。使用这样手动或半自动控制的方式生产,混凝土生产管理人员需要在要料需求、混凝土生产搅拌生产、混凝土配送转运等环节过程中协调处理,浪费人力,效率也不高。如何高效提高生产效率、设备使用率、混凝土转运效率,节省人力成为提高混凝土产能和效率的主要要素。
因此本领域技术人员致力于开发一种提高生产效率和设备使用率的混凝土供应管理系统及混凝土供应安排方法。
发明内容
有鉴于现有技术的上述缺陷,本发明所要解决的技术问题是提供一种提高生产效率和设备使用率的混凝土供应管理系统及混凝土供应安排方法。
为实现上述目的,本发明提供了一种混凝土供应管理系统,包括中央控制单元,所述中央控制单元包括生产调度数据计算处理单元,所述生产调度数据计算处理单元连接有数据库和数据采集单元;
所述数据采集单元至少与一个需求信息输入设备通讯连接;
所述生产调度数据计算处理单元至少与一个第一工控机通讯连接,所述第一工控机包括第一操作及显示单元。
较佳的,所述需求信息输入设备和第一工控机均设置于混凝土需求点内。
较佳的,所述需求信息输入设备与混凝土需求机构的信息采集器通讯连接。
较佳的,所述生产调度数据计算处理单元通讯连接混凝土搅拌站内的第二工控机,所述第二工控机包括第二操作及显示单元;
所述数据采集单元通讯连接混凝土搅拌站内的第二控制器;
所述第二控制器连接搅拌主机,从而第二控制器可对搅拌主机进行控制。
较佳的,所述数据采集单元与至少一个的混凝土自动转运设备的第三控制器通讯连接。
本发明还提供一种混凝土供应安排方法,包括以下步骤:
S1:计算所需求的混凝土方量总和;
S2:判断所需求的混凝土方量总和是否超过单个搅拌主机单次生产的混凝土总方量,
若是,则进入步骤S201:按第一方式和第二方式分别计算求得混凝土所需生产总次数,分别得到第一总次数M1和第二总次数M2;步骤S202:比较第一总次数M1和第二总次数M2大小,判断第一总次数M1是否大于第二总次数M2,若是,则进入步骤S301;若否,则进入步骤S302;
若否,则进入步骤S302;
其中,第一方式为按照所需求的混凝土方量总和除以单个搅拌主机单次生产的最大方量计算取整求得初步生产次数,如果有余数,则在求出的初步生产次数的结果上加1,得第一总次数M1,若无余数,初步生产次数则为第一总次数M1;第二方式为将每个混凝土需求机构的需求量单独计算,其中,若单个混凝土需求机构所需求的混凝土方量小于等于单个搅拌主机单次生产的最大方量时,计作1次生产次数,若单个混凝土需求机构所需求的混凝土方量大于搅拌主机单次生产的最大方量时,将此单个混凝土需求机构所需求的混凝土方量除以单个搅拌主机单次生产的最大方量取整计算求得该混凝土需求机构的初步生产次数,如果有余数,则在整数结果上加1,得该混凝土需求机构的生产次数,若无余数,该混凝土需求机构的初步生产次数则为该混凝土需求机构的生产次数;将所有混凝土需求机构的生产次数相加,即得第二总次数M2;
S301:按第二方式所得的第二总次创建M2个混凝土要料订单;
S302:按第一方式所得的第二总次创建M1个混凝土要料订单;
S4:采集所有搅拌主机运行信息,对于单个混凝土要料订单选择能为其提供生产混凝土的搅拌主机,并将混凝土要料订单排序至选定的搅拌主机已有的订单序列中。
较佳的,所述步骤S4中,对于单个混凝土要料订单选择搅拌主机并将混凝土要料订单排序至选定的搅拌主机已有的订单序列中的具体包括以下步骤:
S401:确定能为混凝土要料订单提供混凝土生产的搅拌主机,比较选定的各搅拌主机的等待预估时间,选择等待预估时间最少的搅拌主机为执行搅拌主机;其中,等待预估时间为完成混凝土要料订单中所有混凝土生产及送达至混凝土需求点的时间;
S402:比较执行搅拌主机的等待预估时间和混凝土需求点对混凝土的要求送达时限,若执行搅拌主机的等待预估时间小于要求送达时限,则将该混凝土要料订单排序至执行搅拌主机所有已排序订单的末尾,若执行搅拌主机的等待预估时间大于等于要求送达时限,则对该混凝土要料订单和执行搅拌主机已排序订单的混凝土需求点的优先等级进行比较;当该混凝土要料订单优先等级高于其中某些已排序订单的优先等级,则将该混凝土要料订单排序至这些订单的前面,当该混凝土要料订单优先等级低于其中某些已排序订单的优先等级,则会排序到这些订单的后面,当该混凝土要料订单优先等级等于其中某些已排序订单的优先等级,则根据要料订单的启动要料时间点时间先后顺序进行排序,要料订单启动要料时间点早的会将排序序号排在前面,时间晚的会将排序序号排在后面;
对于该混凝土要料订单和执行搅拌主机已排序订单的优先等级确定规则为:根据混凝土需求点的要料时间点加上要求送达时限时间,算出精确的混凝土送达截止时间点,送达截止时间点越早越优先,该混凝土需求点对应的要料订单排序优先等级也越高。
较佳的,所述混凝土要料订单包括要料时间、混凝土订单编号、混凝土需求点、混凝土要料型号、混凝土要料方量等信息。
较佳的,还包括步骤S5:安排混凝土自动转运设备将生产好的混凝土从搅拌主机处接料然后转运至混凝土需求点卸料处卸料。
本发明的有益效果是:本发明能够实现实时的数据采集和分析,并自动安排混凝土的生产、转运,将混凝土生产的过程数据提供给管理人员,便于对生产质量的管控,同时将生产过程数据存储至数据库中,用于数据共享和信息集成,解决了固定式混凝土搅拌站中,各个设备无法协调生产的缺点,大大提高了混凝土生产效率、设备使用率、混凝土转运效率。
附图说明
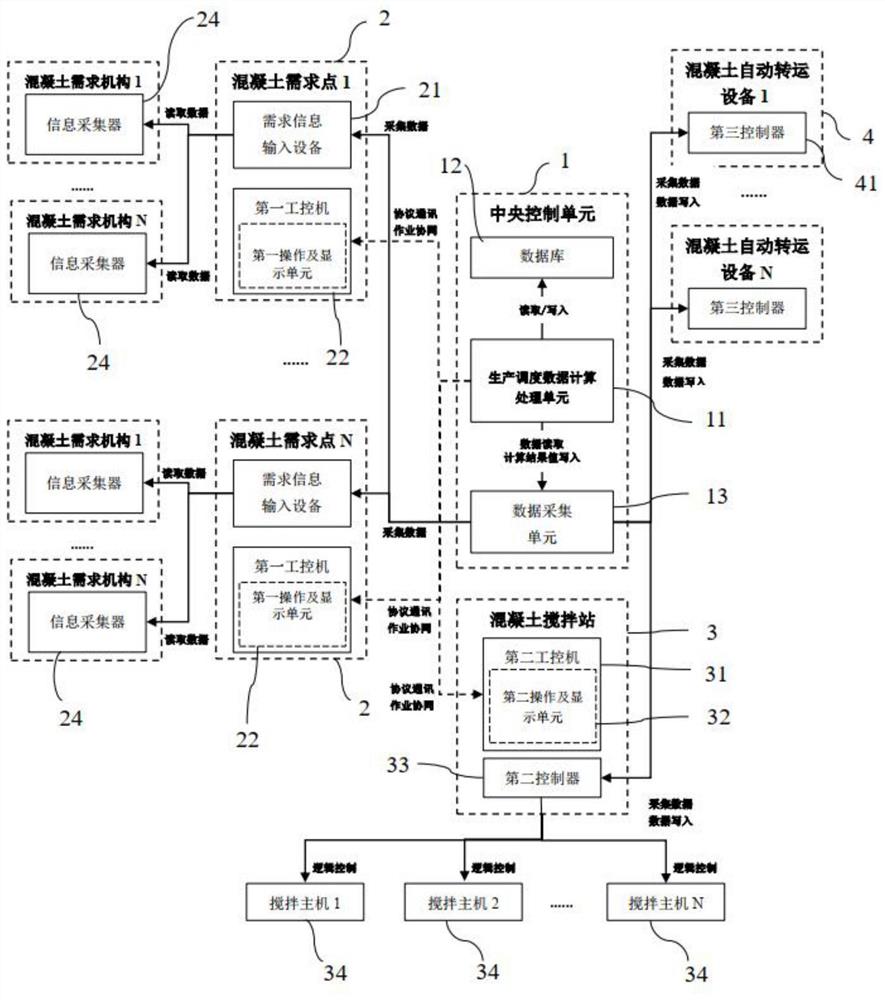
图1是本发明一具体实施方式的原理框图。
图2是本发明一具体实施方式的混凝土供应安排方法的流程图。
具体实施方式
下面结合附图和实施例对本发明作进一步说明。
如图1所示,一种混凝土供应管理系统,包括中央控制单元1,中央控制单元1包括生产调度数据计算处理单元11,生产调度数据计算处理单元11负责处理数据,逻辑计算。生产调度数据计算处理单元11连接有数据库12和数据采集单元13。数据库12存储生产过程中的实时数据和历史数据,生产调度数据计算处理单元11可以读取数据库12的数据也可以写入数据。数据采集单元13为采集工程或者工厂设备的变量的数据值,并将变量的数据值提供给生产调度数据计算处理单元11,同时生产调度数据计算处理单元11还可以写入改动这些变量的数据值。数据采集单元13至少与一个需求信息输入设备21通讯连接,数据采集单元13可以采集其他设备的数据信息。
生产调度数据计算处理单元11至少与一个第一工控机22通讯连接,第一工控机22包括第一操作及显示单元23。需求信息输入设备21和第一工控机22均设置于混凝土需求点2内。需求信息输入设备21与混凝土需求机构的信息采集器24通讯连接。
需求信息输入设备21主要用于输入混凝土要料型号,混凝土要料方量等信息,可以手动输入这些数据信息,也可以自动读取信息采集器24采集的需求信息。
本发明中通讯连接是指通过3G、4G、5G等或其他可以实现网络通信连接的连接方式。
数据采集单元13实时采集需求信息输入设备21的数据信息,并将数据信息上传至中央控制单元1,在每个混凝土需求点2安装一台第一工控机22,并在第一工控机22上安装部署第一操作及显示单元23,第一操作及显示单元23与中央控制单元1进行通讯,生产管理人员可以在混凝土需求点2对系统进行操作和监视。
生产调度数据计算处理单元11通讯连接混凝土搅拌站3内的第二工控机31,第二工控机31包括第二操作及显示单元32,数据采集单元13通讯连接混凝土搅拌站3内的第二控制器33。第二控制器33连接搅拌主机34,可对搅拌主机34进行逻辑控制。通过以上设置,数据采集单元13可对第二控制器33进行数据采集,从而实时采集混凝土搅拌站3的每个混凝土生产搅拌主机33的状态信息和运行数据,并将结果传输至生产调度数据计算处理单元11,生产调度数据计算处理单元11随后通过数据采集单元13将逻辑控制输出结果值数据写入,从而将生产调度数据计算处理单元11将处理完成的生产订单信息数据下发至搅拌站的第二控制器33,第二控制器33根据得到的信息安排对应的搅拌主机进行混凝土生产。
数据采集单元13与至少一个的混凝土自动转运设备4的第三控制器41通讯连接,数据采集单元13实时采集每个混凝土自动转运设备4的工作任务状态和设备运行状态信息,并上传至生产调度数据计算处理单元11,生产调度数据计算处理单元11计算处理完成的混凝土转运起止地点等信息通过数据采集单元13下发至每个混凝土自动转运设备4,混凝土自动转运设备4根据这些信息,运转至相应位置,进行混凝土的装料和卸料。
本实施例中生产调度数据计算处理单元11采用以C#、C++、JAVA等软件开发平台开发的C/S(Client/Server,客户/服务器模式)结构的服务器端单元,或者以ASP、PHP、ASP.NET等软件编程开发平台开发的B/S(Browser/Server,浏览器/服务器模式)结构的服务器端;该生产调度数据计算处理单元可进行对数据采集单元数据读取写入,逻辑计算处理,实现对相连设备的逻辑控制。
第一操作及显示单元23和第二操作及显示单元32采用与生产调度数据计算处理单元11选择C/S结构或B/S结构的对应的客户端或浏览器端。选择准则是:生产调度数据计算处理单元11如果采用的C/S结构的服务器端,则第一操作及显示单元23和第二操作及显示单元32则采用以C#、C++、JAVA等软件开发平台开发的C/S结构的客户端;生产调度数据计算处理单元11如果采用的B/S结构的服务器端单元,则第一操作及显示单元23和第二操作及显示单元32采用以ASP、PHP、ASP.NET等软件开发平台开发的B/S结构的浏览器端。该操作及显示单元可以进行信息显示,信息录入,报警提示等。
本发明还提供一种混凝土供应安排方法,可用混凝土供应管理系统实现,包括以下步骤:
S1:计算所需求的混凝土方量总和,需求信息输入设备21读取混凝土需求机构的混凝土需求型号、方量等数据信息,数据采集单元13实时采集此信息,并将数据信息上传至生产调度数据计算处理单元11,从而生产调度数据计算处理单元11可进行步骤S1。
生产调度数据计算处理单元11的数据采集单元13实时采集搅拌站的每个混凝土生产搅拌主机34的状态信息和运行数据,从而可进行以下步骤的处理。同时将生产调度数据计算处理单元11计算处理完成的生产订单信息数据下发至搅拌站的第二控制器33,第二控制器33根据得到的信息安排对应的搅拌主机34进行混凝土生产。
S2:判断所需求的混凝土方量总和是否超过单个搅拌主机单次生产的混凝土总方量,
若是,则进入步骤S201:按第一方式和第二方式分别计算求得混凝土所需生产总次数,分别得到第一总次数M1和第二总次数M2;S202:比较第一总次数M1和第二总次数M2大小,判断第一总次数M1是否大于第二总次数M2,若是,则进入步骤S301;若否,则进入步骤S302;
若否,则进入步骤S302;
其中,第一方式为按照所需求的混凝土方量总和除以单个搅拌主机单次生产的最大方量计算取整求得初步生产次数,如果有余数,则在求出的初步生产次数的结果上加1,得第一总次数M1,若无余数,初步生产次数则为第一总次数M1;第二方式为将每个混凝土需求机构的需求量单独计算,其中,若单个混凝土需求机构所需求的混凝土方量小于等于单个搅拌主机单次生产的最大方量时,计作1次生产次数,若单个混凝土需求机构所需求的混凝土方量大于单个搅拌主机单次生产的最大方量时,将此单个混凝土需求机构所需求的混凝土方量除以单个搅拌主机单次生产的最大方量取整计算求得该混凝土需求机构的初步生产次数,如果有余数,则在整数结果上加1,得该混凝土需求机构的生产次数,若无余数,该混凝土需求机构的初步生产次数则为该混凝土需求机构的生产次数;将所有混凝土需求机构所需的生产次数相加,即得第二总次数M2;
S301:按第二方式所得的第二总次创建M2个混凝土要料订单;
S302:按第一方式所得的第二总次创建M1个混凝土要料订单;
S4:采集所有搅拌主机运行信息,对于单个混凝土要料订单选择能为其提供生产混凝土的搅拌主机,并将混凝土要料订单排序至选定的搅拌主机已有的订单序列中。
步骤S4中,对于单个混凝土要料订单选择搅拌主机并将混凝土要料订单排序至选定的搅拌主机已有的订单序列中的具体包括以下步骤:
S401:确定能为混凝土要料订单提供混凝土生产的搅拌主机,比较选定的各搅拌主机的等待预估时间,选择等待预估时间最少的搅拌主机为执行搅拌主机;其中,等待预估时间为完成混凝土要料订单中所有混凝土生产及送达至混凝土需求点的时间;
S402:比较执行搅拌主机的等待预估时间和混凝土需求点对混凝土的要求送达时限,若执行搅拌主机的等待预估时间小于要求送达时限,则将该混凝土要料订单排序至执行搅拌主机所有已排序订单的末尾,若执行搅拌主机的等待预估时间大于等于要求送达时限,则对该混凝土要料订单和执行搅拌主机已排序订单的混凝土需求点的优先等级进行比较;当该混凝土要料订单优先等级高于其中某些已排序订单的优先等级,则将该混凝土要料订单排序至这些订单的前面,当该混凝土要料订单优先等级低于其中某些已排序订单的优先等级,则会排序到这些订单的后面,当该混凝土要料订单优先等级等于其中某些已排序订单的优先等级,则根据要料订单的启动要料时间点时间先后顺序进行排序,要料订单启动要料时间点早的会将排序序号排在前面,时间晚的会将排序序号排在后面;
对于该混凝土要料订单和执行搅拌主机已排序订单的优先等级确定规则为:根据混凝土需求点的要料时间点加上要求送达时限时间,算出精确的混凝土送达截止时间点,送达截止时间点越早越优先,该混凝土需求点对应的要料订单排序优先等级也越高。
混凝土要料订单包括要料时间、混凝土订单编号、混凝土需求点、混凝土要料型号、混凝土要料方量等信息。
还包括步骤S5:安排混凝土自动转运设备将生产好的混凝土从搅拌主机处接料然后转运至混凝土需求点卸料处卸料。
对于本步骤,执行时,生产调度数据计算处理单元11通过第三控制器41和数据采集单元13实时采集每个混凝土自动转运设备的工作任务状态和设备运行状态信息,生产调度数据计算处理单元11再计算处理完成的混凝土转运起止地点等信息下发至每个第三控制器41,从而控制混凝土自动转运设备,混凝土自动转运设备根据这些信息,运转至相应位置,进行混凝土的装料和卸料。
本发明中,排序的混凝土要料订单会被存储在数据库12中,同时工艺生产数据可显示在生产调度数据计算处理单元11连接的显示及操作单元(未图示)中或其他操作及显示单元,工作人员也可手动调整要料订单的排序,可以对所有未生产的要料订单前移、后移、删除订单操作,也可以手动新增要料订单。增加了调整排产的灵活性,也为在生产过程中出现异常情况,做好了应对准备。
以上详细描述了本发明的较佳具体实施例。应当理解,本领域的普通技术人员无需创造性劳动就可以根据本发明的构思作出诸多修改和变化。因此,凡本技术领域中技术人员依本发明的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
- 一种混凝土供应管理系统及混凝土供应安排方法
- 一种供应链环境下预制混凝土构件的双层调度方法