一种水龙头把手焊接设备及其工作方法
文献发布时间:2023-06-19 09:26:02
技术领域
本发明涉及水龙头领域,尤其涉及一种水龙头把手焊接设备及其工作方法。
背景技术
水龙头是水阀的通俗称谓,用来控制水流的大小开关,有节水的功效。水龙头的更新换代速度非常快,从老式铸铁工艺发展到电镀旋钮式的,又发展到不锈钢单温单控水龙头、不锈钢双温双控龙头、厨房半自动龙头。现在,越来越多的消费者选购水龙头,都会从材质、功能、造型等多方面来综合考虑。
水龙头把手是水龙头中一个必不可少的部件,其一般由把手板和设置在把手板一端的把手芯制成,把手芯外侧套接有把手环;其中,把手芯主要用于与控水阀芯的旋转开关相连接;现有市场上的水龙头把手在进行生产时均为人工焊接操作,其费时费力且生产效率较低,无法满足水龙头的生产需求,有必要对其进行改进。
发明内容
本发明目的是针对上述问题,提供一种结构简单、操作便利的水龙头把手焊接设备及其工作方法。
为了实现上述目的,本发明的技术方案是:
一种水龙头把手焊接设备,包括工作台、旋转电机、转台;旋转电机固定连接在工作台上,转台位于工作台上方,旋转电机的输出轴与转台的中心位置固定连接,转台上等间距设置有四个工位组件;所述工位组件包括工位电机、放置台,工位电机固定连接在转台下端面,工位电机的输出轴穿过转台后与位于转台上方的放置台固定连接;所述转台外侧沿转台的圆周方向依次设置有第一加工组件、第二加工组件、收料组件,第一加工组件、第二加工组件、收料组件分别设置在三个依次相连的工位组件外侧。
进一步的,所述放置台上设置有放置凹槽,放置凹槽的内径与把手板的外径相适配,放置凹槽两侧设置有限位钉,限位钉底端与放置台固定连接。
进一步的,所述第一加工组件包括第一夹持机构、第一激光焊机、第一震动送料盘,第一夹持机构、第一激光焊机、第一震动送料盘均固定在工作台上,第一震动送料盘内放置有若干个把手芯,第一夹持机构位于第一震动送料盘一侧,第一夹持机构将第一震动送料盘内的把手芯放置到位于放置凹槽内的把手板上,第一激光焊机的焊接出口朝向把手板与把手芯的连接处。
进一步的,所述第二加工组件包括第二夹持机构、第二激光焊机、第二震动送料盘,第二夹持机构、第二激光焊机、第二震动送料盘均固定在工作台上,第二震动送料盘内放置有若干个把手环,第二夹持机构位于第二震动送料盘一侧,第二夹持机构将第二震动送料盘内的把手环放置到位于放置凹槽内的把手板上,第二激光焊机的焊接出口朝向把手板与把手环的连接处。
进一步的,所述收料组件包括储料箱、第三夹持机构,第三夹持机构固定在工作台上,储料箱放置于第三夹持机构一侧,第三夹持机构将焊接后的水龙头把手成品从放置凹槽内取出并放入储料箱内。
进一步的,所述第一夹持机构、第二夹持机构、第三夹持机构均包括支撑杆、升降气缸、气缸固定座、移动气缸、连接座、电磁铁,支撑杆底端固定连接在工作台上端,支撑杆顶端与升降气缸固定连接,升降气缸的气缸推杆通过气缸固定座与移动气缸固定连接,移动气缸的气缸推杆与连接座固定连接,连接座底端可转动连接有电磁铁。
一种水龙头把手焊接设备的工作方法,包括以下步骤:
S1、在其中一个放置台的放置凹槽内人工放置把手板;
S2、控制旋转电机带动转台旋转,令放置有把手板的放置台旋转到第一加工组件的位置;
S3、第一夹持机构从第一震动送料盘内拿取把手芯并将其放置在把手板上,同时对其进行按压操作;
S4、第一激光焊机对把手板和把手芯进行焊接操作,同时该放置台所属的工位电机带动放置台旋转360度,实现把手芯底端的全面焊接;
S5、第一夹持机构离开把手芯,旋转电机再次带动转台旋转,令焊接把手芯后的把手板连同放置台旋转到第二加工组件的位置;
S6、第二夹持机构从第二震动送料盘内拿取把手环并将其放置在把手板上,同时对其进行按压操作;
S7、第二激光焊机对把手板和把手环进行焊接操作,同时该放置台所属的工位电机带动放置台旋转360度,实现把手环底端的全面焊接;
S8、第二夹持机构离开把手环,旋转电机再次带动转台旋转,令水龙头把手成品连同放置台旋转到收料组件的位置;
S9、第三夹持机构将水龙头把手成品从放置凹槽内取出并放置到储料箱内,完成水龙头把手的焊接操作。
与现有技术相比,本发明具有的优点和积极效果是:
本发明通过采用在转台上设置四个工位组件且在转台外侧设置第一加工组件、第二加工组件、收料组件的设计,使得在进行水龙头把手的生产操作时,人们只需将把手板放置在放置台的放置凹槽内,然后在转台的转动下令放置台依次经过第一加工组件进行把手芯焊接、经过第二加工组件进行把手环焊接、经过收料组件进行收料操作,简单快捷的实现了水龙头把手的焊接操作,其操作步骤省时省力,给水龙头把手的生产操作带来了便利,同时本发明中的四个工位组件可以同时在第一加工组件、第二加工组件、收料组件位置进行各项操作,相当于将水龙头把手的生产速度提高了四倍,提高了水龙头把手的生产效率,进一步提高了本发明的使用效果。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
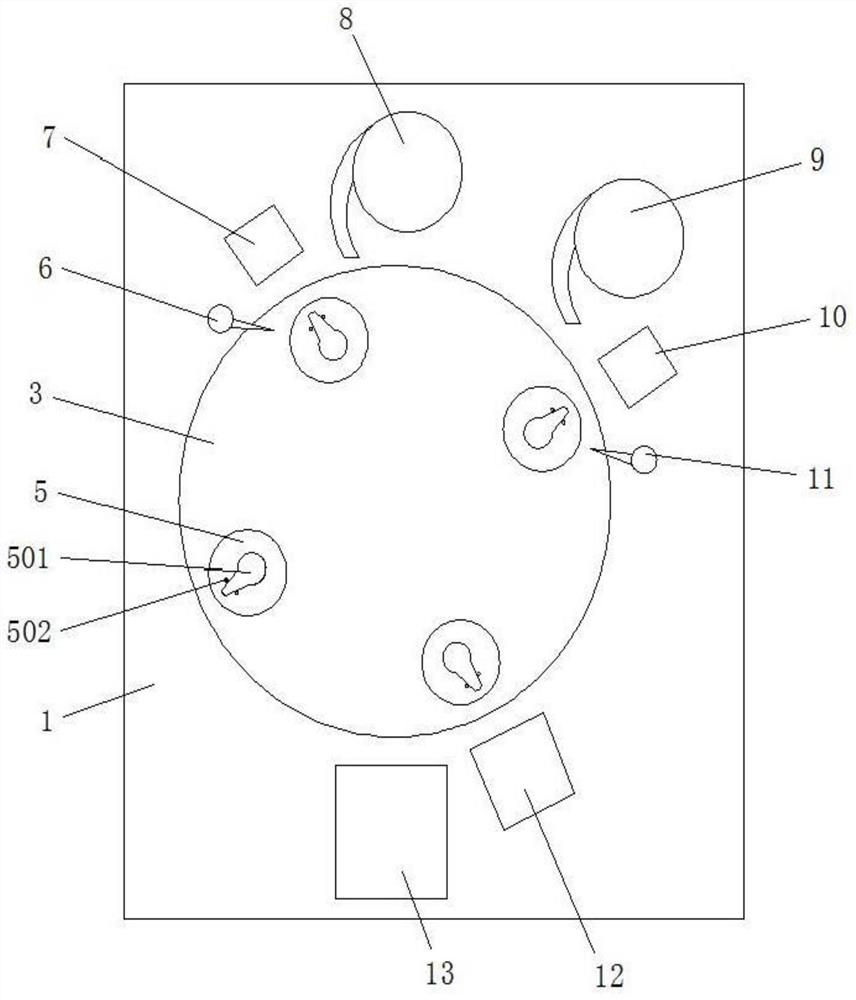
图1为水龙头把手焊接设备的俯视结构图;
图2为工作台与工位组件的连接结构图;
图3为第一加工组件的结构示意图;
图4为水龙头把手的加工流程步骤图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
如图1至图4所示,本实施例中的水龙头把手焊接设备,包括工作台1、旋转电机2、转台3;旋转电机2固定连接在工作台1上,转台3位于工作台1上方,旋转电机2的输出轴与转台3的中心位置固定连接,转台3上等间距设置有四个工位组件;所述工位组件包括工位电机4、放置台5,工位电机4固定连接在转台3下端面,工位电机4的输出轴穿过转台3后与位于转台3上方的放置台5固定连接;所述转台3外侧沿转台3的圆周方向依次设置有第一加工组件、第二加工组件、收料组件,第一加工组件、第二加工组件、收料组件分别设置在三个依次相连的工位组件外侧。
所述放置台5上设置有放置凹槽501,放置凹槽501的内径与把手板14的外径相适配,放置凹槽501两侧设置有限位钉502,限位钉502底端与放置台5固定连接。放置凹槽和限位钉可以对放置板的位置进行限制,避免了把手板的位置在加工过程中出现移动,使得水龙头把手在加工过程中各个部件的连接位置可以更加精准,进一步提高了本发明的使用效果。
所述第一加工组件包括第一夹持机构7、第一激光焊机6、第一震动送料盘8,第一夹持机构7、第一激光焊机6、第一震动送料盘8均固定在工作台1上,第一震动送料盘8内放置有若干个把手芯15,第一夹持机构7位于第一震动送料盘8一侧,第一夹持机构7将第一震动送料盘8内的把手芯15放置到位于放置凹槽501内的把手板14上,第一激光焊机6的焊接出口朝向把手板14与把手芯15的连接处。
所述第二加工组件包括第二夹持机构10、第二激光焊机11、第二震动送料盘9,第二夹持机构10、第二激光焊机11、第二震动送料盘9均固定在工作台1上,第二震动送料盘9内放置有若干个把手环16,第二夹持机构10位于第二震动送料盘9一侧,第二夹持机构10将第二震动送料盘9内的把手环16放置到位于放置凹槽501内的把手板14上,第二激光焊机11的焊接出口朝向把手板14与把手环16的连接处。
所述收料组件包括储料箱13、第三夹持机构12,第三夹持机构12固定在工作台5上,储料箱13放置于第三夹持机构12一侧,第三夹持机构12将焊接后的水龙头把手成品从放置凹槽501内取出并放入储料箱13内。
所述第一夹持机构、第二夹持机构、第三夹持机构的结构相一致,以第一夹持机构为例进行说明,其包括支撑杆701、升降气缸702、气缸固定座706、移动气缸703、连接座704、电磁铁705,支撑杆701底端固定连接在工作台1上端,支撑杆701顶端与升降气缸702固定连接,升降气缸702的气缸推杆通过气缸固定座706与移动气缸703固定连接,移动气缸703的气缸推杆与连接座704固定连接,连接座704底端可转动连接有电磁铁705。
升降气缸可以带动移动气缸进行升降操作,移动气缸可以带动连接座进行横向移动操作,电磁铁可以通过通电状态来实现对各个配件的拿放操作;升降气缸、移动气缸可以实现对各个配件的移动操作;升降气缸、移动气缸可以在需要拿取配件的时候将电磁铁移动到配件上方,令电磁铁通电后吸取配件,然后控制升降气缸、移动气缸移动到所需放置的位置,令电磁铁断电后放下配件,同时在第一加工组件、第二加工组件中,电磁铁压在配件上不离开,在放置台旋转时电磁铁随同放置台一起旋转,保证了在焊接过程中配件不发生移动,进一步提高了本发明的使用效果。
本实施例中水龙头把手焊接设备的工作步骤如下:
S1、在其中一个放置台5的放置凹槽501内人工放置把手板14;
S2、控制旋转电机2带动转台3旋转,令放置有把手板14的放置台5旋转到第一加工组件的位置;
S3、第一夹持机构7从第一震动送料盘8内拿取把手芯15并将其放置在把手板14上,同时对把手芯15进行按压操作;
S4、第一激光焊机6对把手板14和把手芯15进行焊接操作,同时该放置台5所属的工位电机4带动放置台5旋转360度,实现把手芯15底端的全面焊接;
S5、第一夹持机构7离开把手芯15,旋转电机2再次带动转台3旋转,令焊接把手芯15后的把手板14连同放置台5旋转到第二加工组件的位置;
S6、第二夹持机构10从第二震动送料盘9内拿取把手环16并将其放置在把手板14上,同时对把手环16进行按压操作;
S7、第二激光焊机11对把手板14和把手环16进行焊接操作,同时该放置台5所属的工位电机4带动放置台5旋转360度,实现把手环16底端的全面焊接;
S8、第二夹持机构10离开把手环16,旋转电机2再次带动转台3旋转,令水龙头把手成品连同放置台5旋转到收料组件的位置;
S9、第三夹持机构12将水龙头把手成品从放置凹槽501内取出并放置到储料箱13内,完成水龙头把手的焊接操作。
本发明通过采用在转台上设置四个工位组件且在转台外侧设置第一加工组件、第二加工组件、收料组件的设计,使得在进行水龙头把手的生产操作时,人们只需将把手板放置在放置台的放置凹槽内,然后在转台的转动下令放置台依次经过第一加工组件进行把手芯焊接、经过第二加工组件进行把手环焊接、经过收料组件进行收料操作,简单快捷的实现了水龙头把手的焊接操作,其操作步骤省时省力,给水龙头把手的生产操作带来了便利,同时本发明中的四个工位组件可以同时在第一加工组件、第二加工组件、收料组件位置进行各项操作,相当于将水龙头把手的生产速度提高了四倍,提高了水龙头把手的生产效率,进一步提高了本发明的使用效果。
- 一种水龙头把手焊接设备及其工作方法
- 一种水龙头把手焊接设备