一种软包电池全自动拆码垛及扫码分选机
文献发布时间:2023-06-19 09:29:07
技术领域
本发明涉及一种软包电池全自动拆码垛及扫码分选机,属于软包电池测试设备的技术领域。
背景技术
软包电池是锂电池的一种,其所用的关键材料:正极材料、负极材料及隔膜,与传统的钢壳、铝壳电池之间的区别不大。最大的不同之处在于软包装材料(铝塑复合膜),软包锂电池只是在液态锂离子电池套上一层聚合物外壳,在结构上采用铝塑膜包装。
软包电池在生产完成后需要对其进行测试分选,其中分选出的良品进行出货,分选不良品进行等级划分,然后根据实际情况进行处理。在软包分选过程中,考虑到人力成本与时间成本,分选动作需要全自动进行,且分选需要适应多种型号软包电池。
在发明专利中(专利号:CN210207727U),涉及一种锂电池分选设备,先输送电池,然后扫码及测试电池,最后通过转运机构输送出良品电池,并通过翻转机构输出不良电池,该分选设备是利用输送带进行输送电池,且无法做到自动对电池托盘进行拆码垛,设备运送效率较低。
发明内容
为了解决这一问题,本发明提出了一种软包电池全自动拆码垛及扫码分选机,其可以兼容多种型号尺寸的软包电池,在调整软包电池位置的同时,还可以进行扫码、整形、定位等功能,集多种功能于一体,兼容性强,适应范围广。
本发明所述的一种软包电池全自动拆码垛及扫码分选机,其特征在于,包括:
下机架组件,上部设有一安装平台,安装平台上设置有倍速链组件安装位和至少一个NG工位安装位,其中NG工位安装位沿倍速链组件安装位的安装轴向并排设置于倍速链组件安装位旁,用于安装倍速链组件和NG电池运载组件;下机架组件的内部设置有NG走线槽、电气原件安装位,用于支撑分选机的其他部件;
倍速链组件,包括倍速链传动机构、托盘拆垛机构、托盘分选机构以及托盘码垛机构,其中所述倍速链传动机构铺装于下机架组件的倍速链组件安装位处;所述倍速链传动机构沿倍速链传动机构的运输方向上依次设有托盘拆垛机构、托盘分选机构和托盘码垛机构,用于电池托盘的拆码垛输送及电池信息扫码;
NG电池运载组件,包括NG工位底板、NG工位阻挡部件以及电池装载组件,其中NG工位底板并排铺设于倍速链组件旁的NG工位上,其输入端延伸至倍速链组件处;所述NG工位阻挡部件设置于NG工位底板的输入端部,用于对电池装载机构进行阻挡限位;所述电池装载组件滑动设置于NG工位底板上,用于装载并夹持经机械手组件搬运的NG电池;
机械手组件,设置于倍速链组件与NG工位的上方,用于将从所述倍速链组件的电池托盘中取出的NG电池并转移到NG工位的NG电池运载组件上,包括方管立柱组件、机械手Z轴模组、机械X轴模组和机械手Y轴模组,机械手Y轴模组通过方管立柱组件支撑于倍速链组件与NG工位的上方,用于驱动机械X轴模组进行Y轴运动;机械手X轴模组连接在所述机械手Y轴模组的Y轴移动件上,用于驱动机械手Z轴模组进行X轴运动;所述机械手Z轴模组连接在所述机械X轴模组的X轴移动件上,用于夹取电池进行Z轴运动;
以及控制器,设置于安装平台的电气原件安装位处,其信号输出端分别与倍速链组件的控制端、NG电池运载组件的控制端以及机械手组件的控制端电连接,用于控制倍速链组件、NG电池运载组件以及机械手组件工作以实现对电池的分选。
所述机械手Z轴模组包括用于夹持软包电池的夹子组件、用于安装夹子组件的夹子安装板、用于驱动机械手Z轴模组进行升降运动的Z轴驱动电缸模组和用于安装Z轴驱动电缸模组的Z轴模组安装底板,所述Z轴驱动电缸模组固装于机械X轴模组的X轴移动件上,Z轴模组安装底板固装于Z轴驱动电缸模组上,所述夹子安装板与所述Z轴模组安装底板相互连接,通过加强筋来加强两者之间的强度,使得夹子安装板可随Z轴模组安装底板沿Z轴垂直升降;所述夹子组件共两套,对称安装于夹子安装板的两端部,两套夹子组件的下端正对形成可用于夹持电池的夹爪。
所述机械手X轴模组包括用于驱动机械手X轴模组进行X轴运动的X轴驱动电缸模组、用于安装X轴驱动电缸模组的X轴电缸模组安装板、用于安装机械手Z轴模组的Z轴模组安装板、用于机械手X轴模组进行X轴运动导向的X轴滑块安装板和用于连接机械手Y轴模组的Y轴模组安装板,所述X轴滑块安装板通过方管立柱组件支撑在倍速链组件与NG工位的上方,并定义X轴滑块安装板轴向为X轴方向,用于引导Z轴模组安装板沿其轴向滑动;所述Z轴模组安装板作为X轴移动件安装在X轴驱动电缸模组上,并且所述Z轴模组安装板与X轴滑块安装板滑动配合,使得Z轴模组安装板在X轴驱动电缸模组的驱动下沿X轴滑块安装板轴向滑动;所述X轴驱动电缸模组通过底部的Y轴模组安装板与所述机械手Y轴模组的Y轴移动件相连,使得整个机械手X轴模组可在Y轴移动件带动下沿机械手Y轴模组的轴向滑动以调整机械手X轴模组的Y轴位置。
所述机械手Y轴模组包括用于机械手X轴模组进行Y轴运动导向的Y轴模组导向板、用于驱动机械手X轴模组进行Y轴运动的Y轴模组减速机、用于支撑Y轴模组减速机的减速机机立柱以及机械手X轴模组Y轴移动安全感应板,所述Y轴模组减速机通过减速机立柱架装于安装平台的倍速链组件上方,Y轴模组减速机为双输出轴减速机,且Y轴模组减速机的两输出轴分别配置一块Y轴模组导向板,所述Y轴模组导向板通过方管支撑组件支撑在倍速链组件与NG工位的上方,并且定义Y轴模组导向板轴向为Y轴方向;所述输出轴与滑动设置于Y轴模组导向板上的Y轴模组安装板固连,使得整个机械手X轴模组可沿Y轴模组导向板轴向移动;所述Y轴移动安全感应板设置在Y轴模组导向板上,用于检测机械手X轴模组是否正常滑动。
所述NG电池运载组件有四组,用于对软包电池进行四等级NG;所述NG工位阻挡部件包括NG工位挡块、挡块防撞尼龙板以及挡块加强筋,所述电池装载组件包括电池装载机构、装载机构导向组件和电池装载夹持机构,所述NG工位底板朝向电池输入端依次设有挡块加强筋、NG工位挡块和挡块防撞尼龙板,所述挡块加强筋用于固定所述NG工位挡块,对所述电池装载机构进行限位;所述挡块防撞尼龙板用于缓冲电池装载机构夹持过程中产生的压力,防止工件损坏;所述电池装载机构设置在挡块防撞尼龙板和电池装载夹持机构之间,并且电池装载机构上设有若干个格挡,用于夹持经机械手组件转运的NG电池;所述NG工位底板上下两侧对称设置有一组装载机构导向组件,用于对电池装载机构抽拉时进行导向,所述电池装载夹持机构设置在NG工位底板朝向电池输出端上,用于将电池装载机构进行夹持固定。
所述电池装载机构包括装载基板、电池隔板和光电传感器组件,所述装载基板滑动设置在两个装载机构导向组件之间,所述装载基板上均匀分布设置有多个电池隔板,相邻电池隔板之间留有格挡,用于将分选出的软包电池进行收集,所述光电传感器组件设置在电池输入端,并设置于装载基板的下方,用于检测电池隔板上装有软包电池之后才开始下一道工序。
所述的装载机构导向组件包括导向板、导向盖板和滚轴部件,所述导向板固定设置在NG工位底板上,所述导向板上均匀分布设置有多个滚轴部件,用于对所述装载基板在装配和拆卸时进行导向;所述导向板上固定设有导向盖板,用于防止杂质掉落在滚轴部件上,导致在装载基板在装配和拆卸时容易磨损工件。
所述的电池装载夹持机构包括夹具和调节螺钉阻挡机构,所述NG工位底板输出端上设有一组夹具,用于在所述装载基板装配时进行夹持固定,所述调节螺钉阻挡机构设置在所述装载基板上,用于在装载基板夹持固定后的位置进行定位。
所述倍速链传动机构包括铝型材组件、倍速链、主动链轮组件和被动链轮组件,所述铝型材组件铺装于倍速链组件安装位上,并且所述铝型材组件侧端设有扫码器部件和托盘测定位机构;所述主动链轮组件通过铺设于铝型材组件上的倍速链与被动链轮组件相连接,用于实现动力在倍速链上的传递;所述扫码部件的扫描端口对准铝型材组件上的电池,用于对软包电池进行扫描;所述托盘测定位机构设置在铝型材组件上,用于对软包电池等级分选时,调整托盘位置对软包电池进行装载;
所述托盘拆垛机构包括拆垛顶升机构、顶升阻挡限位机构、侧顶机构夹子组件和二次托盘组件,所述拆垛顶升机构安装在二次托盘组件的正下方,用于将托盘顶起,运至分选,所述二次托盘组件的前后两侧中心对称分别设有两个顶升阻挡限位机构,用于控制托盘的运动方向,所述二次托盘组件左右两侧对称设有侧顶机构夹子组件,用于夹持托盘;
所述托盘分选机构包括缓存阻挡机构组件、倍速链阻挡顶升机构、倍速链顶升总装,两个相对的所述铝型材组件底部均匀分布设有六个缓存阻挡机构组件和四个倍速链阻挡顶升机构,用于托盘在抵达下一道工序时控制托盘运输的位置和工序操作的时间;所述倍速链顶升总装设置在托盘分选机构中段位置,并且固定在所述两个相对的铝型材组件底部;
所述托盘码垛机构的组件与所述托盘拆垛机构的组件结构相同,不同之处在于托盘码垛机构以及托盘码垛机构的动作部运动方向相反。
利用本发明所述该软包电池全自动拆码垛及扫码分选机进行动作说明:两层堆叠的电池托盘从倍速链进行拆垛、扫码、分选、码垛,良品通过电池托盘码垛后输出,不良品通过NG机械手分选成四个不良等级。
本发明的有益效果是:该软包电池全自动拆码垛及扫码分选机在电池托盘运输的过程中,可以实现电池托盘拆垛与码垛自动化,节省人工拆码垛的时间。同时。同时,该装置全自动拆码垛具有较高的稳定性和安全性,使分选机运动精确度高、工位节拍快,能提高效率,节约人力资源成本。此外,该装置可根据扫码结果可自行对多种型号软包电池进行NG等级分选,具有适用范围广、兼容性强等优点。
附图说明
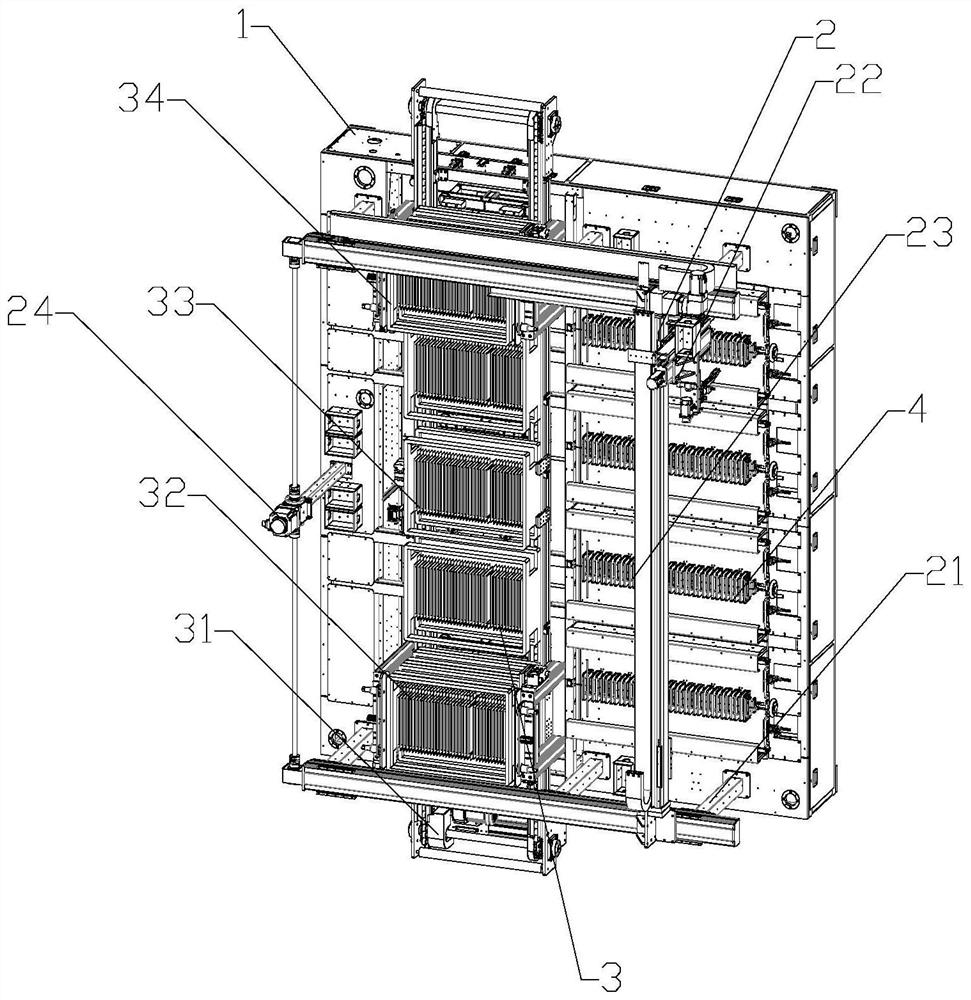
图1是本分选机的结构图;
图2是本分选机的俯视图;
图3是该分选机的机械手组件的结构图;
图4是该分选机的机械手组件的俯视图;
图5是该机械手组件的机械手Z轴模组的结构图;
图6是该机械手组件的机械手Z轴模组的主视图;
图7是该机械手组件的机械手X轴模组的结构图;
图8是该机械手组件的机械手Y轴模组的结构图;
图9是该分选机的倍速链组件的结构图;
图10是该分选机的倍速链组件的俯视图;
图11是该分选机的倍速链组件的左视图;
图12是该分选机的NG电池运载组件的结构图;
图13是该分选机的NG电池运载组件的俯视图;
图14是该分选机的NG电池运载组件的主视图。
具体实施方式
下面结合附图进一步说明本发明。
参照附图:
实施例1本发明所述的一种软包电池全自动拆码垛及扫码分选机,包括:
下机架组件1,上部设有一安装平台,安装平台上设置有倍速链组件安装位和至少一个NG工位安装位,其中NG工位安装位沿倍速链组件安装位的安装轴向并排设置于倍速链组件安装位旁,用于安装倍速链组件和NG电池运载组件;下机架组件的内部设置有NG走线槽、电气原件安装位,用于支撑分选机的其他部件;
倍速链组件3,包括倍速链传动机构、托盘拆垛机构、托盘分选机构以及托盘码垛机构,其中所述倍速链传动机构铺装于下机架组件的倍速链组件安装位处;所述倍速链传动机构沿倍速链传动机构的运输方向上依次设有托盘拆垛机构、托盘分选机构和托盘码垛机构,用于电池托盘的拆码垛输送及电池信息扫码;
NG电池运载组件4,包括NG工位底板41、NG工位阻挡部件以及电池装载组件,其中NG工位底板并排铺设于倍速链组件旁的NG工位上,其输入端延伸至倍速链组件处;所述NG工位阻挡部件设置于NG工位底板的输入端部,用于对电池装载机构进行阻挡限位;所述电池装载组件滑动设置于NG工位底板上,用于装载并夹持经机械手组件搬运的NG电池;
机械手组件2,设置于倍速链组件与NG工位的上方,用于将从所述倍速链组件的电池托盘中取出的NG电池并转移到NG工位的NG电池运载组件上,包括方管立柱组件21、机械手Z轴模组22、机械X轴模组23和机械手Y轴模组24,机械手Y轴模组通过方管立柱组件支撑于倍速链组件与NG工位的上方,用于驱动机械X轴模组进行Y轴运动;机械手X轴模组连接在所述机械手Y轴模组的Y轴移动件上,用于驱动机械手Z轴模组进行X轴运动;所述机械手Z轴模组连接在所述机械X轴模组的X轴移动件上,用于夹取电池进行Z轴运动;
以及控制器,设置于安装平台的电气原件安装位处,其信号输出端分别与倍速链组件的控制端、NG电池运载组件的控制端以及机械手组件的控制端电连接,用于控制倍速链组件、NG电池运载组件以及机械手组件工作以实现对电池的分选。
所述机械手Z轴模组22包括用于夹持软包电池的夹子组件221、用于安装夹子组件的夹子安装板222、用于驱动机械手Z轴模组进行升降运动的Z轴驱动电缸模组223和用于安装Z轴驱动电缸模组的Z轴模组安装底板224,所述Z轴驱动电缸模组固装于机械X轴模组的X轴移动件上,Z轴模组安装底板固装于Z轴驱动电缸模组上,所述夹子安装板与所述Z轴模组安装底板相互连接,通过加强筋来加强两者之间的强度,使得夹子安装板可随Z轴模组安装底板沿Z轴垂直升降;所述夹子组件共两套,对称安装于夹子安装板的两端部,两套夹子组件的下端正对形成可用于夹持电池的夹爪。
所述机械手X轴模组23包括用于驱动机械手X轴模组进行X轴运动的X轴驱动电缸模组231、用于安装X轴驱动电缸模组的X轴电缸模组安装板232、用于安装机械手Z轴模组的Z轴模组安装板233、用于机械手X轴模组进行X轴运动导向的X轴滑块安装板234和用于连接机械手Y轴模组的Y轴模组安装板235,所述X轴滑块安装板通过方管立柱组件支撑在倍速链组件与NG工位的上方,并定义X轴滑块安装板轴向为X轴方向,用于引导Z轴模组安装板沿其轴向滑动;所述Z轴模组安装板作为X轴移动件安装在X轴驱动电缸模组上,并且所述Z轴模组安装板与X轴滑块安装板滑动配合,使得Z轴模组安装板在X轴驱动电缸模组的驱动下沿X轴滑块安装板轴向滑动;所述X轴驱动电缸模组通过底部的Y轴模组安装板与所述机械手Y轴模组的Y轴移动件相连,使得整个机械手X轴模组可在Y轴移动件带动下沿机械手Y轴模组的轴向滑动以调整机械手X轴模组的Y轴位置。
所述机械手Y轴模组24包括用于机械手X轴模组进行Y轴运动导向的Y轴模组导向板241、用于驱动机械手X轴模组进行Y轴运动的Y轴模组减速机242、用于支撑Y轴模组减速机的减速机立柱243以及机械手X轴模组Y轴移动安全感应板,所述Y轴模组减速机通过减速机立柱架装于安装平台的倍速链组件上方,Y轴模组减速机为双输出轴减速机,且Y轴模组减速机的两输出轴分别配置一块Y轴模组导向板,所述Y轴模组导向板通过方管支撑组件支撑在倍速链组件与NG工位的上方,并且定义Y轴模组导向板轴向为Y轴方向;所述输出轴与滑动设置于Y轴模组导向板上的Y轴模组安装板固连,使得整个机械手X轴模组可沿Y轴模组导向板轴向移动;所述Y轴移动安全感应板设置在Y轴模组导向板上,用于检测机械手X轴模组是否正常滑动。
所述NG电池运载组件4有四组,用于对软包电池进行四等级NG;所述NG工位阻挡部件包括NG工位挡块42、挡块防撞尼龙板43以及挡块加强筋44,所述电池装载组件包括电池装载机构45、装载机构导向组件46和电池装载夹持机构47,所述NG工位底板朝向电池输入端依次设有挡块加强筋、NG工位挡块和挡块防撞尼龙板,所述挡块加强筋用于固定所述NG工位挡块,对所述电池装载机构进行限位;所述挡块防撞尼龙板用于缓冲电池装载机构夹持过程中产生的压力,防止工件损坏;所述电池装载机构设置在挡块防撞尼龙板和电池装载夹持机构之间,并且电池装载机构上设有若干个格挡,用于夹持经机械手组件转运的NG电池;所述NG工位底板上下两侧对称设置有一组装载机构导向组件,用于对电池装载机构抽拉时进行导向,所述电池装载夹持机构设置在NG工位底板朝向电池输出端上,用于将电池装载机构进行夹持固定。
所述倍速链传动机构31包括铝型材组件311、倍速链316、主动链轮组件312和被动链轮组件313,所述铝型材组件铺装于倍速链组件安装位上,并且所述铝型材组件侧端设有扫码部件314和托盘测定位机构315;所述主动链轮组件通过铺设于铝型材组件上的倍速链与被动链轮组件相连接,用于实现动力在倍速链上的传递;所述扫码部件的扫描端口对准铝型材组件上的电池,用于对软包电池进行扫描;所述托盘测定位机构设置在铝型材组件上,用于对软包电池等级分选时,调整托盘位置对软包电池进行装载;
所述托盘拆垛机构32包括拆垛顶升机构321、顶升阻挡限位机构322、侧顶机构夹子组件323和二次托盘组件324,所述拆垛顶升机构安装在二次托盘组件的正下方,用于将托盘顶起,运至分选,所述二次托盘组件的前后两侧中心对称分别设有两个顶升阻挡限位机构,用于控制托盘的运动方向,所述二次托盘组件左右两侧对称设有侧顶机构夹子组件,用于夹持托盘;
所述托盘分选机构33包括缓存阻挡机构组件331、倍速链阻挡顶升机构332、倍速链顶升总装333,两个相对的所述铝型材组件底部均匀分布设有六个缓存阻挡机构组件和四个倍速链阻挡顶升机构,用于托盘在抵达下一道工序时控制托盘运输的位置和工序操作的时间;所述倍速链顶升总装设置在托盘分选机构中段位置,并且固定在所述两个相对的铝型材组件底部;
所述托盘码垛机构34的组件与所述托盘拆垛机构的组件结构相同,不同之处在于托盘码垛机构以及托盘码垛机构的动作部运动方向相反。
实施例2本发明所述的软包电池全自动拆码垛及扫码分选机,包括:从图1-12看出,
本发明提出的一种软包电池全自动拆码垛及扫码分选机,包括下机架组件1、倍速链组件3、NG电池运载组件4、机械手组件2以及控制器,其中,下机架组件1,是整个分选机的结构支撑部件;下机架组件1的上方一侧设置倍速链组件3,用于电池托盘的拆码垛输送及电池信息扫码;下机架组件1的上方另一侧设置NG工位,NG工位上配装NG电池运载组件4,与倍速链组件3相对,用于电池的NG等级分选;机械手组件2设置于倍速链组件3与NG工位4的上方,用于将电池托盘里的NG电池夹取至NG工位4,倍速链组件3、NG电池运载组件4、机械手组件2均受控于控制器。
所述下机架组件1,是基础支撑部件,用于支撑分选机的其他部件,其下机架是由钢板、底部封板、机架下门等组成的箱式结构,其上设置有倍速链组件安装位、NG工位安装位,用于安装倍速链组件3和NG电池运载组件4,其内部设有NG走线槽、电气原件安装位,用于安装电气原件和/或控制器。
所述机械手组件2,是夹持软包电池的功能部件,用于将NG的软包电池从所述倍速链组件3的电池托盘中取出,并转移到NG电池运载组件4,包括方管立柱组件21、机械手Z轴模组22、机械X轴模组23和机械手Y轴模组24。所述方管立柱组件21,有六组,设置于机械手Y轴模组24的Y轴模组导向板241的正下方,用于支撑机械手组件2;所述机械手Z轴模组22连接在所述机械X轴模组23上,所述机械X轴模组23连接在所述机械手Y轴模组24上;所述机械手Z轴模组22是用于夹取电池的功能部件,可以进行Z轴运动;所述机械X轴模组23用于驱动所述机械手Z轴模组22进行X轴运动;所述机械手Y轴模组24用于驱动所述机械X轴模组23进行Y轴运动,进而带动所述机械手Z轴模组22进行Y轴运动;所述机械手组件2可进行三维运动,方便对各个方位的软包电池进行夹持。
所述机械手Z轴模组22包括用于夹持软包电池的夹子组件221、用于安装夹子组件221的夹子安装板222、用于驱动机械手Z轴模组22进行升降运动的Z轴驱动电缸模组223、用于安装Z轴驱动电缸模组223的Z轴模组安装底板224,所述夹子安装板222与所述Z轴模组安装底板224相互连接,通过加强筋来加强两者之间的强度。所述机械手Z轴模组22上还设置有PCB安装盒和气路电磁阀。
所述机械手X轴模组23包括用于驱动机械手X轴模组23进行X轴运动的X轴驱动电缸模组231、用于安装X轴驱动电缸模组231的电缸模组安装板232、用于安装机械手Z轴模组22的Z轴模组安装板233、用于机械手X轴模组23进行X轴运动导向的X轴滑块安装板234、用于连接机械手Y轴模组24的Y轴模组安装板235,所述机械手X轴模组23还设有坦克链装置、X轴安全感应装置、Y轴安全感应装置。当电缸模组231驱动时,机械手X轴模组22的Z轴模组安装板233在X轴滑块安装板234的导向下进行X轴运动,进而驱动机械手Z轴模组22进行X轴运动。
所述机械手Y轴模组24包括用于机械手X轴模组23进行Y轴运动导向的Y轴模组导向板241,用于驱动机械手X轴模组23进行Y轴运动的Y轴模组减速机242,用于支撑Y轴模组减速机242的减速机立柱243,所述机械手Y轴模组24还设有机械手X轴模组Y轴移动安全感应板。
所述倍速链组件包括用于输送电池托盘的倍速链传动机构31、用于将两层电池托盘进行拆垛的托盘拆垛机构32、用于对电池托盘中的软包电池进行扫码的托盘分选机构33、用于将两层电池托盘进行码垛的托盘码垛机构34,所述倍速链传动机构31主体上依次设有托盘拆垛机构32、托盘分选机构33和托盘码垛机构34。
所述倍速链传动机构31包括铝型材组件311、倍速链316、主动链轮组件312、被动链轮组件313,所述铝型材组件311侧端设有扫码器部件314、托盘测定位机构315,所述扫码部件314可对软包电池进行扫描,用于条码信息在极耳上的扫码,所述托盘测定位机构315,可对软包电池等级分选时,调整托盘位置对软包电池进行装载。
所述托盘拆垛机构32包括拆垛顶升机构321、顶升阻挡限位机构322、侧顶机构夹子组件323、二次托盘组件324,所述拆垛顶升机构321安装在二次托盘组件324的正下方,用于将托盘顶起,运至分选,所述二次托盘组件324的前后两侧中心对称分别设有两个顶升阻挡限位机构322,用于控制托盘的运动方向,所述二次托盘组件324左右两侧对称设有侧顶机构夹子组件323,用于夹持托盘。
所述托盘分选机构33包括缓存阻挡机构组件331、倍速链阻挡顶升机构332、倍速链顶升总装333,所述两个相对的铝型材组件311底部均匀分布设有六个缓存阻挡机构组件331和四个倍速链阻挡顶升机构332,用于托盘在抵达下一道工序时,可以控制托盘运输的位置和工序操作的时间,所述倍速链顶升总装333设置在托盘分选机构33中段位置,并且固定在所述两个相对的铝型材组件311底部。
所述托盘码垛机构34的组件与所述托盘拆垛机构32的组件相同,不同之处在于气缸工作状态是相反的。
所述机械手组件4有四组,用于对软包电池进行四等级NG,包括NG工位底板41、NG工位挡块42、挡块防撞尼龙板43、挡块加强筋44、电池装载机构45、装载机构导向组件46、电池装载夹持机构47。所述NG工位底板41朝向电池输入端依次设有挡块加强筋44、NG工位挡块42、挡块防撞尼龙板43,所述挡块加强筋44用于固定所述NG工位挡块42,对所述电池装载机构45进行限位,所述挡块防撞尼龙板43用于缓冲电池装载机构45夹持过程中产生的压力,防止工件损坏,所述NG工位底板41上下两侧对称设置有一组装载机构导向组件46,用于对电池装载机构45抽拉时进行导向,所述NG工位底板41朝向电池输出端上设有电池装载夹持机构47,用于将电池装载机构45进行夹持固定。
所述电池装载机构45包括装载基板451、电池隔板452、光电传感器组件453,所述装载基板451滑动设置在两个装载机构导向组件46之间,所述装载基板451上均匀分布设置有多个电池隔板452,用于将分选出的软包电池进行收集,所述光电传感器组件453设置在电池输入端,并设置于装载基板451的下方,用于检测电池隔板452上装有软包电池之后,才开始下一道工序。
所述装载机构导向组件46包括导向板461、导向盖板462、滚轴部件463,所述导向板461固定设置在NG工位底板上,所述导向板461上均匀分布设置有多个滚轴部件463,用于对所述装载基板451在装配和拆卸时进行导向,所述导向板461上固定设有导向盖板462,用于防止杂质掉落在滚轴部件463上,导致在装载基板451在装配和拆卸时容易磨损工件。
所述电池装载夹持机构47包括夹具471、调节螺钉阻挡机构472,所述NG工位底板输出端上设有一组夹具471,用于在所述装载基板451装配时进行夹持固定,所述调节螺钉阻挡机构472设置在所述装载基板451上,用于在装载基板451夹持固定后的位置进行定位。
本说明书实施例所述的内容仅仅是对发明构思的实现形式的列举,本发明的保护范围不应当被视为仅限于实施例所陈述的具体形式,本发明的保护范围也包括本领域技术人员根据本发明构思所能够想到的等同技术手段。
- 一种软包电池全自动拆码垛及扫码分选机
- 一种软包电池全自动拆码垛及扫码分选机