一种用于薄壁叶片叶尖加工的低熔点合金浇注夹具及方法
文献发布时间:2023-06-19 09:38:30
技术领域
本发明属于航空发动机叶片数控精密加工技术领域,具体涉及一种用于薄壁叶片叶尖加工的低熔点合金浇注夹具及方法。
背景技术
叶片是航空发动机的关键零部件之一,结构复杂并且几何精度高,其加工工艺复杂,在航空发动机制造中占有重要的地位。叶片为薄壁结构,叶片型面属于自由曲面,并且叶片的材料一般为难加工材料,这些无疑增加了叶片的制造难度。精密锻造作为一种高效低成本的工艺方法,已经广泛应用于航空发动机叶片毛坯制造领域。受限于目前的精锻技术,叶片的叶尖部位无法精锻成型,需要进行数控加工。因此,叶片叶尖加工对于夹具提出了很高的要求。叶片叶尖加工夹具要求夹紧力均匀,既要避免由于夹紧力过大而导致叶片型面变形,又要准确控制夹紧力避免叶片在铣削叶尖时候由于切削力而导致叶片发生窜动,从而影响叶片的加工精度。针对上述要求,有必要设计一种专用夹具,完成叶片叶尖的加工。
在中国专利201921272049.7中公开了“一种用于铣叶尖的夹具”。该夹具对于叶尖定位的组件包括叶尖定位块以及进气边定位块;叶尖压紧组件包括由油缸驱动且用于压紧叶尖的叶盆型面的叶尖压紧块,以及由气缸三驱动且用于压紧叶尖的排气边的压紧块。该夹具解决了铣叶尖夹具定位误差较大以及无法有效夹紧叶片的问题。但该夹具采用油缸驱动,结构复杂,容易出故障,这些无疑增加了叶尖夹具的工艺成本。
在中国专利201610770054.5中公开了“一种模锻转子叶片浇注夹具”。该夹具包括底座,底座上设置有用于固定模锻转子叶片的第一固定装置,底座上还有用于固定浇注头套的第二固定装置。在模锻转子叶片粗加工之后对叶尖部位进行浇注加工;解决了后续精加工时叶尖会发生变形的问题,提高了叶片加工的合格率。但是该叶片浇注夹具利用叶片叶尖进行浇注,无法对叶片叶尖进行机械加工。
发明内容
要解决的技术问题:
为了避免现有技术的不足之处,本发明提出一种用于薄壁叶片叶尖加工的低熔点合金浇注夹具及方法,以叶片榫根楔形面、榫根底面、榫根侧面对叶片榫根部位实施定位,夹具在靠近叶尖部位有用于固定浇注低熔点合金腔体的装置。在加工叶片叶尖之前需要浇注低熔点合金,确保铣削叶尖时叶片不会由于切削力而发生窜动,从而保证了叶尖的加工稳定性。该夹具定位精度高,能有效夹紧叶片,保证叶片叶尖的加工精度。
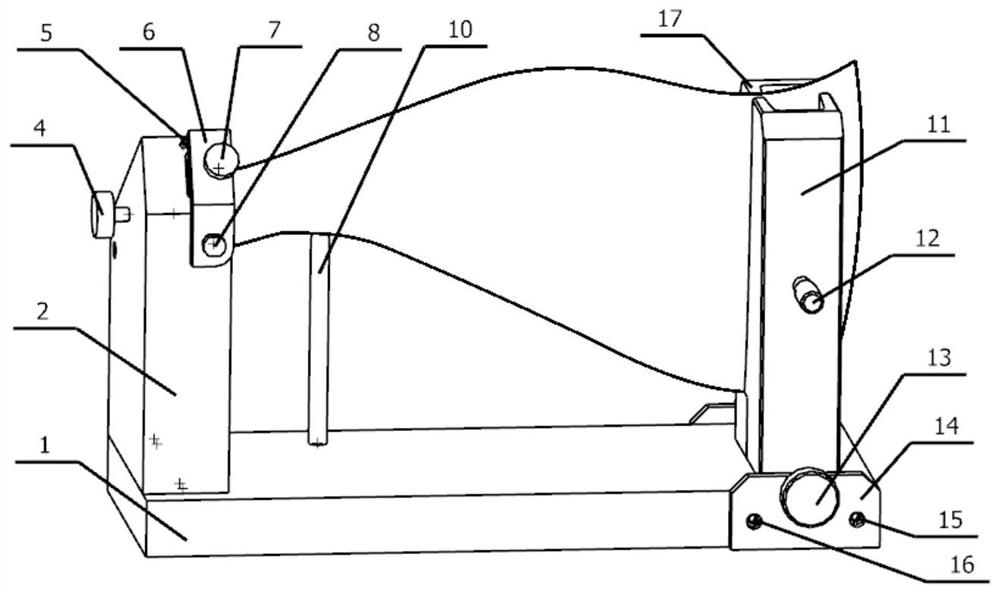
本发明的技术方案是:一种用于薄壁叶片叶尖加工的低熔点合金浇注夹具,其特征在于:包括底座1、榫根定位底座2和叶片夹紧装置;底座1位于夹具的底部,榫根定位底座2固定于底座1上表面的一端,用于装夹叶片的榫根;所述叶片夹紧装置固定于底座1上表面的另一端,并装夹于叶片靠近叶尖的位置;
所述榫根定位底座2的内侧壁开有截面为燕尾状的凹槽,用于安装叶片的榫根;燕尾状凹槽内设置有榫根底面定位块9,通过从榫根定位底座2的外侧壁拧入的第一螺纹定位销4对榫根底面定位块9压紧,进而实现对叶片榫根的定位和夹紧;燕尾状凹槽的一端安装通过安装于凹槽底面的榫根定位销3限位,实现对叶片榫根一侧面和榫根底面定位块9的定位,另一端通过第二螺纹定位销7限位,实现对叶片榫根另一侧面的定位和夹紧;
所述叶片夹紧装置包括第一浇注块11、第一浇注块尖头销12、第二浇注块17和第二浇注块尖头销18,第一浇注块11和第二浇注块17对称固定于叶片的两侧,形成浇注口在上方的低熔点合金浇注腔体;第一浇注块11和第二浇注块17下部均固定于底座1上,上部均开有截面为U型的凹槽,且槽口相对;第一浇注块尖头销12和第二浇注块尖头销18分别穿过第一浇注块11和第二浇注块17的槽底面,用于浇注后腔体内的低熔点合金块的拆卸。
本发明的进一步技术方案是:所述底座1中部垂直安装有球头支撑定位销10,位于榫根定位底座2和叶片夹紧装置之间的叶片下方,用于支撑叶片。
本发明的进一步技术方案是:所述燕尾状凹槽的另一端设置有第二螺纹定位销安装板6,并通过第二螺纹定位销安装板定位销5和第二螺纹定位销安装板固定螺栓8固定于燕尾状凹槽的另一端的端口处,第二螺纹定位销7穿过第二螺纹定位销安装板6与叶片榫根接触,通过拧紧第二螺纹定位销7对叶片榫根另一侧面压紧。
本发明的进一步技术方案是:所述底座1一端的底面分布着两个紧固螺栓安装孔和三个销钉安装孔,第五紧固螺栓23和第六紧固螺栓26分别安装于其中两个螺栓安装孔,第一定位销钉24和第二定位销钉25分别安装于其中的两个销钉安装孔用,来于榫根定位底座2的固定连接;另一个销钉安装孔用于安装球头支撑定位销10;
底座1另一端的上表面开有通槽,与第一浇注块11和第二浇注块17的下部配合安装;所述通槽的两端口处分别通过紧固螺栓固定安装有第三螺纹定位销安装板14和第四螺纹定位销安装板20,第三螺纹定位销13和第四螺纹定位销19分别穿过第三螺纹定位销安装板14和第四螺纹定位销安装板20,并拧入第一浇注块11和第二浇注块17侧壁上的螺纹孔,将第一浇注块11和第二浇注块17压紧。
一种用于薄壁叶片叶尖加工的低熔点合金浇注夹具进行叶片装夹的方法,其特征在于具体步骤如下:
步骤一:将榫根定位销3插入榫根定位底座2的燕尾状凹槽一侧的销钉孔,从燕尾状凹槽另一侧端口插入叶片的榫根,沿着所述燕尾状凹槽另一侧将榫根完全推入;
步骤二:通过第二螺纹定位销安装板定位销5和第二螺纹定位销安装板固定螺栓8将第二螺纹定位销安装板6安装并定位,然后通过拧紧第一螺纹定位销4带动榫根底面定位块9对叶片榫根沿积叠轴方向进行夹紧,拧紧第二螺纹定位销7实现对叶片榫根的定位和夹紧;
步骤三:将第一浇注块11和第二浇注块17安装于底座1的通槽内,然后使用紧固螺栓安装第三螺纹定位销安装板14和第四螺纹定位销安装板20,通过第三螺纹定位销13和第四螺纹定位销19对浇注块实施定位和夹紧,使得第一浇注块11和第二浇注块17的槽口紧贴叶片两侧型面;
步骤四:向第一浇注块11和第二浇注块17形成的腔体内浇注低熔点合金,待低熔点合金凝固后,对叶片的叶尖进行加工;
步骤五:加工完成后,取下第一浇注块11和第二浇注块17;再次装夹重复上述装夹步骤即可。
有益效果
本发明的有益效果在于:本发明提出了一种用于薄壁叶片叶尖加工的低熔点合金浇注夹具。该夹具以叶片榫根楔形面、榫根底面、榫根侧面对叶片榫根部位实施定位,夹具在靠近叶尖部位有用于固定浇注低熔点合金腔体的装置。在加工叶片叶尖之前需要浇注低熔点合金,确保铣削叶尖时叶片不会由于切削力而发生窜动,从而保证了叶尖的加工稳定性。叶片叶尖加工的低熔点合金浇注夹具不仅可以提高航空发动机叶片叶尖的加工精度(0.1mm),而且可以提高航空发动机叶片的加工效率,对于提高航空发动机叶片的制造工艺具有重要意义。
附图说明
图1为本发明一种用于薄壁叶片叶尖加工的低熔点合金浇注夹具整体示意图;
图2为夹具背部示意图;
图3第一浇注块示意图;
图4第二浇注块示意图;
附图标记说明:1.底座 2.榫根定位底座 3.榫根定位销 4.第一螺纹定位销 5.第二螺纹定位销安装板定位销 6.第二螺纹定位销安装板 7.第二螺纹定位销 8.第二螺纹定位销安装板固定螺栓 9.榫根底面定位块 10.球头支撑定位销 11.第一浇注块 12.第一浇注块尖头销 13.第三螺纹定位销 14.第三螺纹定位销安装板 15.第一紧固螺栓 16.第二紧固螺栓 17.第二浇注块 18.第二浇注块尖头销 19.第四螺纹定位销 20.第四螺纹定位销安装板 21.第三紧固螺栓 22.第四紧固螺栓 23.第五紧固螺栓 24.第一定位销钉 25.第二定位销钉 26.第六紧固螺栓。
具体实施方式
下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
参阅图1~图4,所述的一种用于薄壁叶片叶尖加工的低熔点合金浇注夹具由底座1、榫根定位底座2、榫根定位销3、第一螺纹定位销4、第二螺纹定位销安装板定位销5、第二螺纹定位销安装板6、第二螺纹定位销7、第二螺纹定位销安装板固定螺栓8、榫根底面定位块9、球头支撑定位销10、第一浇注块11、第一浇注块尖头销12、第三螺纹定位销13、第三螺纹定位销安装板14、第一紧固螺栓15、第二紧固螺栓16、第二浇注块17、第二浇注块尖头销18、第四螺纹定位销19、第四螺纹定位销安装板20、第三紧固螺栓21、第四紧固螺栓22、第五紧固螺栓23、第一定位销钉24、第二定位销钉25、第六紧固螺栓26组成。
其中,所述底座1在底面一侧分布着两个紧固螺栓安装孔和三个销钉安装孔,其中两个螺栓安装孔和两个销钉安装孔用来与榫根定位底座2连接。另一个销钉安装孔用来安装球头支撑定位销10。底座上面另一侧有一个凹槽,用来与第一浇注块11和第二浇注块17配合。底座1另一侧两个侧面分别分布着两个紧固螺栓安装孔,用来与第三螺纹定位销安装板14和第四螺纹定位销安装板20连接。
所述榫根定位底座2下面分布着两个紧固螺栓安装孔和两个销钉安装孔,用来与底座1连接。榫根定位底座2上有燕尾状凹槽,通过叶片榫根楔形面对叶片榫根定位。燕尾状凹槽里面放置有榫根底面定位块9,通过一个螺纹孔使用第一螺纹定位销4实现对叶片榫根的定位和夹紧。榫根定位底座燕尾状凹槽一侧有一个销钉孔,安装榫根定位销3实现对叶片榫根侧面和榫根底面定位块的定位。榫根定位底座燕尾状凹槽另一侧附近有一个紧固螺栓安装孔和一个销钉孔,紧固螺栓孔用来安装第二螺纹定位销安装板6,销钉孔用来安装第二螺纹定位销安装板定位销5,固定第二螺纹定位销安装板6位置。第二螺纹定位销安装板6上有一个螺纹孔,使用第二螺纹定位销7通过叶片榫根侧面实现对叶片榫根的定位和夹紧。
所述第一浇注块11和第二浇注块17互相配合形成一个浇注口在上方的低熔点合金浇注腔体。第一浇注块11、第二浇注块17上分别有第一浇注块尖头销12、第二浇注块尖头销18,方便浇注块的安装以及后续低熔点合金块的拆卸。第一浇注块11和第二浇注块17上各自有一个螺纹孔,分别用来与第三螺纹定位销13和第四螺纹定位销19连接。所述第一浇注块11的定位装置主要包括第三螺纹定位销13和第三螺纹定位销安装板14。第三螺纹定位销安装板14分布着两个紧固螺栓安装孔和一个销钉孔,紧固螺栓安装孔用来与底座1连接,销钉孔用来与第三螺纹定位销13连接。所述第二浇注块17的定位装置主要包括第四螺纹定位销19和第四螺纹定位销安装板20。第四螺纹定位销安装板20分布着两个紧固螺栓安装孔和一个销钉孔,紧固螺栓安装孔用来与底座1连接,销钉孔用来与第四螺纹定位销19连接。
本实施例中,对叶片叶尖进行加工之前需要对叶片进行定位和夹紧。
对叶片定位夹紧时,将榫根定位销3插入榫根定位底座2燕尾状凹槽一侧的销钉孔,顺着榫根定位底座2燕尾状凹槽另一侧将叶片放入,通过第二螺纹定位销安装板定位销5和第二螺纹定位销安装板固定螺栓8将第二螺纹定位销安装板6安装并定位,然后通过拧紧第一螺纹定位销4带动榫根底面定位块9对叶片榫根沿积叠轴方向进行夹紧,拧紧第二螺纹定位销7实现对叶片榫根的定位和夹紧。通过底座1上面的凹槽,安装第一浇注块11和第二浇注块17,然后使用紧固螺栓安装第三螺纹定位销安装板14和第四螺纹定位销安装板20,通过第三螺纹定位销13和第四螺纹定位销19对浇注块实施定位和夹紧,使得第一浇注块11和第二浇注块17紧贴叶片型面,然后浇注低熔点合金,待低熔点合金凝固后,对叶片叶尖进行加工,加工完成后取下第一浇注块11和第二浇注块17。再次装夹重复装夹步骤即可。
尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在不脱离本发明的原理和宗旨的情况下在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
- 一种用于薄壁叶片叶尖加工的低熔点合金浇注夹具及方法
- 一种用于薄壁叶片轴端加工的低熔点合金浇注夹具