一种基于聚类算法的卫星天线接口组合加工方法
文献发布时间:2023-06-19 09:47:53
技术领域
本发明涉及一种卫星天线接口组合加工方法,属于卫星结构分系统精密装配技术领域。
背景技术
在卫星结构部装领域,需要对天线等关键对外接口进行组合加工,确保其形位公差满足设计要求,进而保证天线安装的精度及可靠性。以东四平台卫星为例,在其东、西及对地结构板上布置若干天线接口,纵向跨度可达3米以上,具有数量多、分布散的特点。由于卫星已实施管路等项目,故此对生产环境要求极为严格,需在10万级净化厂房内进行装配,这就决定了卫星不能在普通精密加工厂房进行加工,除环境不满足要求外,也不允许使用冷却液。
三维立式加工中心(以下简称ITP),最早于2003年引入公司,应用于卫星结构部装领域。作为非接触式测量设备,它可以完成大尺寸结构件高精度测量工作以及精测数据拟合工作,测量精度优于0.05mm。根据组合加工洁净度的要求,原厂在测量基础上开发了组合加工功能,利用测头和加工头的转换实现,已经广泛应用于通信领域、导航领域、遥感领域等大型、中型卫星的太阳翼、天线及馈源、抱环安装面等关键对外接口组合加工中。
图2为传统方法的工艺流程图;操作人员通过获取实际进刀、出刀机器坐标,进而编制加工程序,效率低下。程序验证时,通过旋转刀尖与设备X轴保持水平后,一名操作人员操控设备进行单步程序验证,另一名操作人员观察刀尖位置及旋转刀盘,判断进刀和出刀位置余量是否充分,该操作过程十分繁琐,人眼很难精准判断相对位置,另外操作空间狭小,从正面和侧面观察得到的结果会存在偏差,最后处于卫星+Z侧分布的天线接口在进行验证时需要操作升降车进行高空作业,风险较大。
发明内容
本发明所要解决的技术问题是:克服现有技术的不足,提出一种基于聚类算法的卫星天线接口组合加工方法,该方法基于聚类的思想,解析最优路径,广泛应用于大型、复杂卫星的高精度天线接口组合加工。
本发明所采用的技术方案是:一种基于聚类算法的卫星天线接口组合加工方法,包括步骤如下:
(1)根据卫星天线接口数据建立加工数据库,数据列包括待加工埋件中心二维坐标值及加工半径,将数据导入至程序开发软件并读取加工数据库中的数据;
(2)建立加工路径干涉碰撞模型,确定加工刀具加工路径,并计算加工刀具最大半径;
具体方法如下:
首先随机初始化待加工埋件中心二维坐标值及加工刀具半径,计算刀具扫略路径,循环遍历数据库中其余点位是否被路径覆盖,如果遍历通过则返回此时的刀具半径值;如果遍历终止,则将刀具半径减小1mm,重复上述过程,直到得到满足不碰撞条件的最大刀具半径解后,终止循环;
(3)对加工点进行位聚类分组,通过改进的聚类算法解析出卫星坐标系下的加工最优路径;
改进的聚类算法的具体步骤为:
(3.1)将最优路径的目标函数定义为加工总时间最短;
(3.2)初始化待加工埋件中心二维坐标值,将初始化的待加工埋件中心点作为第一点,并将第一点作为聚类中心,从第一点开始,遍历数组,获得离第一点物理距离最近的一点,作为第二点;
(3.3)比较从第一点到达第二点的过程中慢速加工模式和快速移动模式的时间,如果慢速加工模式的时间较小,则把第二点与第一点归为一组,重复步骤(3.3);如果快速移动模式的时间较小,则将第一点单独归为第一组,以第二点作为新的聚类中心,重复步骤(3.2);直至全部完成分组。
(4)将卫星坐标系下的加工最优路径转换到机器坐标系下,获得全部待加工埋件中心二维坐标值在机器坐标系下的实测值;
具体方法为:
根据距离最远及三角形原则,使用ITP对卫星天线接口进行机器坐标值取样;根据空间六参数坐标系转换方法,将卫星坐标系与机器坐标系进行转换,获得全部待加工埋件中心二维坐标值在机器坐标系下的实测值。
(5)利用获得的步骤(2)中得到加工刀具最大半径、步骤(3)中的得到的卫星坐标系下的加工最优路径、步骤(4)中得到的全部待加工埋件中心二维坐标值在机器坐标系下的实测值,利用程序开发软件进行程序编译,得到加工程序;
(6)将加工程序写入ITP,进行程序验证,将激光对刀装置与加工刀具紧固,调整激光对刀装置中的激光发射器与刀尖的连线,使得激光发射器与刀尖的连线与待加工埋件垂直,操作设备按照加工程序中的语句进行单步程序验证,确保加工余量满足工艺要求,实际加工路径与加工最优路径保持一致;
激光对刀装置包含电池盒、激光发射器、转接工装,电池盒给激光发射器供电,激光发射器安装于转接工装上,电池盒胶接在转接工装上,转接工装安装在加工刀具之上。
(7)利用步骤(6)中写入ITP的加工程序,对待加工的埋件进行加工。
本发明与现有技术相比的有益效果是:
(1)本发明的方法进行了刀具扫略路径干涉碰撞分析,获取了最大加工刀具半径,根据实际情况调整加工刀具尺寸,保证了各点加工独立性,避免发生“带刀”现象。
(2)本发明的方法采用改进的聚类算法,以加工总时间为目标,将待加工点位进行分组,解析了最优路径,提高了生产效率。
(3)本发明的方法通过坐标系转换获取全部加工点位的机器坐标值,大大减少了对刀次数,提高了生产效率,降低了高空及狭窄空间作业时常和情况,提高了安全性。
(4)本发明的方法程序编译全部由计算机完成,摒弃了人工输入坐标的操作,具有更高的可靠性,同时提高了生产效率。
(5)本发明的方法通过激光对刀装置进行加工路径及余量判断,仅需一名操作员在地面即可完成,解放了生产力,降低了高空作业风险,可视化更加直观,生产效率大幅提升。
附图说明
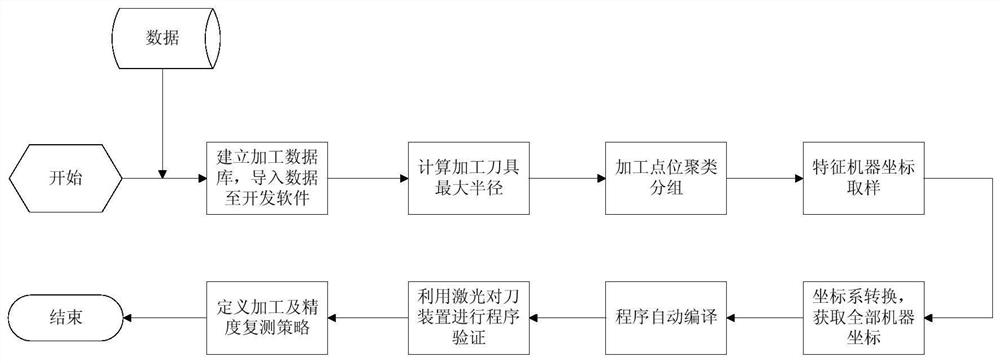
图1为本发明方法工艺流程图;
图2为传统方法工艺流程图;
图3为加工刀具最小半径获取流程图;
图4为聚类算法流程图;
图5为激光对刀装置工作示意图;
图6为卫星侧壁结构板中埋件结构图。
具体实施方式
下面结合实施例对本发明作进一步阐述。
卫星天线、展开臂及太阳翼等关键单机通过卫星侧壁结构板8的埋件4与卫星主结构连接,为保证安装精度,需对埋件4构成的安装面进行组合加工,确保其形位公差满足设计要求,如图6所示。传统操作过程中通过ITP实际获取全部待加工埋件中心二维坐标值然后再手动编译获得程序段,效率低,出错概率大,高空作业风险高。本发明的方法基于聚类算法,可以自动解算最优路径、获得加工程序段,程序验证设计有专用装置,降低了高空作业风险。
如图1所示,本发明的基于聚类算法的卫星天线接口组合加工方法,包括步骤如下:
(1)根据卫星天线接口数据建立加工数据库,数据列包括待加工埋件中心二维坐标值及加工半径,将数据导入至开发软件(本例中以Python为基础进行开发)并读取数据。
(2)计算加工刀具最大半径;
如图3所示,建立加工路径干涉碰撞模型,具体方法如下:
首先随机初始化待加工埋件中心二维坐标值及加工刀具半径,计算刀具扫略路径,循环遍历数据库中其余点位是否被路径覆盖,如果遍历通过则返回此时刀具半径值,如果遍历终止(不满足无干涉碰撞的条件)则使刀具半径减小1mm,重复上述过程,直到得到满足条件的最大解后,终止循环。
(3)对加工点进行位聚类分组,通过改进的聚类算法解析出卫星坐标系下的加工最优路径;
如图4所示,通过改进的聚类算法解析最优路径,具体方法如下:
(3.1)由于ITP存在快速移动和慢速加工两种模式,所以将最优路径的目标函数定义为加工总时间最短;
(3.2)初始化待加工埋件中心二维坐标值,将初始化的待加工埋件中心点作为第一点,并将第一点作为聚类中心,从第一点开始,遍历数组,获得离第一点物理距离最近的一点,作为第二点;
(3.3)比较从第一点到达第二点的过程中慢速加工模式和快速移动模式的时间,如果慢速加工模式的时间较小,则把第二点与第一点归为一组,重复步骤(3.3);如果快速移动模式的时间较小,则将第一点单独归为第一组,以第二点作为新的聚类中心,重复步骤(3.2);直至全部完成分组。
(4)将卫星坐标系下的加工最优路径转换到机器坐标系下,获得全部待加工埋件中心二维坐标值在机器坐标系下的实测值;
取样符合距离最远及三角形原则,使用ITP对卫星天线接口进行机器坐标取样,具体为:根据点位空间分布,选取结构板最底端相距最远的两个点,及结构板最顶端中部的一个点,构成取样三角形,获取机器坐标系下的实测值。
基于空间六参数坐标系转换,将理论坐标系与机器坐标系进行转换,获得全部埋件中心在机器坐标系下的实测值。
(5)利用步骤(1)~步骤(4)获得的刀具半径、最优路径以及机器坐标值,利用软件进行程序编译。
(6)将程序写入设备,进行程序验证,将图5中激光对刀装置与加工刀具5紧固,调整激光发射器2与加工刀具5的刀尖连线,使得激光发射器2与刀尖的连线与待加工埋件4垂直,操纵设备按照加工程序中的语句进行单步程序验证,确认加工余量充分,路径正确。激光对刀装置包含电池盒1、激光发射器2、转接工装3,电池盒1给激光发射器供电,激光发射器2安装于转接工装3上,电池盒1胶接在转接工装3上,转接工装3安装在加工刀具5之上。加工刀具安装柄6固定在ITP加工主轴7上。
(7)利用步骤(6)中写入ITP的加工程序,对待加工埋件4进行加工。
实施例1
利用上述方法进行卫星天线接口组合加工的具体过程为:
1)将卫星天线接口设计数据源.dwg格式文件提取二维孔中心坐标值及埋件半径信息,并转化为.csv格式进行存储。
2)初始化刀具加工半径为50mm,随机初始化加工中心,计算该点扫略路径,循环遍历数据库,判断其余点位是否处于扫略路径中,如果存在干涉情况则停止循环,将半径减1mm,再进行循环判断,如果该点扫略路径不与其余全部点位干涉,则对下一点进行循环判断,直至所有点位之间相互不存在干涉情况,输出此时的刀具半径R,将加工刀具5的尺寸调整至R,可以满足该次加工要求。
3)进行聚类分组,首先随机初始化聚类中心,在数据库中循环计算其余点位至该点的绝对距离,取其中距离最小的点,作为可能划分为同一组别的必要不充分条件,由于ITP设备存在慢速加工和快速移动两种控制模式,所以当从第一点迁移至第二点的时候存在两种迁移方式,即继续慢速迁移至下一点,或者快速抬起至安全高度,快速移动至下一点,慢速降低至待加工高度,因此需要对比两种方式的时间消耗,本发明方法中,最优路径的目标函数为总加工时间最短,因此如果慢速移动至下一点的时间更短,则认为该两点属于同一分组,则可以继续向分组中增加下一点进行判断,如果不满足要求,则认为该两点不属于同一分组,那么就将第一点单独划分为第一组,将第二点作为第二组新的聚类中心,继续重复上述动作,数据源循环遍历后,可以得到全部分组情况,完成解析最优路径。
4)结构板上天线接口分布具有局部集中,整体离散的特点,利用设备进行点位选择时,本发明方法中采用距离最远、三角分布的原则进行取点,即选择结构板最下方距离最远的两个点,构成三角形的一个边,选取结构板最上方中部的一个点作为三角形的顶点,依据此三点构造三角形,可以有效减小取样误差,系统兼容性更强,获取三个点位的机器坐标后,又同时已知其理论坐标,根据直角空间坐标系转换基本原理进行坐标系转换可以解析出其余全部点位在机器坐标系下的坐标值。
5)依据步骤1)~4)获得的数据,利用软件完成程序编译并输出。如存在需要避让的管路空间而造成的加工位置偏置,则需对进刀位置和出刀位置进行补偿,其数学模型为:
式中X
6)将程序上载至ITP设备,利用激光对刀装置进行路径及加工余量判断。如图5所示,激光对刀装置包含电池盒1、激光发射器2、转接工装3,将电池盒1装入2节5号电池,将激光发射器2安装于转接工装3上,并用螺钉进行紧固,将电池盒1导线与激光发射器2导线连接,用导电胶带进行固联,将电池盒1与转接工装3进行面贴和安装,并采用420胶接方式进行永久固联,将转接工装3安装于加工刀具5之上,调整激光发射器2的位置,保证其与刀尖的连线垂直于待加工面,利用螺钉进行紧固,打开电源,激光发射器2即可发出点状激光,可视化的进行加工余量及路径判断。激光发射器2的型号规格为φ4×10mm 5mW 650nm红光激光模组。
7)组合加工前,利用ITP测量模式或激光跟踪仪对待加工点位进行精测,获得加工高度数据,其最大值定义Δ
表组合加工及精度复测策略
本发明虽然已以较佳实施例公开如上,但其并不是用来限定本发明,任何本领域技术人员在不脱离本发明的精神和范围内,都可以利用上述揭示的方法和技术内容对本发明技术方案做出可能的变动和修改,因此,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化及修饰,均属于本发明技术方案的保护范围。
- 一种基于聚类算法的卫星天线接口组合加工方法
- 一种基于卫星天线的通信系统和一种卫星天线