点胶设备
文献发布时间:2023-06-19 09:49:27
技术领域
本发明涉及点胶技术领域,尤其涉及一种散热器的点胶设备。
背景技术
随着技术的发展,集成电路越来越多的应用到各种电子设备中,例如计算机中大量使用集成电路。在集成电路运行过程中会产生热量,若不及时排出,将导致集成电路的温度迅速升高,从而导致系统运行不稳,使用寿命缩短,甚至有可能使某些部件烧毁。散热器用于将集成电路产生这些热量吸收,然后发散到机箱内或者机箱外,保证电子设备的部件的温度正常。而在散热器的组装生产中,通过需要利用点胶机对散热器的散热块中的锡膏孔进行点锡膏,以利于铜管定位插接于该锡膏孔内。现在生产线上使用的点胶机操作模式如下:将胶水倒进针筒中,操作员左手拿需要点胶的工件,右手握住装有锡膏的胶筒,对准要点胶的位置,按照点胶轨迹进行点胶;用脚来控制点胶机的启动和停止,脚踩下去,脚踏式开关NO端(常开端)闭合,点胶机开始工作;松开脚时,NO端(常开端)断开,NC端(常闭端)闭合,点胶机停止工作。
现有的点胶机都存在一些缺点:1、控制难度大,需要双手与脚配合操作,控制方式不够直接,用脚来控制启动或停止点胶机,容易产生延时,操作起来十分不方便,而且严重影响点胶作业的质量;2、在点胶过程中,由于人为误差,难以准确将胶点到要点胶的位置,严重影响产品的质量;3、人工成本高。
发明内容
本发明的目的在于提供一种可自动化点胶且点胶效率高的点胶设备。
为实现上述目的,本发明提供了一种点胶设备,包括机架、点胶模组、输送线和载具,所述点胶模组包括供料机构、上料机械手、称重模组、点胶机构和装载机械手,所述供料机构、所述称重模组、所述点胶机构和所述输送线分别设置于所述机架上,所述供料机构用于提供散热块;所述上料机械手设置于所述供料机构与所述称重模组之间,所述上料机械手用于将位于所述供料机构的散热块夹取至所述称重模组;所述点胶机构位于所述称重模组的一侧,所述点胶机构用于对散热块进行点胶,所述称重模组用于对点胶前的散热块和点胶后的散热块进行称重;所述载具位于所述输送线上,所述载具设有供所述散热块放置的放置工位,所述输送线用于输送所述载具;所述装载机械手设置于所述称重模组与所述输送线之间,所述装载机械手用于将未点胶的散热块从所述称重模组夹取至所述点胶机构、用于将点胶后的散热块从所述点胶机构夹取至所述称重模组以及用于将点胶后且称重合格的散热块从所述称重模组夹取至所述放置工位。
较佳地,所述上料机械手包括上料X轴移动机构、上料Y轴移动机构、上料Z轴移动机构、上料旋转驱动机构及上料夹持组件,所述上料Y轴移动机构设置于所述机架上,所述上料X轴移动机构设置于所述上料Y轴移动机构上,所述上料Z轴移动机构设置于所述上料X轴移动机构,所述上料旋转驱动机构设置于所述上料Z轴移动机构上,所述上料旋转驱动机构的输出端与所述上料夹持组件连接;借由所述上料X轴移动机构、所述上料Y轴移动机构及所述上料Z轴移动机构驱动所述上料夹持组件移动,以夹取散热块;借由所述上料旋转驱动机构驱动所述上料夹持组件翻转,以使带动夹持的所述散热块翻转,使得夹持的所述散热块的锡膏孔所处的端面朝上。
较佳地,所述上料夹持组件包括上料夹持驱动气缸、第一上料夹持块及第二上料夹持块,所述上料夹持驱动气缸和所述第一上料夹持块分别设置于所述上料旋转驱动机构上,所述第二上料夹持块与所述上料夹持驱动气缸连接,借由所述上料夹持驱动气缸驱动所述第二上料夹持块靠近或远离所述第一上料夹持块,以抓取或释放散热块。
较佳地,所述点胶机构包括点胶移动驱动机构、胶桶、点胶件及点胶平台,所述点胶移动驱动机构和所述点胶平台分别设置于所述机架上,所述点胶移动驱动机构与所述胶桶连接,所述点胶件与所述胶桶连接,所述点胶移动驱动机构可驱动所述点胶件移动,以使所述点胶件对位于所述点胶平台上的散热块进行点胶。
较佳地,所述点胶件的内部设有一流胶通道,所述流胶通道与所述胶桶连通,所述点胶件的下端部相对两侧面分别设有与所述流胶通道连通的流胶孔。
较佳地,所述称重模组设有用于对所述点胶件进行定位的针头定位组件。
较佳地,所述点胶设备还包括喷嘴清洗组件,所述喷嘴清洗组件设置于所述机架上并位于所述称重模组的一侧。
较佳地,所述装载机械手包括装载Y轴移动机构、装载Z轴移动机构、装载旋转驱动机构及装载夹持组件,所述装载Y轴移动机构设置于所述机架上,所述装载Z轴移动机构设置于所述装载Y轴移动机构,所述装载旋转驱动机构设置于所述装载Z轴移动机构上,所述装载旋转驱动机构的输出端与所述装载夹持组件连接;借由所述装载Y轴移动机构及所述装载Z轴移动机构驱动所述装载夹持组件移动,以夹取散热块;借由所述装载旋转驱动机构驱动所述装载夹持组件翻转,以使带动夹持的所述散热块翻转。
较佳地,所述装载夹持组件包括装载夹持驱动气缸、第一装载夹持块及第二装载夹持块,所述装载夹持驱动气缸和所述第一装载夹持块分别设置于所述装载旋转驱动机构上,所述第二装载夹持块与所述装载夹持驱动气缸连接,借由所述装载夹持驱动气缸驱动所述第二装载夹持块靠近或远离所述第一装载夹持块,以抓取或释放散热块。
较佳地,所述点胶模组的数量为两个,两所述点胶模组沿所述输送线的方向依次设置,所述放置工位的数量与所述点胶模组的数量相同。
与现有技术相比,本发明的点胶设备通过设置输送线输送载具,利用上料机械手将位于所述供料机构的散热块夹取至所述称重模组,通过装载机械手把散热块夹取至点胶平台,通过点胶机构对位于点胶平台的散热块进行点胶,通过装载机械手把散热块夹取至称重模组上,利用所述称重模组对点胶前的散热块和点胶后的散热块进行称重,在实现自动化点胶的同时,还可保证点胶的精准性,并提高点胶效率,再通过装载机械手将点胶后且称重合格的散热块夹取至所述放置工位,还可实现自动化下料。
附图说明
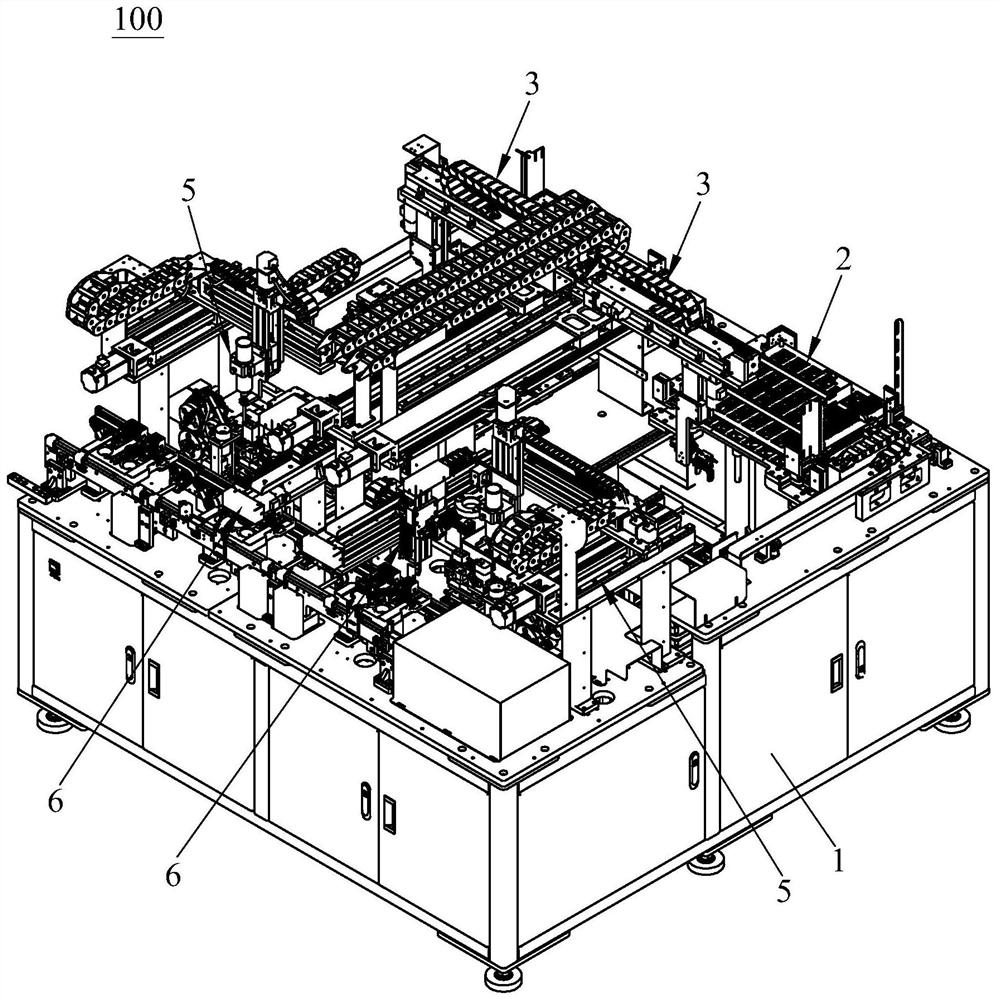
图1是本发明的点胶设备的立体结构示意图。
图2是图1所示的点胶设备的俯视图。
图3是本发明的点胶设备的另一角度的结构示意图。
图4是图3中A处的放大图。
图5是本发明的点胶设备的点胶机构、称重模组及喷嘴清洗组件的结构示意图。
图6是图5中B处的放大图。
图7是本发明的点胶件的结构示意图。
图8是本发明的点胶设备的装载机械手的结构示意图。
具体实施方式
为了详细说明本发明的技术内容、构造特征,以下结合实施方式并配合附图作进一步说明。
请参阅图1至图3,本发明的点胶设备100包括机架1、点胶模组、输送线7和载具8,点胶模组包括供料机构2、上料机械手3、称重模组4、点胶机构5和装载机械手6,供料机构2、称重模组4、点胶机构5和输送线7分别设置于机架1上,供料机构2用于提供散热块;上料机械手3设置于供料机构2与称重模组4之间,上料机械手3用于将位于供料机构2的散热块夹取至称重模组4;点胶机构5位于称重模组4的一侧,点胶机构5用于对散热块进行点胶,称重模组4用于对点胶前的散热块和点胶后的散热块进行称重;载具8位于输送线7上,载具8设有供散热块放置的放置工位81,输送线7用于输送载具8;装载机械手6设置于称重模组4与输送线7之间,装载机械手6用于将未点胶的散热块从称重模组4夹取至点胶机构5、用于将点胶后的散热块从点胶机构5夹取至称重模组4以及用于将点胶后且称重合格的散热块从称重模组4夹取至放置工位81。通过输送线7输送载具8至对应位置,利用上料机械手3将位于供料机构2的散热块夹取至称重模组4,通过装载机械手6将未点胶的散热块从称重模组4夹取至点胶机构5,通过点胶机构5对散热块进行点胶,通过装载机械手6将点胶后的散热块夹取至称重模组4,使得称重模组4对点胶前的散热块和点胶后的散热块进行称重,实现自动化点胶,再通过装载机械手6将点胶后且称重合格的散热块夹取至放置工位81,还可实现自动化下料。其中,供料机构2的具体结构和原理为本领域技术人员所公知,故在此不赘述。
请参阅图3及图4,在本实施例中,上料机械手3包括上料X轴移动机构31、上料Y轴移动机构32、上料Z轴移动机构33、上料旋转驱动机构34及上料夹持组件35,上料Y轴移动机构32设置于机架1上,上料X轴移动机构31设置于上料Y轴移动机构32上,上料Z轴移动机构33设置于上料X轴移动机构31,上料旋转驱动机构34设置于上料Z轴移动机构33上,上料旋转驱动机构34的输出端与上料夹持组件35连接;借由上料X轴移动机构31、上料Y轴移动机构32及上料Z轴移动机构33驱动上料夹持组件35移动,以夹取散热块;借由上料旋转驱动机构34驱动上料夹持组件35翻转,以使带动上料夹持组件35夹持的散热块翻转,使得夹持的散热块的锡膏孔所处的端面朝上。其中,X轴移动机构、上料Y轴移动机构32、上料Z轴移动机构33及上料旋转驱动机构34的具体结构和原理为本领域技术人员所熟悉,故在此不赘述。具体地,上料夹持组件35包括上料夹持驱动气缸351、第一上料夹持块352及第二上料夹持块353,上料夹持驱动气缸351和第一上料夹持块352分别设置于上料旋转驱动机构34上,第二上料夹持块353与上料夹持驱动气缸351连接,借由上料夹持驱动气缸351驱动第二上料夹持块353靠近或远离第一上料夹持块352,以抓取或释放散热块。
请参阅图5至图7,在本实施例中,点胶机构5包括点胶移动驱动机构51、胶桶52、点胶件53及点胶平台54,点胶移动驱动机构51和点胶平台54分别设置于机架1上,点胶移动驱动机构51与胶桶52连接,胶桶52内用于储放锡膏胶料,但不以此为限;点胶件53与胶桶52连接,点胶移动驱动机构51可驱动点胶件53移动,以使点胶件53对位于点胶平台54上的散热块进行点胶。具体地,点胶件53的内部设有一流胶通道(图中未示),流胶通道与胶桶52连通,点胶件53的下端部相对两侧面分别设有与流胶通道连通的流胶孔531。通过点胶移动驱动机构51驱动胶桶52连同点胶件53一起移动伸入至散热块的锡膏孔位置处,胶桶52的胶料通过流胶通道从点胶件53两侧的流胶孔531溢出,从而对散热块的锡膏孔进行点胶。其中,点胶移动驱动机构51可采用现有的两轴移动机构或三轴移动机构等等。
请参阅图5,在本实施例中,称重模组4设有用于对点胶件53进行定位的针头定位组件41。利用针头定位组件41对点胶件53进行定位,保证点胶移动驱动机构51可准确驱动点胶件53移动至点胶平台54,然后再驱动点胶件53对散热块的锡膏孔进行点胶。进一步地,点胶设备100还包括喷嘴清洗组件9,喷嘴清洗组件9设置于机架1上并位于点胶平台54的一侧。利用喷嘴清洗组件9对点胶件53的针头进行清洗,以保证点胶件53点胶的精准度。
请参阅图1及图8,装载机械手6包括装载Y轴移动机构61、装载Z轴移动机构62、装载旋转驱动机构63及装载夹持组件64,装载Y轴移动机构61设置于机架1上,装载Z轴移动机构62设置于装载Y轴移动机构61,装载旋转驱动机构63设置于装载Z轴移动机构62上,装载旋转驱动机构63的输出端与装载夹持组件64连接;借由装载Y轴移动机构61及装载Z轴移动机构62驱动装载夹持组件64移动,以夹取散热块;借由装载旋转驱动机构63驱动装载夹持组件64翻转,以使带动装载夹持组件64夹持的散热块翻转,使得散热块恢复至初始供料的状态,如散热块的锡膏孔位于散热块的侧方,以便于后续将散热块与铜管组装在一起。其中,Y轴移动机构、装载Z轴移动机构62、装载旋转驱动机构63的具体结构和原理为本领域技术人员所熟悉,故在此不赘述。具体地,装载夹持组件64包括装载夹持驱动气缸641、第一装载夹持块642及第二装载夹持块643,装载夹持驱动气缸641和第一装载夹持块642分别设置于装载旋转驱动机构63上,第二装载夹持块643与装载夹持驱动气缸641连接,借由装载夹持驱动气缸641驱动第二装载夹持块643靠近或远离第一装载夹持块642,以抓取或释放散热块。另外,在装载机械手6将点胶后的散热块夹取至输送带上的载具8的放置工位81之前,可先将该点胶后的散热块夹取至一预定位机构,从而对点胶后的散热块进行预定位。然后再将该点胶后的散热块夹取至载具8的放置工位81。
请参阅图1至图3,在本实施例中,点胶模组的数量为两个,两点胶模组沿输送线7的方向依次设置,放置工位81的数量与点胶模组的数量相同,即放置工位81的数量为两个。放置工位81与点胶模组一一对应。两个点胶模组分别用于上料、点胶、装载下料两种大小不一的散热块。
结合图1至图8,本发明的点胶设备100的具体工作原理如下:
输送线7输送载具8先后移动至与两点胶模组对应的位置处,上料机械手3的装载Y轴移动机构61及装载Z轴移动机构62驱动装载夹持组件64移动,使得装载夹持组件64将位于供料机构2的散热块夹取至称重模组4;通过装载机械手6将称重模组4的未点胶的散热块夹取至点胶平台54,点胶机构5对位于点胶平台54上的散热块进行点胶,具体为,点胶移动驱动机构51驱动胶桶52连同点胶件53一起移动伸入至散热块的锡膏孔位置处,胶桶52的胶料通过流胶通道从点胶件53两侧的流胶孔531溢出,从而对散热块的锡膏孔进行点胶,通过装载机械手6将点胶后的散热块夹取至称重模组4,使得称重模组4对点胶前的散热块和点胶后的散热块进行称重;再通过装载机械手6将点胶后且称重合格的散热块夹取至放置工位81,还可实现自动化下料。
综上,本发明的点胶设备100通过设置输送线7输送载具8,利用上料机械手3将位于供料机构2的散热块夹取至称重模组4,通过装载机械手6把散热块夹取至点胶平台54,通过点胶机构5对位于点胶平台54上的散热块进行点胶,通过装载机械手6将点胶后的散热块夹取至称重模组4,使得称重模组4对点胶前的散热块和点胶后的散热块进行称重,在实现自动化点胶的同时,还可保证点胶的精准性,并提高点胶效率,再通过装载机械手6将点胶后且称重合格的散热块夹取至放置工位81,还可实现自动化下料。
以上所揭露的仅为本发明的较佳实例而已,不能以此来限定本发明之权利范围,因此依本发明权利要求所作的等同变化,均属于本发明所涵盖的范围。
- 应用于点胶设备的点胶阀、点胶设备
- 点胶装置及包含该点胶装置的点胶设备