一种咬扣软瓷装饰保温一体板及制作方法
文献发布时间:2023-06-19 09:57:26
技术领域
本发明属于建筑装饰材保温材料技术领域,具体涉及一种咬扣软瓷装饰保温一体板及制作方法。
背景技术
现有装饰保温一体板的底衬表面,为平面或较为粗糙的平面,其与粘结砂浆之间完全依靠粘结力,而装饰保温一体板在使用中,即使初期粘接强度满足要求,但随着温差应力、干湿应力、自重、风荷载的长期的反复作用下逐渐减小,直至粘结砂浆与底衬表面产生分离。这种现象是行业顽疾。因此,实现底衬与粘结砂浆之间形成结构性咬扣,并通过软瓷材料的柔性吸收温差应力、干湿应力,对解决因粘结砂浆与底衬分离,导致装饰保温一体板从墙面脱落的行业顽疾作用重大。
发明内容
本发明目的,是为解决现有产品存在易脱落这严重影响发展的行业顽疾,显著提高工程安全可靠性,而提出的一种咬扣软瓷装饰保温一体板及制作方法。
本发明的目的是通过以下技术方案予以实现的:
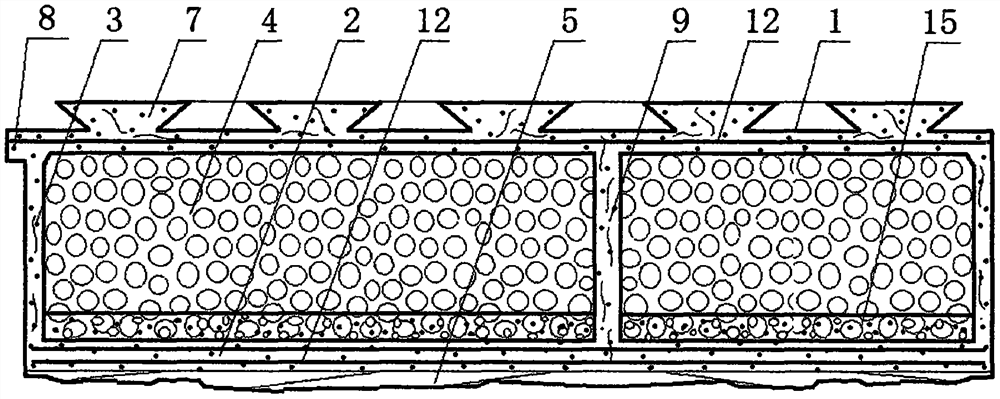
一种咬扣软瓷装饰保温一体板,由粘结底衬(1)、面层(2)、侧壁(3)、保温层(4)组成,其特征在于:所述粘结底衬(1)的表面设有咬扣件(6);按质量份计,所述粘结底衬(1)、面层(2)、侧壁(3)所用材料包含无机填料或/和水泥10~80份,聚合物乳液或树脂10~40份,纤维或/和纤维网3~20份。
进一步的,所述咬扣件(6)的上部或自上而下,向二侧或一侧扩展或弯曲1mm~10mm,形成燕尾咬扣件(7);所述面层(2)的表面设有0.5mm~5mm厚的软瓷装饰层(5);所述面层(2)、软瓷装饰层(5)为平面或浮雕或劈裂石或蘑菇石结构;按质量份计,所述无机填料或/和水泥,包含泥土或石粉或粉煤灰或砂或尾矿或碎石或硫铝酸盐水泥或铁铝酸盐水泥或硅酸盐水泥的一种或多种的混合物10~80份,所述聚合物乳液或树脂,包含硅丙乳液或丙烯酸乳液或环氧乳液或乙烯基脂树脂或水溶性树脂的一种或多种的混合物10~40份,所述纤维或/和纤维网,包含长度2mm~16mm玻璃纤维或聚丙烯腈纤维或玄武岩纤维或聚乙烯醇纤维或聚丙烯纤维或/和玻璃纤维网的一种或多种的混合物3~20份。
进一步的,所述无机填料或/和水泥,包含水泥20~50份,陶砂或/和粉煤灰漂珠或玻化微珠或木屑木粉的一种或多种的混合物10~40份,所述聚合物乳液或树脂,包含丙烯酸乳液或苯丙乳液或橡胶胶乳或聚丙酸乙烯脂乳液或聚乙酸乙烯脂乳液或乙烯-乙酸乙烯脂共聚乳液的一种或多种的混合物10~40份,由上述材料构成轻质保温软瓷材料;所述保温层(4)材料,为泡沫类或纤维类或颗粒类保温材料或泡沫颗粒、膨胀珍珠岩与水泥浆料的混合物。
进一步的,所述无机填料,包含造纸白泥或造纸绿泥或造纸污泥或造纸废浆的一种或多种的混合物10~80份;所述侧壁(3)完全包裹保温层(4)的侧面或分段设置在保温层(4)的侧面;所述侧壁(3)或粘结底衬(1)设有安装槽或安装台(8);所述粘结底衬(1)和面层(2)的相应部位,设有贯穿保温层(4)的连接杆(9),连接杆(9)二端分别连接固定在粘结底衬(1)和面层(2)的内表面;所述面层(2)与保温层(4)之间设有防火隔离层(15)。
进一步的,所述咬扣件(6)或燕尾咬扣件(7),以条状或点状或圆形或弧形或方形的一种或多种设置于粘结底衬(1)的表面。
所述的一种咬扣软瓷装饰保温一体板的制作方法,其特征在于包括以下步骤:
(1)先将相应分量并混合搅拌均匀的软瓷装饰层材料(5-1),以喷射或铺放或滴注方式放入设有安装槽或安装台成型构造(8-1)的模具(10)的表面,形成软瓷装饰层(5)。
(2)在软瓷装饰层材料(5-1)表面喷射或铺放混合搅拌均匀的面层材料(2-1),并在面层材料(2-1)中表面压入玻璃纤维网(12)。
(3)将预先成型的防火隔离层(15)放在面层材料(2-1)的表面,再将保温层(4)放在防火隔离层(15)表面,使防火隔离层(15)和保温层(4)的侧面与模具(10)侧壁内表面之间留有3mm~15mm的间隙(16)。
(4)在间隙(16)与防火隔离层(15)、保温层(4)上预先成型的连接杆孔(11)中,放入具有适宜流动性的侧壁材料(3-1),再在保温层(4)上表面,放入具有适宜流动性的粘结底衬和咬扣件材料(1-1),并使各材料充分相接并融为一体。
(5)在粘结底衬和咬扣件材料(1-1)的表面铺放玻璃纤维网(12),并将玻璃纤维网(12)压入粘结底衬和咬扣件材料(1-1)表面2mm~12mm。
(6)抹平粘结底衬和咬扣件材料(1-1)表面后,将燕尾咬扣成型件(13)的燕尾咬扣头(14),插入粘结底衬和咬扣件材料(1-1)表面0.5mm~10mm,通过模具(10)或/和燕尾咬扣成型件(13)的运动,从而在粘结底衬和咬扣件材料(1-1)表面刮挤成型高度0.5mm~10mm的燕尾咬扣件(7)。
(7)通过加热或辐照或静止养护,使各材料达到脱模强度后脱模,即完成一种咬扣软瓷装饰保温一体板的制作。
进一步的,所述的一种咬扣软瓷装饰保温一体板的制作方法,结合权利要求6,其特征还在于包括以下步骤:
(1)通过成型滚筒和/或成型件(17),在粘结底衬和咬扣件材料(1-1)表面成型2mm~18mm高的咬扣肋(19)。
(2)再用咬扣件成型滚筒和/或咬扣件成型件(18),将咬扣肋(18)向下或向侧面压挤,使粘结底衬和咬扣件材料(1-1)的上部逐渐向二侧或一侧扩展,或向二侧或一侧弯曲,形成咬扣件(6)或燕尾咬扣件(7)。
进一步的,所述的一种咬扣软瓷装饰保温一体板的制作方法,其特征还在于包括以下步骤:
(1)将具有适宜流动性的面层材料(2-1)侧壁材料(3-1),放入模具(10)中。
(2)将预先成型的保温层(4),压入具有适宜流动性的面层材料(2-1)侧壁材料(3-1)中,使面层材料(2-1)侧壁材料(3-1)向周边扩散并充满保温层(4)与模具(10)之间2mm~20mm的间隙,形成2mm~20mm厚的面层(2)、侧壁(3)。
(3)在保温层(4)的上表面再铺放粘结底衬和咬扣件材料(1-1),并通过燕尾咬扣成型件(13),在粘结底衬和咬扣件材料(1-1)表面成型咬扣件(6)或燕尾咬扣件(7)。
进一步的,所述的一种咬扣软瓷装饰保温一体板的制作方法,其特征还在于包括以下步骤:
(1)将混合搅拌均匀的面层材料(2-1)、侧壁材料(3-1),分别均匀地喷射或铺放于模具(10)的表面、侧壁内表面,形成面层(2)侧壁(3),材料厚度为2mm~15mm。
(2)将搅拌均匀的由泡沫颗粒或膨胀珍珠岩或木屑与水泥浆料构成的保温层材料(4-1),放在面层材料(2-1)侧壁材料(3-1)上并抹平上表面。
(3)在保温层材料(4-1)表面铺放粘结底衬和咬扣件材料(1-1)和玻璃纤维网(12),并使粘结底衬和咬扣件材料(1-1)与侧壁材料(3-1)、保温层材料(4-1)充分粘结融合为一体,再通过燕尾咬扣成型件(13),在粘结底衬(1)材料表面成型咬扣件(6)或燕尾咬扣件(7)。
本发明的优点在于:
咬扣件与粘结底衬为牢固可靠的一体结构,施工中,通过粘结砂浆与咬扣件相互嵌扣、咬合的结构,将咬扣软瓷装饰保温一体板以机械结构方式牢固可靠地嵌扣、咬合于墙面,加之异形构造的咬扣件,增加了粘结面积,有效加强了粘结强度。机械结构方式牢固可靠地嵌扣、咬合与有效加强的粘结力,二者共同作用,显著解决同类产品易脱落的行业顽疾
附图说明
图1是实施例一的产品平面示意图;
图2是实施例一的制作方法示意图;
图3是实施例一制作方法另一示意图;
图4是图3的A-A剖面示意图;
图5是实施例二的制作方法示意图;
图6是实施例二制作方法另一示意图;
图7是图6的B-B剖面示意图;
图8是实施例三的产品结构示意图;
图9是实施例三所述制作方法示意图;
图10是实施例四所述制作方法示意图。
具体实施方式
为了使本发明更加清楚明白,以下结合附图详细说明,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
实施例一,根据图1、图2、图3、图4、所示:
(1)先将相应分量并混合搅拌均匀的软瓷装饰层材料(5-1),以喷射或铺放或滴注方式放入设有安装槽或安装台成型构造(8-1)的模具(10)的表面,形成软瓷装饰层(5)。
(2)在软瓷装饰层材料(5-1)表面喷射或铺放混合搅拌均匀的面层材料(2-1),并在面层材料(2-1)中表面压入玻璃纤维网(12)。
(3)将预先成型的防火隔离层(15)放在面层材料(2-1)的表面,再将保温层(4)放在防火隔离层(15)表面,使防火隔离层(15)和保温层(4)的侧面与模具(10)侧壁内表面之间留有3mm~15mm的间隙(16)。
(4)在间隙(16)与防火隔离层(15)、保温层(4)上预先成型的连接杆孔(11)中,放入具有适宜流动性的侧壁材料(3-1),再在保温层(4)上表面,放入具有适宜流动性的粘结底衬和咬扣件材料(1-1),并使各材料充分相接并融为一体。
(5)在粘结底衬和咬扣件材料(1-1)的表面铺放玻璃纤维网(12),并将玻璃纤维网(12)压入粘结底衬和咬扣件材料(1-1)表面2mm~12mm。
(6)抹平粘结底衬和咬扣件材料(1-1)表面后,将燕尾咬扣成型件(13)的燕尾咬扣头(14),插入粘结底衬和咬扣件材料(1-1)表面0.5mm~10mm,通过模具(10)或/和燕尾咬扣成型件(13)的运动,从而在粘结底衬和咬扣件材料(1-1)表面刮挤成型高度0.5mm~10mm的燕尾咬扣件(7)。
(7)通过加热或辐照或静止养护,使各材料达到脱模强度后脱模,即完成一种咬扣软瓷装饰保温一体板的制作。
实施例二,根据图5、图6、图7所示,结合实施例一的制作方法:
(1)通过成型滚筒和/或成型件(17),在粘结底衬和咬扣件材料(1-1)表面成型2mm~18mm高的咬扣肋(19)。
(2)再用咬扣件成型滚筒和/或咬扣件成型件(18),将咬扣肋(18)向下或向侧面压挤,使粘结底衬和咬扣件材料(1-1)的上部逐渐向二侧或一侧扩展,或向二侧或一侧弯曲,形成咬扣件(6)或燕尾咬扣件(7)。
实施例三,根据图8、图9所示,结合实施例一的制作方法:
(1)将具有适宜流动性的面层材料(2-1)侧壁材料(3-1),放入模具(10)中。
(2)将预先成型的保温层(4),压入具有适宜流动性的面层材料(2-1)侧壁材料(3-1)中,使面层材料(2-1)侧壁材料(3-1)向周边扩散并充满保温层(4)与模具(10)之间2mm~20mm的间隙,形成2mm~20mm厚的面层(2)、侧壁(3)。
(3)在保温层(4)的上表面再铺放粘结底衬和咬扣件材料(1-1),并通过燕尾咬扣成型件(13),在粘结底衬和咬扣件材料(1-1)表面成型咬扣件(6)或燕尾咬扣件(7)。
实施例四,根据图10所示,结合实施例一的制作方法:
(1)将混合搅拌均匀的面层材料(2-1)、侧壁材料(3-1),分别均匀地喷射或铺放于模具(10)的表面、侧壁内表面,形成面层(2)侧壁(3),材料厚度为2mm~15mm。
(2)将搅拌均匀的由泡沫颗粒或膨胀珍珠岩或木屑与水泥浆料构成的保温层材料(4-1),放在面层材料(2-1)侧壁材料(3-1)上并抹平上表面。
(3)在保温层材料(4-1)表面铺放粘结底衬和咬扣件材料(1-1)和玻璃纤维网(12),并使粘结底衬和咬扣件材料(1-1)与侧壁材料(3-1)、保温层材料(4-1)充分粘结融合为一体,再通过燕尾咬扣成型件(13),在粘结底衬(1)材料表面成型咬扣件(6)或燕尾咬扣件(7)。
以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,任何熟悉本领域的技术人员,在不脱离本发明技术方案范围情况下,都可利用上述揭示的方法和技术内容对本发明技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。因此,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所做的任何简单修改、等同替换、等效变化及修饰,均仍属于本发明技术方案保护的范围内。
- 一种咬扣软瓷装饰保温一体板及制作方法
- 一种咬扣装饰砖制作方法和设备及一种咬扣装饰砖