一种光源拼板分板机
文献发布时间:2023-06-19 10:05:17
技术领域
本发明属于灯具照明生产技术领域,具体涉及一种用于光源拼板的分割机构。
背景技术
现有的光源拼板由多个光源板组成,生产过程中需要将光源拼板分割成多个光源板才可进行组装。目前的生产工艺是通过人工(或自动上板机)将光源拼板放入(或输送到)皮带输送线,然后经分割组件分割,光源板和光源板料带从另外一条皮带输送线流出并等待后续分拣组装。现有通过人工(或自动上板机)分割的光源板,存在如下缺陷:一是,光源板出料位置不固定,会产生堆叠现象,不利于分拣;二是,光源拼板变形或偏差,在经分割组件分割时,容易造成分板位置不准确,造成不良。
发明内容
为解决现有技术存在的问题,本发明提供一种光源拼板分板机,该光源拼板分板机结构简单可靠,定位精度准确,取料方便、分板精度高,显著提高产品合格率,及组装效率。
为达成上述目的,本发明采用如下技术方案:
一种光源拼板分板机,包括光源拼板,及设置在底座支架上的皮带输送机构、抓取上料机构、定位输送机构和分割机构;
光源拼板,由多列光源板相接而成,两边侧设有与光源板相接的光源板料带,每列光源板上相邻两个光源板之间具有一定间隙;于光源板上设有定位孔和销孔;
皮带输送机构,包括皮带输送线、挡料装置和抬升定位装置;所述挡料装置,包括前挡料组件和后挡料组件;所述抬升定位装置,包括挡料抬升组件和挡料定位组件;其中,
前挡料组件,包括挡料气缸、前挡料支撑架、挡料连接件和前挡料板;所述挡料连接件转动连接在前挡料支撑架上,一端抵在所述挡料气缸的推杆上,另一端固定连接所述前挡料板;于所述挡料气缸和该前挡料板之间连接有弹簧;
后挡料组件,包括一后挡料板;
挡料抬升组件,包括挡料抬升气缸,该挡料抬升气缸驱动一挡料顶升板上、下动作;
挡料定位组件,包括伸出该挡料顶升板的多个挡料定位销钉;该多个挡料定位销钉对应光源拼板的的定位孔设置;在挡料抬升气缸向上推顶挡料顶升板,以使该光源拼板贴合到位的上压板,并向上推顶该上压板,以使该上压板脱离皮带输送线;
抓取上料机构,包括一龙门支架、抓取移位组件、定位抓取组件和上料限位组件;其中,
龙门支架固定在底座支架上,并跨设于皮带输送机构和分割机构上方;
抓取移位组件,包括一抓取移位气缸,还包括一抓取移位滑块和抓取移位滑轨,所述抓取移位滑轨和抓取移位气缸固定在龙门支架上,该抓取移位气缸驱动所述抓取移位滑块322在该抓取移位滑轨上滑动;
定位抓取组件,包括左、右夹板、定位抓取气缸,还包括左、右定位抓取滑块和定位抓取滑轨;其中,
定位抓取滑轨,固定在一导轨座上,所述左、右定位抓取滑块分别滑动设置在定位抓取滑轨上;
左、右夹板,分别固定安装在左、右定位抓取滑块上;
所述定位抓取气缸,推顶左、右夹板开合;
上料限位组件,包括一上压板、一上料限位气缸和一导向组件;其中,上压板,固定连接导轨座,且该上压板对应挡料顶升板设置;
导向组件,包括前、后导轴和支撑板;所述前、后导轴弹性设置在该支撑板和上压板之间;所述上料限位气缸连接并驱动所述支撑板,沿所述前、后导轴做上、下位移;
定位输送机构,包括丝杆机构、送料滑轨机构和一销钉板;其中,
丝杆机构,包括一电机、一滚珠丝杆;于该滚珠丝杆上装设有一推块,电机驱动该滚珠丝杆带动推块前、后动作;
送料滑轨机构,包括上滑轨和上滑块,及下滑轨和下滑块;所述下滑块滑动设置在该下滑轨上;所述上滑轨设有多个直线滑轨,该上滑轨通过一中间支撑板与下滑块固定连接,于该中间支撑板上设有多个滑轨安装槽,多个直线滑轨对应固定在多个滑轨安装槽中,该多个直线滑轨的数量与光源拼板的列数相同;该中间支撑板连接推块;所述上滑轨穿过分割机构滑动设置在上滑块上;所述上滑块设有多个直线滑块,每个直线滑轨对应滑动设置在每个直线滑块中;
销钉板,包括多个直线销钉板,每个直线销钉板对应光源拼板上每一列的光源板;每个直线销钉板上设有多个销钉,当抓取上料机构将光源拼板放到销钉板上,销钉则插入光源拼板的每个光源板上设有的销孔。
本发明提供的技术方案具有如下有益效果:
一是,本发明光源拼板从所述皮带输送机构左侧进入,在该皮带输送机构的第一位置定位好后,经抓取上料机构将光源拼板从该第一位置移到定位输送机构的第二位置,然后在定位输送机构的带动下,光源拼板被分割机构分割成多片光源板,在底座支架上的第三位置上等待抓取。光源板定位精度准确,三坐标模组取料方便。
二是,本发明皮带输送机构的挡料装置和抬升定位装置,将光源拼板贴合到位的上压板,并配合定位抓取组件330固定光源拼板,光源拼板定位准确,分板精度高,提高产品合格率。
三是,本发明抓取上料机构将光源拼板放到销钉板上,使销钉插入光源拼板的每个光源板上设有的销孔,以将分割完成的多个光源板稳定并且有序排列,更好的提高组装产品合格率和生产效率。
附图说明
此处所说明的附图用来提供对本发明的进一步理解,构成本发明的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
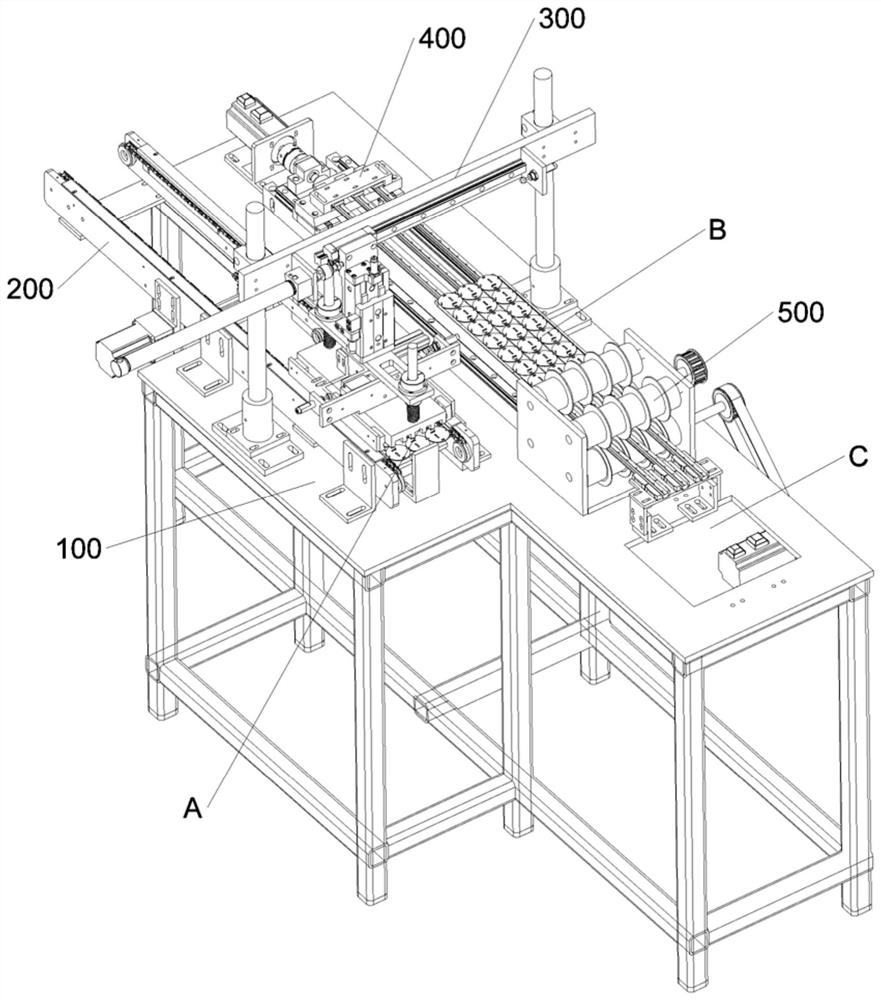
图1是本发明光源拼板分板机整体结构的立体结构示意图;
图2是本发明皮带输送机构的立体结构示意图一;
图3是本发明皮带输送机构的立体结构示意图二;
图4是本发明抓取上料机构的立体结构示意图一;
图5是本发明抓取上料机构的立体结构示意图二;
图6是本发明抓取上料机构立体结构示意图三;
图7是本发明定位抓取组件的立体结构示意图;
图8是本发明抓取上料机构和定位输送机构的立体结构示意图;
图9是本发明定位输送机构的立体结构示意图;
图10是本发明分割机构的立体结构示意图;
图11是本发明光源拼板的主视结构示意图。
具体实施方式
为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚、明白,以下结合附图和实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
本发明的权利要求书、说明书及上述附图中,除非另有明确限定,如使用术语“第一”、“第二”或“第三”等,都是为了区别不同对象,而不是用于描述特定顺序。
本发明的权利要求书、说明书及上述附图中,除非另有明确限定,对于方位词,如使用术语“中心”、“横向”、“纵向”、“水平”、“垂直”、“顶”、“底”、“内”、“外”、“上”、“下”、“前”、“后”、“左”、“右”、“顺时针”、“逆时针”等指示方位或位置关系乃基于附图所示的方位和位置关系,且仅是为了便于叙述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位或以特定的方位构造和操作,所以也不能理解为限制本发明的具体保护范围。
本发明的权利要求书、说明书及上述附图中,除非另有明确限定,如使用术语“固接”或“固定连接”,应作广义理解,即两者之间没有位移关系和相对转动关系的任何连接方式,也就是说包括不可拆卸地固定连接、可拆卸地固定连接、连为一体以及通过其他装置或元件固定连接。
本发明的权利要求书、说明书及上述附图中,如使用术语“包括”、“具有”以及它们的变形,意图在于“包含但不限于”。
现结合图1至图11,说明本发明光源拼板分板机,包括包括光源拼板600,及设置在底座支架100上的皮带输送机构200、抓取上料机构300、定位输送机构400和分割机构500。
本发明光源拼板600,由多列光源板相接而成,两边侧设有与光源板相接的光源板料带620,每列光源板上的每个光源板610不相接,相邻两个光源板610之间具有一定间隙650。于光源板610上设有定位孔630和销孔640。本实施例中,光源拼板600由七行三列的光源板610和两侧的光源板料带620组成,可分割成二十一片的光源板610,其中光源板610左右连接,上下之间没有连接。最左侧和最右侧的光源板与光源板料带620相连。每片光源板610的两侧需切平。
本实施例中,如图11所示,光源拼板600从所述皮带输送机构200左侧进入,在该皮带输送机构200的第一位置A定位好后,经抓取上料机构300将光源拼板600从该第一位置A移到定位输送机构400的第二位置B,然后在定位输送机构200的带动下,光源拼板600被分割机构500分割成多片光源板610,在底座支架100上的第三位置C上等待抓取的同时,光源拼板600的料带620落入该第三位置C上设有的料槽内,收集料带620。所述第三位置C设置在定位输送机构400和分割机构500前方的底座支架100上。
请结合图1至图3所示,所述皮带输送机构200,包括皮带输送线210、挡料装置和抬升定位装置。其中,所述挡料装置,包括前挡料组件220和后挡料组件230;所述抬升定位装置,包括挡料抬升组件240和挡料定位组件250。
具体的,所述挡料装置的前挡料组件220,包括固定在底座支架100上的一挡料气缸221和一前挡料支撑架222,还包括有一挡料连接件223和一前挡料板224。所述挡料连接件223转动连接在前挡料支撑架224上,且该挡料连接件223的一端抵在所述挡料气缸221的推杆上,所述前挡料板224固定连接在该挡料连接件223的另一端。于所述挡料气缸221和该前挡料板224之间连接有弹簧225,以使该挡料气缸221驱动该前挡料板224实现翻转。
所述挡料装置的后挡料组件230,包括一固定在底座支架100上的后挡料板231。
所述抬升定位装置的挡料抬升组件240,包括固定在底座支架100上的挡料抬升气缸241,还包括一挡料顶升板242,所述挡料抬升气缸241驱动该挡料顶升板242上、下动作。所述挡料顶升板242设置在前挡料板224和后挡料板231之间。
所述抬升定位装置的挡料定位组件250,包括多个伸出该挡料顶升板242的挡料定位销钉251,且该多个挡料定位销钉251对应光源拼板600的定位孔630设置。具体的,还包括有多个挡料销钉固定板252每个挡料定位销钉251均通过每个挡料销钉固定板252固定在所述挡料顶升板242上,并伸出该挡料顶升板242。在挡料抬升气缸241向上推顶挡料顶升板242时,所述多个挡料定位销钉251插入并延伸出光源拼板600上设有的定位孔630中,以在该挡料顶升板242带动光源拼板600一起向上顶升,以使该光源拼板600贴合到位的上压板341,并向上推顶该上压板341,以使该上压板341脱离皮带输送线210。本实施例中,挡料定位销钉251设有四个,分别对应光源拼板600在四个边角部设有的四个定位孔630设置。
当皮带输送线210输送光源拼板600,直至该光源拼板600的头部接触到后挡料板231时,前挡料板224在挡料气缸221作用下翻转直立,对该光源拼板600的尾部进行限位。抓取上料机构300的上压板341移到该光源拼板600的上方,以限制该光源拼板600的上部限位。最后在挡料抬升气缸241的作用下,四个挡料定位销钉251插入该光源拼板600的定位孔630,并将该光源拼板600从皮带输送线210顶出,从而实现该光源拼板600的完全定位。
请结合图1、图4至图7所示,所述抓取上料机构300,包括一龙门支架310、抓取移位组件320、定位抓取组件330和上料限位组件340。
所述龙门支架310固定在底座支架100上,并跨设于皮带输送机构200和分割机构500上方。
所述抓取移位组件320,包括一抓取移位气缸321和一抓取移位滑动组件。所述抓取移位滑动组件包括一抓取移位滑块322和抓取移位滑轨323,所述抓取移位滑轨323和抓取移位气缸321固定在龙门支架310上,该抓取移位气缸321驱动所述抓取移位滑块322在该抓取移位滑轨323上滑动。具体的,所述抓取移位滑轨323通过左、右上固定块324固定在龙门支架310上,所述左、右上固定块324的其中一上固定块上对应抓取移位滑块322设有滑块缓冲器325;所述抓取移位气缸321通过所述左、右上固定块324的的另一上固定块固定在龙门支架310上,且该抓取移位气缸321连接并驱动所述抓取移位滑块322在抓取移位滑轨323上滑动。
所述定位抓取组件330,包括左、右夹板331、定位抓取气缸332和定位抓取滑动组件。
所述定位抓取滑动组件包括左、右定位抓取滑块333、定位抓取滑轨334和中间限位块335,所述中间限位块335固定在定位抓取滑轨334中部,所述左、右定位抓取滑块333分别滑动设置在中间限位块335两侧的定位抓取滑轨334上。所述定位抓取滑轨334通过左、右下固定块336固定在一导轨座339上,于该左、右下固定块336上对应左、右定位抓取滑块333设有左、右缓冲器337。
在所述左、右夹板331分别对应通过左、右连接件338固定安装在左、右定位抓取滑块333上。本实施例中,所述左、右夹板331相向的立面对应设有多个夹块331A。
所述定位抓取气缸332的主体固定安装在所述左、右连接件338的其中一连接件上,所述定位抓取气缸332的推杆穿过该连接件,固定安装在所述左、右连接件338的另一连接件上。
所述上料限位组件340,包括一上压板341、一上料限位气缸342和一导向组件。
所述上压板341,固定连接导轨座339,且该上压板341置于定位抓取组件330的左、右夹板331之间。
所述导向组件,包括前、后导轴343、支撑板344和前、后弹簧345。所述前、后导轴343对应固定连接在上压板341的前、后端部上,并穿出支撑板344的前、后端部。所述前、后弹簧345对应套设在该前、后导轴343上,并弹性抵顶在上压板341和该支撑板344之间。所述上料限位气缸342连接并驱动所述支撑板344,在前、后弹簧345的弹力作用下沿所述前、后导轴343做上、下位移。
具体的,于所述支撑板344上设有前、后导向孔,于该前、后导向孔中对应设有前、后直线轴承346,于前、后导轴343上还对应设有前、后轴套347,该前、后轴套347对应锁紧固定在前、后直线轴承346上方,以限制支撑板344的位移高度,进而调节上压板341的水平高度。
如图8所示,当抓起上料机构300是将光源拼板600从皮带输送机构200的第一位置A移到定位输送机构400的第二位置B。当抓起上料机构300在第一位置A取料时,定位抓取气缸332伸出,左、右夹板331分开后,上料限位气缸342带动上压板341移动到皮带输送机构200的第一位置A的光源拼板600的上方,但不接触该光源拼板600。然后皮带输送机构200的挡料抬升气缸241将挡料顶升板242上固定好的光源拼板600向上顶升去贴合上压板341,并继续向上推顶该上压板341,及定位抓取组件330从皮带输送线210顶起,并脱离该皮带输送线210。此时定位抓取组件330的左、右夹板331在定位抓取气缸332缩回的时候,左、右夹板331将光源拼板600外侧(即光源拼板的料带620)抱住,起到固定光源拼板600的作用。然后在上料限位气缸342和抓取移位气缸321的共同作用下,光源拼板600从第一位置A移到第二位置B,达到光源拼板600从皮带输送机构200移动到定位输送机构400的目的。
请结合图9和图10所示,所述定位输送机构400包括丝杆机构410、送料滑轨机构420和一销钉板430。
所述丝杆机构410,包括一电机411、一滚珠丝杆412。所述滚珠丝杆412通过前、后轴承座413固定在底座支架100上,于该滚珠丝杆412上设有一推块415,电机411驱动该滚珠丝杆412带动推块414前、后动作。
所述送料滑轨机构420,包括上滑轨421和上滑块422,及下滑轨423和下滑块424。
所述下滑轨423固定在底座支架100上,下滑块424滑动设置在该下滑轨423上。
所述上滑轨421设有多个直线滑轨,该上滑轨421通过一中间支撑板425与下滑块424固定连接,于该中间支撑板425上设有多个滑轨安装槽,多个直线滑轨对应固定在多个滑轨安装槽中,该多个直线滑轨的数量与光源拼板600的列数相同。该中间支撑板425连接所述丝杆机构410的推块414。所述上滑轨421穿过分割机构500滑动设置在上滑块422上。
所述上滑块422设有多个直线滑块,每个直线滑轨对应滑动设置在每个直线滑块中。所述下滑块422通过一可调节调节支架426固定连接在底座支架100上。所述可调节支架426包括第一调节板426A、第二调节板426B和固定连接板426C,所述第一调节板426A连接第二调节板426B和固定连接板426C,所述下滑块422的多个直线滑块固定在固定连接板426C。所述第二调节板426B和固定连接板426C上均设有调节长槽,可通过调节长槽来调节上滑轨421和上滑块422的前、后、左、右位置,保证分割组件500分割时的准确性。
所述销钉板430包括多个直线销钉板,每个直线销钉板上设有多个销钉431,多个销钉431的数量与光源拼板600上的光源板610相对应,且每个直线销钉板430对应设置在每个直线滑轨上,每个直线销钉板对应光源拼板600上每一列的光源板610。
抓取上料机构300将光源拼板600放到销钉板430上,销钉则插入光源拼板600的每个光源板610上设有的销孔640,在电机411和滚珠丝杆412的作用下,光源拼板600从分割机构50的一测移动到另一侧,而在移动过程中,分割机构500的刀刃组件510将会分割每列光源板之间的连接部分,将光源拼板600切割成多个符合要求的光源板610。
上述说明示出并描述了本发明的优选实施例,如前所述,应当理解本发明并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述发明构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本发明的精神和范围,则都应在本发明所附权利要求的保护范围内。
- 一种光源拼板分板机
- 一种光源拼板分板机