一种可快速换辊的冷弯焊机中的成型装置
文献发布时间:2023-06-19 10:05:17
技术领域
本发明涉及到一种冷弯焊机,尤其涉及到一种可快速换辊的冷弯焊机中的成型装置。
背景技术
在传统的冷弯焊管机的生产过程中,如需要改变产品规格,就需要整机停转,通过人工手动将轧辊组件中的多个部件分别吊装到位后才能进行调试,调试好后方能开机运转。事实上,人工更换轧辊组件不仅劳动强度高,而且,更换轧辊组件后的在线调试时间也较长,费时费力效率低;另外,目前的小型冷弯焊机也与大中型冷弯焊机一样,采用吊装方式来更换轧辊组件时。在实际使用过程中,这种通过吊装更换更换轧辊组件的方式,吊装时,操作工人需要架设吊绳,在架设吊绳的过程中还要不断调整吊绳的挂接点以保证轧辊组件在吊装过程中尽量保持平衡,使得拆装效率较低,而且,也加大了操作工人的劳动强度。
发明内容
本发明所要解决的技术问题是:提供一种可以整体更换轧辊组件、而且拆装更加方便的可快速换辊的冷弯焊机中的成型装置。
为解决上述技术问题,本发明采用的技术方案为:一种可快速换辊的冷弯焊机中的成型装置,包括:机架和轧辊组件,所述的轧辊组件的具体结构包括:轧辊架、以及设置在轧辊架上的若干个轧辊组,每个轧辊组包括上下布置的上、下轧辊,上、下轧辊的两端分别通过轧辊用轴座活动设置在所述的轧辊架上;所述的机架上设置有用于安装轧辊组件的支撑平台以及将轧辊组件锁定在支撑平台上的轧辊锁定机构,所述的机架上还活动设置有过渡支架,该过渡支架上通过传动用轴座活动设置与所述的上、下轧辊一一对应的上、下过渡轴,过渡支架上还设置有驱动所有的上过渡轴同步上下移动的上过渡轴升降驱动机构,其中的一个上轧辊上在靠近过渡架一侧的轧辊用轴座与相应的上过渡轴上的传动用轴座之间设置有将上过渡轴快速与上轧辊相匹配(使上过渡轴和上轧辊等高)的快速定位机构,所述上轧辊相应一侧的转轴从轧辊用轴座中伸出、相应的上过渡轴从传动用轴承中伸出设置有相互配合的牙嵌式离合器,所述下轧辊相应一侧的转轴从轧辊用轴座中伸出、相应的下过渡轴从传动用轴座中伸出设置有相互配合的牙嵌式离合器,所述的机架上还设置有轧制动力装置和传动箱,传动箱中设置有一个输入端和与所有的上、下过渡轴一一对应的输出轴,轧制动力装置的输出轴与传动箱的输入轴相连,上、下过渡轴的相应端分别通过万向联轴器与传动箱的相应输出轴相连;所述的机架上还设置有用于驱动过渡支架沿着水平方向移动的过渡支架平移驱动机构;所述的机架上还设置有至少两个用于控制过渡支架走位的到位传感器,所述的机架上在支撑平台的下方设置有拆装用升降驱动机构,该拆装用升降驱动机构上设置有用于托举轧辊组件的拆装滑移装置。
作为一种优选方案,在所述的可快速换辊的冷弯焊机中的成型装置中,所述的轧制系统还包括有:运送小车,运送小车与所述的机架之间设置有小车定向机构和小车锁定机构,运送小车上设置有安装平台,安装平台上设置有与所述的拆装滑移装置相配合的运送滑移装置;运送小车的底部设置有至少三个脚轮。
作为一种优选方案,在所述的可快速换辊的冷弯焊机中的成型装置中,所述拆装滑移装置的具体结构包括:至少两个与所述轧辊组件拆装时的移动方向平行的支承架,每个支承架包括:一对相互平行的支承梁,这一对支承梁之间沿着其轧辊组件拆装时的移动方向设置有若干个滑移用轴承,所有滑移用轴承的动态支撑点构成支承轧辊组件的拆装平台;与之相对应,所述拆装用升降驱动机构的具体设置方式为:所述的机架在每个支承架的下方均设置有至少一个升降动力装置,升降动力装置的驱动杆通过连接座与所述的一对支承梁相连,该连接座将相应的一对支承梁固定在一起。
作为一种优选方案,在所述的可快速换辊的冷弯焊机中的成型装置中,所述运送滑移装置的具体结构包括:沿着轧辊组件拆装时的移动方向设置在所述安装平台上的若干个滚轮组,每个滚轮组中包括了若干个垂直于轧辊组件拆装时的移动方向布置的滚轮。
作为一种优选方案,在所述的可快速换辊的冷弯焊机中的成型装置中,所述的滚轮为万向滚珠轮。
作为一种优选方案,在所述的可快速换辊的冷弯焊机中的成型装置中,所述的运送小车在安装平台的相应侧还设置有限位座和拉手。
作为一种优选方案,在所述的可快速换辊的冷弯焊机中的成型装置中,所述的运送小车在其底部的四个角部分别设置有脚轮。
作为一种优选方案,在所述的可快速换辊的冷弯焊机中的成型装置中,所述的小车定向机构包括:设置在运送小车上的定向杆,所述的机架上设置有与所述的定向杆相配合的导向孔;所述的小车锁定机构包括:活动设置在运送小车相应侧上的锁钩,所述的机架上设置有与锁钩相配合的拦钩板。
作为一种优选方案,在所述的可快速换辊的冷弯焊机中的成型装置中,所述的快速定位机构包括:设置在其中的一个上过渡轴上靠近过渡架一侧的轧辊用轴座上的基准悬臂,相应的上过渡轴上的传动用轴座上设置有与所述的基准悬臂相配合的定位悬臂,定位悬臂上设置有定位滚轮。
作为一种优选方案,在所述的可快速换辊的冷弯焊机中的成型装置中,所述的轧辊锁定机构包括:设置在机架上的旋转油缸和与旋转油缸相配合的台面夹,旋转油缸的活塞杆上设置有压紧块。
本发明的有益效果是:本发明通过所述的拆装用升降机构将处于自由状态的轧辊组件托举至拆装滑移装置上,然后,通过拆装滑移装置和安装平台上的若干个滚轮组的接力将轧辊组件平移至运送小车上,利用运送小车将其运走,与此同时或者预先将调试好的轧辊组件作为一个整体由另一辆运送小车运送至现场,通过安装平台上的若干个滚轮组和拆装滑移装置的接力将轧辊组件平移至拆装滑移装置上,然后,通过拆装用升降机构让轧辊组件下降、放置在机架上,并通过轧辊锁紧机构将轧辊组件固定在机架上,这样就使得轧辊组件的更换非常方便,而且不需要在现场调试,从而节省了更换轧辊组件所需要的时间,提高了拆装效率,而且,还降低了操作工人的劳动强度。
附图说明
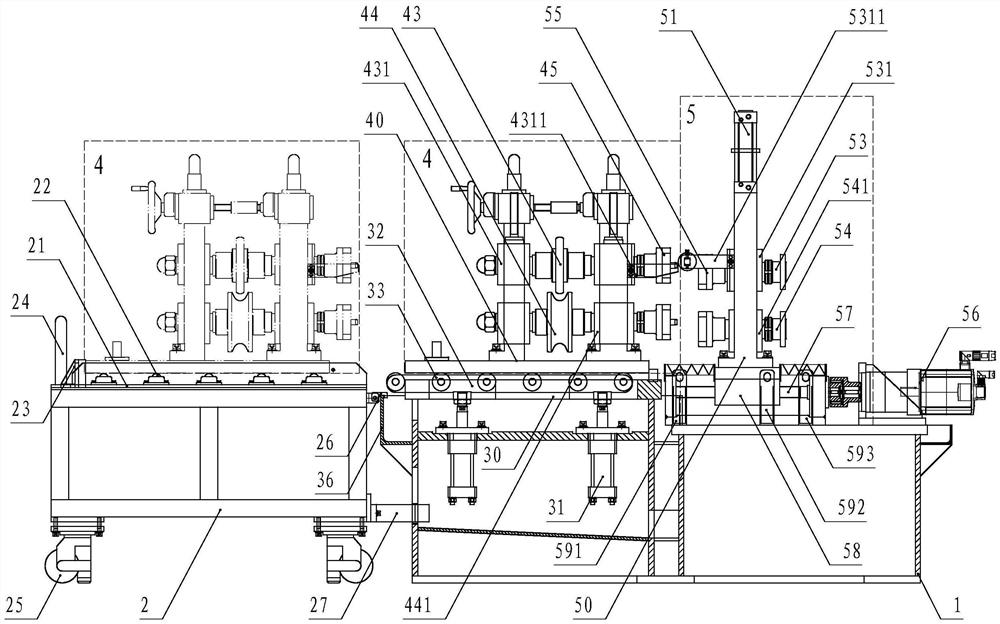
图1是本发明所述的可快速换辊的冷弯焊机中的成型装置。
图2是图1的局部放大结构示意图。
图3是图1的俯视方向的局部放大结构示意图。
图1至图3中的附图标记分别为:1、机架,2、运送小车,21、安装平台,22、万向滚珠轮,23、限位座,24、拉手,25、脚轮,26、锁钩,27、定向杆,30、支撑平台,31、升降用油缸,312、连接座,32、支承梁,33、滑移用轴承,34、销轴,35、挡圈,36、拦钩板,312、连接座,4、轧辊组件,40、轧辊架,43、上轧辊,431、上轧辊用轴座,4311、基准悬臂,44、下轧辊,441、下轧辊用轴座,45、轧辊侧牙嵌式离合器,50、过渡支架,51、上过渡轴升降用油缸,53、上过渡轴,531、上传动用轴座,5311、定位悬臂,54、下过渡轴,541、下传动用轴座,55、过渡轴侧牙嵌式离合器,56、平移驱动油缸,57、导向杆,58、滑块,591、第一接近开关,592、第二接近开关,593、第三接近开关,61、上万向联轴器,62、下万向联轴器,7、传动箱,8、动力装置,81、电机,82、减速机。
具体实施方式
下面结合附图,详细描述本发明所述的一种可快速换辊的冷弯焊机中的成型装置的详细实施方案。
如图1和图2所示,本发明所述的一种可快速换辊的冷弯焊机中的成型装置,其结构包括:机架1和轧辊组件4,轧辊组件4的具体结构包括:轧辊架40、以及设置在轧辊架40上的若干个轧辊组,每个轧辊组包括上下布置的上下轧辊43和下轧辊44,上轧辊43的两端分别通过上轧辊用轴座431活动设置在所述的轧辊架40上,下轧辊44的两端分别通过下轧辊用轴座441活动设置在所述的轧辊架40上;所述的机架1上设置有用于安装轧辊组件4的支撑平台30、以及将轧辊组件4锁定在支撑平台30上的轧辊锁定机构,该轧辊锁定机构包括:设置在机架1上的旋转油缸和与旋转油缸相配合的台面夹,旋转油缸的活塞杆上设置有压紧块(属于本领域的惯常技术,在此不再展开描述);所述的机架1上还活动设置有过渡支架50,该过渡支架50上通过上传动用轴座531活动设置有与所述的上轧辊43一一对应的上过渡轴53,该过渡支架50上通过下传动用轴座541活动设置有与所述的下轧辊44一一对应的下过渡轴54;过渡支架50上还设置有驱动所有的上过渡轴53同步上下移动的作为上过渡轴升降驱动机构的上过渡轴升降用油缸51,其中的一个上轧辊43上在靠近过渡架50一侧的上轧辊用轴座431与相应的上过渡轴53上的上传动用轴座531之间设置有将上过渡轴53快速与上轧辊43相匹配(使得上过渡轴53和上轧辊43等高,此时,下过渡轴54和下轧辊44也等高)的快速定位机构,该快速定位机构包括:设置在上轧辊用轴座431上的基准悬臂4311,相应的上过渡轴53上的上传动用轴座531上设置有与所述的基准悬臂4311相配合的定位悬臂5311,定位悬臂5311上设置有定位滚轮;所述上轧辊43和下轧辊44的相应一侧(图1和图2中的右侧)的转轴分别从上、下轧辊用轴座431和441中伸出设置有轧辊侧牙嵌式离合器45,相应的上过渡轴53和下过渡轴54分别从上、下传动用轴座531和541中伸出设置有与轧辊侧牙嵌式离合器45相配合的过渡轴侧牙嵌式离合器55;所述的机架1上还设置有轧制动力装置8和传动箱7,轧制动力装置8包括有:轧制驱动电机81和减速机82(属于本领域的惯常技术,在此不再展开描述),传动箱7中设置有一个输入端、以及与所有的上、下过渡轴53和54一一对应的输出轴(传动箱7属于本领域的惯常技术,在此不再展开描述),轧制动力装置8的输出轴与传动箱7的输入轴相连,上、下过渡轴53和54的相应端分别通过上、下万向联轴器61和62与传动箱7的相应输出轴相连;所述的机架1上还设置有用于驱动过渡支架50沿着水平方向移动的过渡支架平移驱动机构(属于本领域的惯常技术,在此不再展开描述),所述的机架1上还设置有三个用于控制过渡支架50走位的作为到位传感器的接近开关,即:第一接近开关591、第二接近开关592、第三接近开关593,机架1上在支撑平台30的下方设置有拆装用升降驱动机构,拆装用升降驱动机构上设置有用于托举轧辊组件4的拆装滑移装置,该拆装滑移装置的具体结构包括:两个与轧辊组件4拆装时的移动方向平行的支承架,如图3所示,所述的支承架活动穿设在支撑平台30中,每个支承架包括有:一对相互平行的支承梁32,这一对支承梁32之间沿着其轧辊组件4拆装时的移动方向设置有若干个滑移用轴承33,所有滑移用轴承33的动态支撑点构成了支承轧辊组件4的拆装平台,所述滑移用轴承33的具体安装结构包括:带帽的销轴34,所述的一对支承梁32上开设有与销轴34相配合的安装通孔,销轴34依次穿过一侧的支承梁32、滑移用轴承33、以及另一侧的支承梁32后,设置有挡圈35;与之相对应,所述拆装用升降驱动机构的具体设置方式为:所述的机架1在每个支承架下方的两侧(图1中的左右两侧)均设置有一个作为升降动力装置的升降用油缸31,升降用油缸31的活塞杆作为所述升降动力装置的驱动杆通过连接座312与所述的一对支承梁32相连,这样,该连接座312起到了将相应的一对支承梁32固定在一起的作用;所述的运送小车2与机架1之间设置有小车定向机构和小车锁定机构,该小车定向机构包括:设置在运送小车2上的定向杆27,所述的机架1上设置有与所述的定向杆27相配合的导向孔(属于本领域的惯常技术,在此不再展开描述);所述的小车锁定机构包括:活动设置在运送小车2相应侧上的锁钩26,所述的机架1上设置有与锁钩26相配合的拦钩板36;所述的运送小车2上设置有安装平台21,安装平台21上沿着轧辊组件4拆装时的移动方向设置有若干个滚轮组,每个滚轮组中包括了若干个垂直于轧辊组件4拆装时的移动方向布置的万向滚珠轮22,所述的运送小车2在安装平台21的相应侧还设置有限位座23和拉手24,所述运送小车2底部的四个角部分别设置有一个脚轮25。
实际应用时,所述的过渡支架平移驱动机构包括:用于提供动力的平移驱动油缸56、至少两个相互平行的导向杆57、以及设置在过渡支架50底部的滑块58,滑块58滑动设置在导向杆57上;所述的平移驱动油缸56也可以由步进电机、伺服电机或直线电机替代,当采用步进电机、伺服电机时,其输出轴就需要通过丝杆与滑块相连,滑块中设置有与丝杆相配合的螺纹。
在实际使用过程中,首先将运送小车2通过小车定向机构和小车锁定机构固定在机架1上,然后,同步启动四个升降用油缸31,将与冷弯焊机处于分离状态的轧辊组件4向上举升,使得轧辊组件4离开用于支撑轧辊组件4的支撑平台30,接着,通过人工将轧辊组件4拉至运送小车2上;与此同时或者预先将调试好的轧辊组件4作为一个整体由另一辆运送小车2运送至现场,通过安装平台21上的若干个滚轮组和拆装滑移装置的接力将轧辊组件4平移至拆装滑移装置(拆装平台)上,然后,通过拆装用升降机构让轧辊组件4下降、放置在机架1的支撑平台30上,并通过轧辊锁紧机构将轧辊组件4固定在支撑平台30上。
综上所述,仅为本发明的较佳实施例而已,并非用来限定本发明实施的范围,凡依本发明权利要求范围所述的形状、构造、特征及精神所作的均等变化与修饰,均应包括在本发明的权利要求范围内。
- 一种可快速换辊的冷弯焊机中的成型装置
- 一种冷弯焊机中轧辊组件的快速拆装装置