一种PP双高筋增强型聚乙烯缠绕管及其生产方法
文献发布时间:2023-06-19 10:19:37
技术领域
本发明涉及一种PP双高筋增强型聚乙烯缠绕管,尤其是属与国际专利分类号为F16L9/16的缠绕管技术领域。
背景技术
塑料缠绕管通常采用聚丙烯(简称PE)塑料为原料制备而成的带状型材,再经缠绕而成型的一种管材。具有化学性能稳定、抗冲击、使用寿命长等优点。目前,在雨水或者污水的排放工程中,高密度聚乙烯缠绕管已被广泛使用。由高密度聚乙烯材料制作的缠绕管环刚度较低,难以承受较大的径向压力。因此,需要加厚管壁来提高环刚度。但是,增加管壁厚度需要大量增加高密度聚乙烯材料的使用,这会导致制造成本显著上升;还会因为缠绕管的重量增加,导致运输成本的上升。另一种解决方案是,在缠绕管外增加中空加强筋,以提高环刚度。但是,当长时间承受较大的径向压力时,中空加强筋与缠绕管的结合处会开裂,以至于影响缠绕管的使用寿命。
发明内容
为了解决上述问题,本发明的目的之一是提供一种高环刚度、节约材料、重量轻的PP双高筋增强聚乙烯缠绕管。本发明的技术方案如下:
一种PP双高筋增强型聚乙烯缠绕管,其特征在于:包括由带状片材螺旋缠绕搭接粘合的管体,以同样螺旋缠绕方式跨压粘合在管体外的中空加强筋,以及外覆在中空加强筋上部外侧的U形塑胶;所述带状片材包括搭接部和非搭接部;在螺旋状态时,上搭接部与下搭接部相互搭接后,构成搭接部;搭接部的宽度大于非搭接部宽度的两倍;所述中空加强筋包括PP异形单壁波纹管;所述PP异形单壁波纹管的横截面为两侧对称设置的直角梯形结构,PP异形单壁波纹管的横截面宽度与搭接部宽度相等。
所述中空加强筋和U形塑胶的四周均为圆角结构。
所述U形塑胶侧翼的宽度为非搭接部宽度的1/2。
两相邻的中空加强筋之间,设有与两侧中空加强筋的侧壁均粘合的加强筋片材。
所述加强筋片材为粘合两侧中空加强筋的粘合熔胶冷结而成。
两相邻的所述中空加强筋间还设有金属片。
所述中空加强筋包括PP异形单壁波纹管和粘接层;所述粘接层将PP异形单壁波纹管整体包裹粘接,所述粘接层底部外侧与管体粘接固定,所述粘接层上部外侧与U形塑胶粘合固定。
本发明的目的之二是提供一种PP双高筋增强型聚乙烯缠绕管的生产方法,其特征在于,包括以下步骤:
步骤1)从第一挤出机挤出熔融的带状片材,并将挤出的带状片材螺旋缠绕在连续转动的成型辊上,使相邻的片材相互搭接粘合形成管体;
步骤2)第二挤出机通过成型模具挤出两侧对称设置的直角梯形状的PP异形单壁波纹管,形成中空加强筋;
步骤3)所述中空加强筋螺旋缠绕跨压在管体上,并通过压轮向中空加强筋施加压力,使得中空加强筋与管体粘合固定;
步骤4)通过第三挤出机在相邻的中空加强筋间挤入粘合熔胶,使得相邻的PP中空加强筋相互搭接粘合;
步骤5)由第四挤出机挤出U形塑胶,并通过压轮向所述中空加强筋施加压力,使U形塑胶披覆粘合在所述中空加强筋上。
步骤4)中,粘合熔胶冷结后形成加强筋片材。
步骤4)中,将金属片插入已挤入粘合熔胶的中空加强筋间,并通过压轮对两所述中空加强筋施加压力,使金属片和两中空加强筋粘合成一体。
步骤2)中,通过第五挤出机挤出熔融的粘接层将PP异形单壁波纹管整体包裹,形成含粘接层的中空加强筋。
本发明的有益效果是:首先,由于上搭接部和下搭接部粘合的面积较大,管体粘合得更加牢固,同时管壁的拉伸强度也会更好。其次,螺旋缠绕搭接粘合而成的管体,与同样螺旋缠绕的中空加强筋完全粘合,使得管体和中空加强筋粘合得更加牢固。从而提高缠绕管管壁的稳定性和厚度。
附图说明
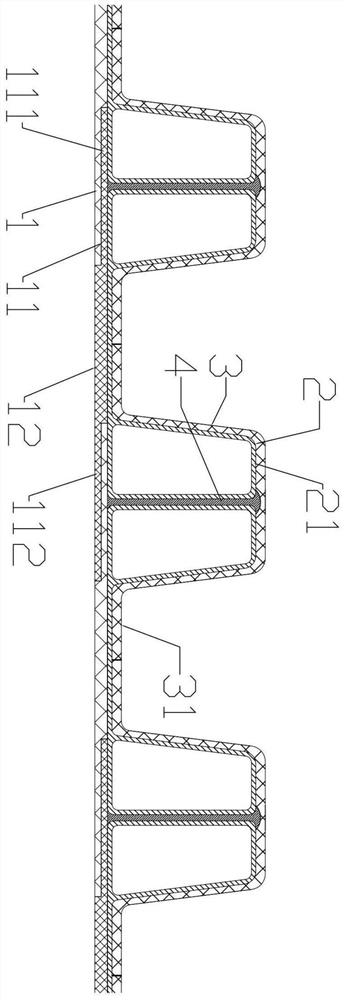
图1为本发明的实施例1的剖面结构示意图;
图2为本发明的实施例2的剖面结构示意图;
图3为本发明的实施例3的剖面结构示意图;
图4为本发明的实施例1中的中空加强筋剖面结构示意图;
图5为本发明的实施例3中的中空加强筋剖面结构示意图;
图6为本发明的生产装置示意图;
图7为本发明的生产工艺流程示意图。
附图标记:1片材、11搭接部、111上搭接部、112下搭接部、12非搭接部、2中空加强筋、21 PP异形单壁波纹管、22粘接层、3 U形塑胶、31侧翼、4加强筋片材、5金属片、61第一挤出机、62第二挤出机、63第三挤出机、64第四挤出机、65第五挤出机、66压轮。
具体实施方式
以下将结合附图对本发明的构思、具体结构及产生的技术效果作进一步说明,以便充分地了解本发明的目的、特征和效果。
如图1所示,实施例1,是本发明所述的一种PP双高筋增强型聚乙烯缠绕管,包括由带状片材1螺旋缠绕搭接粘合的管体,以同样螺旋缠绕方式跨压粘合在管体外的中空加强筋2,以及外覆在中空加强筋2上部外侧的U形塑胶3。所述带状片材1包括搭接部11和非搭接部12;在螺旋状态时,上搭接部111与下搭接部112相互搭接后,构成搭接部11;搭接部11的宽度是非搭接部12宽度的两倍。所述中空加强筋2包括PP异形单壁波纹管21;所述PP异形单壁波纹管21的横截面为两侧对称设置的直角梯形结构,PP异形单壁波纹管21的横截面宽度与搭接部11宽度相等。
由于异型单壁波纹管可以任意无内应力弯曲,且可选择合适的形状,在缠绕成型的过程中,中空加强筋的高度和弯曲度都可以有比较大的选择范围,有利于提高管材的结构壁高度和惯性矩,从而经济性地增加管材的环刚度。管体和中空加强筋的完全粘合,提高了缠绕管壁的厚度,使结构更加稳定。
为了增加中空加强筋2的稳定性,所述中空加强筋2和U形塑胶3的四周均为圆角结构。所述U形塑胶3侧翼31的宽度为非搭接部11宽度的1/2。两相邻的中空加强筋2间设有与两侧中空加强筋2的侧壁均粘合的加强筋片材4。所述加强筋片材4为粘合两侧中空加强筋2的粘合熔胶冷结而成。如图2所示,实施例2,两相邻的所述中空加强筋2间还设有金属片5。
为了得到良好的粘接效果,如图3所示,实施例3,所述中空加强筋2包括PP异形单壁波纹管21和粘接层22;所述粘接层22将PP异形单壁波纹管21整体包裹粘接,所述粘接层22底部外侧与管体粘接固定,所述粘接层22上部外侧与U形塑胶3粘合固定。
一种PP双高筋增强型聚乙烯缠绕管及其生产方法,包括以下步骤:
步骤1)从第一挤出机61挤出熔融的带状片材1,并将挤出的带状片材1螺旋缠绕在连续转动的成型辊上,使相邻的片材1相互搭接粘合形成管体;
步骤2)第二挤出机62通过成型模具挤出
步骤3)所述中空加强筋2螺旋缠绕跨压在管体上,并通过压轮66向中空加强筋2施加压力,使得中空加强筋2与管体粘合固定;
步骤4)通过第三挤出机63在相邻的中空加强筋2间挤入粘合熔胶,使得相邻的PP中空加强筋2相互搭接粘合;
步骤5)由第四挤出机64挤出U形塑胶3,并通过压轮66向所述中空加强筋2施加压力,使U形塑胶3披覆粘合在所述中空加强筋2上。
作为本发明的一种优选方案,步骤4)中,粘合熔胶冷结后形成加强筋片材4。
作为本发明的一种优选方案,步骤4)中,将金属片插入已挤入粘合熔胶的中空加强筋2间,并通过压轮66对两所述中空加强筋2施加压力,使金属片5和两中空加强筋2粘合成一体。
作为本发明的一种优选方案,步骤2)中,通过第五挤出机65挤出熔融的粘接层22将PP异形单壁波纹管21整体包裹,形成含粘接层22的中空加强筋2。
- 一种PP双高筋增强型聚乙烯缠绕管及其生产方法
- 一种双高筋增强聚乙烯缠绕管加工生产用堆叠装置