一种用于沉孔深度修正的液体垫片成型方法及模具
文献发布时间:2023-06-19 10:29:05
技术领域
本发明涉及机械制造领域,特别是涉及一种用于沉孔深度修正的液体垫片成型方法及模具。
背景技术
近年来,随着对飞机气动外形与隐身性能的要求不断提高,沉头螺栓在航空、航天领域的应用不断扩大。国内航空制造业现有的制孔设备与工艺相对落后,目前主要的制孔方式是通过工人手持风钻进行加工,对沉孔深度的加工精度无法保证,时常出现钉头平面与零件表面不齐平的现象。如果钉头表面与沉孔表面不平齐,就会给飞机结构件带来许多问题。沉头螺栓的沉头部分在拉伸时承受大量的载荷,对连接件的沉孔带来更高的应力集中,由于沉孔深度的偏差会造成沉孔与螺栓接触面与未接触面之间产生较大的应力差,在拉伸时使钉头边缘对沉孔的孔壁产生挤压,造成巨大的集中应力,致使沉孔更容易出现损伤并失效。
然而个别孔出现沉孔深度偏差就舍弃整个连接件是十分不合理的做法,目前针对上述问题的解决方式为,在装配连接时,工人根据经验涂胶加垫,但这对表面的平行度和厚度并不能严格保证,导致螺栓沉头与沉孔接触面会存在小间隙或沉头平面倾斜,这都会造成沉头螺栓连接强度和连接结构使用寿命的大大降低。
因此,如何保证沉孔深度偏差的补偿精度,从而保证在对沉孔深度偏差进行补偿后,螺栓沉头表面与结构件上表面平齐仍是一个亟待解决的问题。
发明内容
本发明的目的是提供一种用于沉孔深度修正的液体垫片成型方法及模具,以解决上述现有技术存在的问题,保证成型的液体垫片能够准确补偿沉孔深度偏差,最大程度的降低连接过程中出现的沉孔孔周损伤,保证了连接结构的安全性、可靠性,从而提高飞机的气动外形和隐身性的能力,并且有效保证飞机结构承载强度和使用寿命。
为实现上述目的,本发明提供了如下方案:本发明提供一种用于沉孔深度修正的液体垫片成型方法,待连接的上连接件上开设有连接孔,所述连接孔包括相互连接的沉孔段和通孔段;包括以下步骤,
1)、模具设计制造,所述模具包括相互连接的沉头部和圆柱部,所述沉头部尺寸与所选用沉头螺栓的螺栓沉头尺寸相同,所述圆柱部直径与所述通孔直径相同,所述模具的总长度与所述连接孔总长度相同,且所述圆柱部端面与所述模具轴线垂直;
2)、模具安装,将所述上连接件固定在水平平面上,所述连接孔底面与所述水平平面贴合,将所述模具放入所述连接孔内,且保持所述圆柱部端面与所述水平平面贴合;
3)、液体垫片成型,将液体垫片材料倒入并充满所述模具与所述沉孔的间隙,所述液体垫片材料固化后完成所述液体垫片的成型。
优选地,步骤2)中还包括在所述模具外表面涂抹脱模剂。
优选地,步骤3)中所述液体垫片材料为树脂基材料与固化剂按照100:17比例混合。
优选地,步骤3)中将所述液体垫片材料倒入所述模具与所述沉孔的间隙时,保证所述液体垫片材料溢出所述上连接件上表面,然后再刮除多余的所述液体垫片材料。
优选地,步骤3)中所述液体垫片材料的固化过程为在室温下固化168h。
优选地,步骤2)中,通过夹具的夹紧力使所述圆柱部端面与所述水平平面贴合。
优选地,步骤1)中,所述模具的所述圆柱部端面的粗糙度为Ra0.8,所述模具的所述圆柱部与所述连接孔接触的表面粗糙度为Ra1.6。
本发明的另一个目的还在于提供一种用于沉孔深度修正的液体垫片成型模具,模具包括相互连接的沉头部和圆柱部,所述沉头部尺寸与所选用沉头螺栓的螺栓沉头尺寸相同,所述圆柱部直径与待修正的沉孔下方的通孔直径相同,所述模具的总长度与所述沉孔和所述通孔总长度相同,且所述圆柱部端面与所述模具轴线垂直。
本发明相对于现有技术取得了以下技术效果:
通过将模具的沉头部尺寸设计为与所选用沉头螺栓的螺栓沉头尺寸相同,保证成型后的液体垫片适用于所选用的沉头螺栓;通过将模具圆柱部直径设置成与上连接件的通孔直径相同,保证了模具能够顺利安装到上连接板中,且易拆卸,同时还避免液体垫片材料流入到模具与通孔之间的间隙;通过将模具总长度设置为与连接孔总长度相同,保证了在液体垫片成型时,通过使模具下端面与水平平面贴合,保证模具的沉头部端面与上连接件上表面平齐,进而保证液体垫片的成型尺寸能够精确保证沉头螺栓安装后与上连接件表面的平整度;通过上述设置最终保证成型的液体垫片能够准确补偿沉孔深度偏差,最大程度的降低连接过程中出现的沉孔孔周损伤,保证了连接结构的安全性、可靠性。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
图1为未加垫片的结构件连接示意图;
图2为模具结构示意图;
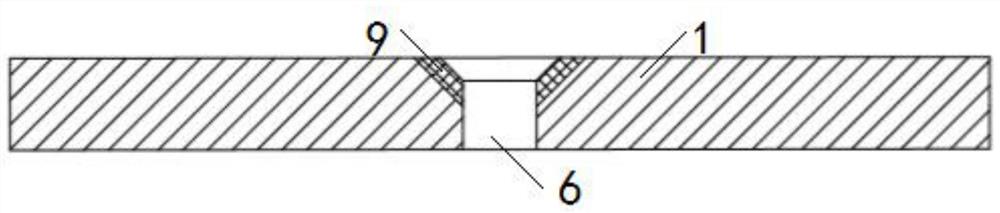
图3为液体垫片成型示意图;
图4为采用液体垫片补偿沉孔深度偏差后结构件连接示意图;
其中,1、上连接件;2、下连接件;3、沉头螺栓;4、沉孔;5、通孔;6、模具;7、沉头部;8、圆柱部;9、液体垫片。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明的目的是提供一种用于沉孔深度修正的液体垫片成型方法及模具,以解决现有技术存在的问题,保证成型的液体垫片能够准确补偿沉孔深度偏差,最大程度的降低连接过程中出现的沉孔孔周损伤,保证了连接结构的安全性、可靠性,从而提高飞机的气动外形和隐身性的能力,并且有效保证飞机结构承载强度和使用寿命。
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
请参考图1-图4。
实施例一
本实施例提供一种用于沉孔深度修正的液体垫片成型方法,本实施例中需要对上连接件1和下连接件2进行连接,待连接的上连接件1上开设有连接孔,连接孔包括相互连接的沉孔4段和通孔5段,由于加工偏差上连接件1上的沉孔4深度大于沉头螺栓3的螺栓沉头深度,直接安装沉头螺栓3进行连接会出现沉头螺栓3端面与上连接件1端面不齐平的现象,如图1所示,因此需要对沉孔4进行深度偏差修正;本实施例中沉头螺栓3选用钛合金沉头高锁螺栓,公称直径为8mm,螺栓沉头角度为90°,上连接件1上通孔5的直径设置为7.882mm,沉头螺栓3与通孔5过盈配合,沉孔4的深度为2.5mm,偏差量为0.5mm,连接孔总长度即上连接板厚度为5mm,通过增加液体垫片9对沉孔4的深度偏差进行修正,液体垫片9的成型方法包括以下步骤:
1)、模具6的设计制造,模具6包括相互连接的沉头部7和圆柱部8,沉头部7尺寸与所选用沉头螺栓3的螺栓沉头尺寸相同,本实施例中为沉头部7角度设置为90°、深度为2.0mm,直径也与沉头螺栓3的螺栓沉头直径相同;圆柱部8的直径与通孔5的直径相同,为7.882mm,模具6的总长度与连接孔总长度相同,为5mm,并且圆柱部8的端面与模具6轴线垂直;按照上述结构加工制造模具6,模具6可以为金属材质,也可以为树脂等材质,本实施例中优选为金属材质;
为提高最终液体垫片9的成型精度,需要保证模具6的加工精度,同时,本实施例中将模具6的圆柱部8端面的粗糙度设置为Ra0.8,圆柱部8与连接孔接触的表面粗糙度设置为Ra1.6;
2)、模具6的安装,将上连接件1固定在水平平面上,本实施例中水平平面为一高精度水平工作台,连接孔底面与工作台上表面贴合,将模具6放入连接孔内,由于模具6的圆柱部8尺寸与上连接件1的通孔5尺寸相同,将模具6放入连接孔内即能够实现模具6与连接孔同轴安装,并且安装后需保持圆柱部8端面与工作台上表面贴合,这样间接保证了模具6的上表面与上连接件1上表面的平齐状态,本实施例中可采用夹具如G型夹等将模具6夹紧在水平工作台上,以防止模具6受外力等因素影响造成圆柱部8端面与水平工作台表面出现间隙;
为方便后续脱模操作,本实施例中优选先在模具6的外表面涂抹脱模剂,然后再将模具6放入连接孔中;
3)、液体垫片9成型,首先制备液体垫片材料,将树脂基材料与固化剂按照100:17的比例混合,本实施例中优选树脂基材料为环氧树脂,缓慢搅动使二者充分混合的同时尽量减少其与空气接触的表面积,从而避免在内部产生气泡,影响液体垫片9的使用性能;液体垫片材料的制备过程也可以在进行步骤2)之前进行;在预先制备液体垫片材料时,混合制备的量需不超过450g,如果混合数量过大会造成热量积聚,有一定的危险性;
将制备好的液体垫片材料倒入并充满模具6与沉孔4的间隙;为了更加充分的填满模具6与沉孔4之间的间隙,本实施例中优选使液体垫片材料溢出上连接件1的上表面,然后再刮除多余的液体垫片材料;在室温下固化168h后,液体垫片9成型,当然固化时间也可根据实际情况进行相应的调整,以能够充分固化并得到相应强度为准;然后将模具6拆除,可通过工具将模具6顶出,液体垫片9与上连接件1之间无需进行拆卸,液体垫片9上若存在毛边可进一步进行打磨,保证液体垫片9表面的平整度;
以上过程完成对沉孔4深度偏差的修正,然后再通过沉头螺栓3将上连接件1与下连接件2进行连接即可,即能够保证沉头螺栓3表面与上连接件1表面保持齐平。
实施例二
本实施例提供一种用于沉孔深度修正的液体垫片成型方法,本实施例中,对上连接件1和下连接件2进行连接,待连接的上连接件1上开设有连接孔,连接孔包括相互连接的沉孔4段和通孔5段,由于加工偏差上连接件1上的沉孔4深度大于沉头螺栓3的螺栓沉头深度,沉头螺栓3与上连接件1之间为间隙配合;整体的液体垫片9成型方法的步骤与实施例一中类似,其中,
在设计模具6时,模具6的沉头部7尺寸与所选用的沉头螺栓3的螺栓沉头尺寸相同,模具6的设计尺寸可根据沉头螺栓3相关标准中的尺寸进行设计;
液体垫片材料选用胺化的环氧树脂基二组分结构性粘接剂,该材料可以在室温下固化并得到较高的强度。
其余步骤与与实施例一中相同,在此不做赘述。
实施例三
如图2所示,本实施例提供一种用于沉孔深度修正的液体垫片成型模具,应用于实施例一和实施例二的用于沉孔深度修正的液体垫片成型方法中,模具6包括相互连接的沉头部7和圆柱部8,沉头部7尺寸与所选用沉头螺栓3的螺栓沉头尺寸相同,圆柱部8的直径与待修正的沉孔4下方的通孔5直径相同,模具6的总长度与沉孔4和通孔5总长度相同,且圆柱部8端面与模具6轴线垂直,圆柱部8的端面与模具6的轴线垂直可以保证在模具6安装到通孔5中时,圆柱部8与通孔5重合,圆柱部8的端面能够与水平平面完全贴合,从而避免由于下端面的形状偏差造成模具6上表面无法与上连接件1上表面平齐的问题;其中模具6的材料可以选用金属或树脂,本实施例中优选金属;由于模具6只需要保证外部尺寸与精度,因此可以将模具6制成实心或空心结构,本实施例中为方便脱模时施加顶出力,采用实心结构。
根据实际需求而进行的适应性改变均在本发明的保护范围内。
本发明中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
- 一种用于沉孔深度修正的液体垫片成型方法及模具
- 一种用于沉孔深度修正的液体垫片成型方法及模具