一种用于挤胶枪的U型推杆的制备方法及制造设备
文献发布时间:2023-06-19 10:33:45
技术领域
本发明涉及挤胶枪领域,尤其涉及一种用于挤胶枪的U型推杆的制备方法及制造设备。
背景技术
随着中国城市化进程的加速推进,建筑规模、旧建筑维护更新面积不断扩大,建筑功能、装修档次逐渐提高,约占建筑密封胶市场份额40%的硅酮密封胶需求量将持续增长特别在建筑节能、防水、装饰装修和建筑幕墙等工程中,具有良好的发展前景。硅酮密封胶包装材料的使用量、需求量极大,挤胶枪的市场空间极大。
一般而言,挤胶枪的U型推杆用于用户握持后拉取,若非一体成型,制造时工艺复杂,且易脱落,因此需要一种新型的U型推杆结构及其制造方法,通过简单的工艺制造结构简单的挤胶枪U型推杆。
发明内容
为了克服上述技术缺陷,本发明的目的在于提供一种用于挤胶枪的U型推杆的制备方法及制造设备,快速制备易握持的挤胶枪U型推杆。
本发明公开了一种用于挤胶枪的U型推杆的制备方法,包括以下步骤:
获取一无缝杆,并对无缝杆至少一次无心磨削,直至无缝杆的直径落入一预设范围内;
对无缝杆的两端车削M5螺纹;
使用钢珠对无缝杆的外表面喷砂;
在一预设温度及预设时长下对无缝杆淬火,使得无缝杆的HRC为58-61;
对无缝杆作直线度校正,使得无缝杆的准直度在0.05-0.1间;
在无缝杆的中点处打弯,以形成位于中点处两侧的第一直管和第二直管,且第一直管和第二直管的平行度在0.5内,第一直管和第二直管的端部公差在1内;
清除第一直管和第二直管的端部内螺纹孔内的铁屑;
对无缝杆上油包装。
优选地,获取一无缝杆,并对无缝杆至少一次无心磨削,直至无缝杆的直径落入一预设范围内的步骤中,无缝杆的型号为45#无缝杆,直径为8mm,长度为640mm。
优选地,预设范围为7.75_0.03mm。
优选地,对无缝杆的两端车削M5螺纹的步骤中,MM5螺纹的深度为12mm。
优选地,在一预设温度及预设时长下对无缝杆淬火,使得无缝杆的HRC为58-61的步骤中,淬火温度在850℃-900℃间,时效温度180℃为一小时。
优选地,在无缝杆的中点处打弯,以形成位于中点处两侧的第一直管和第二直管,且第一直管和第二直管的平行度在0.5内,第一直管和第二直管的端部公差在1内和清除第一直管和第二直管的端部内螺纹孔内的铁屑的步骤间,还包括:
使用检具校验第一直管和第二直管的平行度,并用机床加工二次确保第一直管和第二直管的平行度。
本发明还公开了一种制备用于挤胶枪的U型推杆的制造设备,制造设备包括:
磨削器,接收一无缝杆,并对无缝杆至少一次无心磨削,直至无缝杆的直径落入一预设范围内;
车削器,对无缝杆的两端车削M5螺纹;
喷砂器,使用钢珠对无缝杆的外表面喷砂;
淬火器,在一预设温度及预设时长下对无缝杆淬火,使得无缝杆的HRC为58-61;
校正器,对无缝杆作直线度校正,使得无缝杆的准直度在0.05-0.1间;
弯管器,在无缝杆的中点处打弯,以形成位于中点处两侧的第一直管和第二直管,且第一直管和第二直管的平行度在0.5内,第一直管和第二直管的端部公差在1内;
除屑器,清除第一直管和第二直管的端部内螺纹孔内的铁屑;
封装器,对无缝杆上油包装。
采用了上述技术方案后,与现有技术相比,具有以下有益效果:
1.通过将两个所述推杆设置为一体式的U型杆,相对于现有技术通过螺栓连接的双推杆组合,推力更加均衡、稳定;
2.U型杆的制备方式简单,对于挤胶枪的制造成本更低,成材率更高通过设置U型推杆,方便操作所述推杆组件。
附图说明
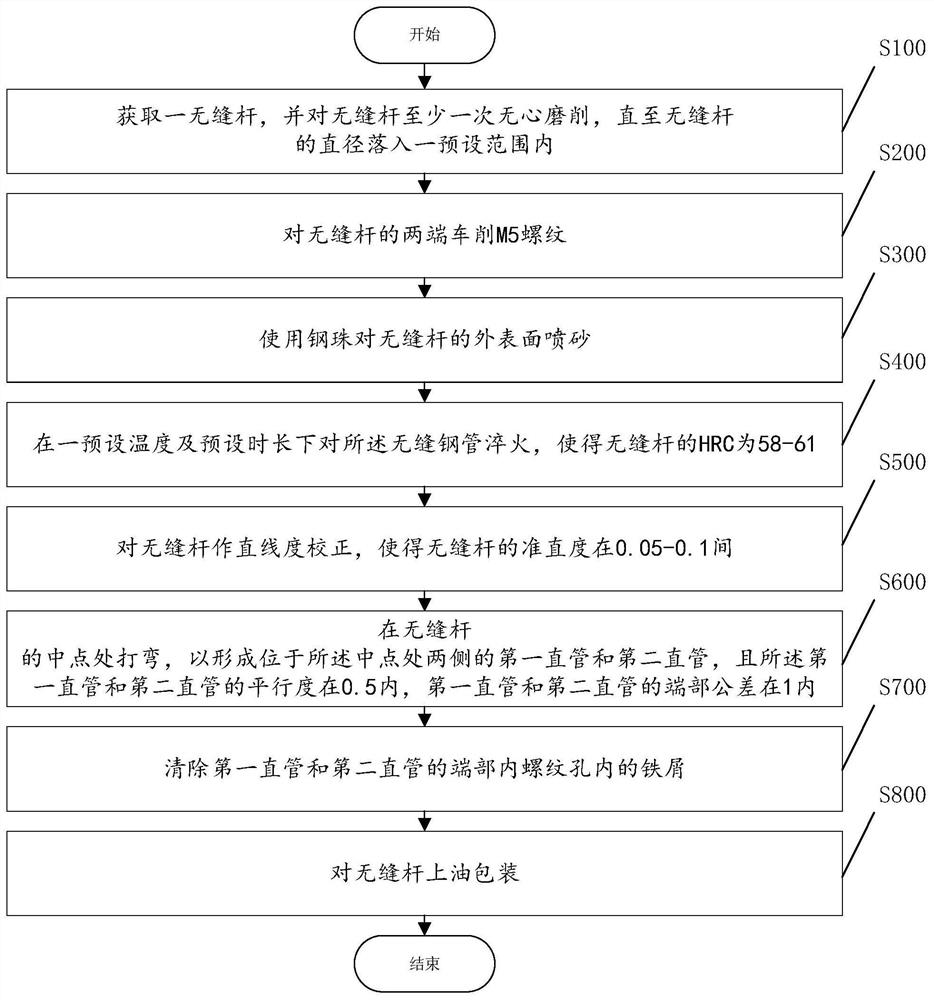
图1为符合本发明一优选实施例中U型推杆的制备方法的流程示意图。
具体实施方式
以下结合附图与具体实施例进一步阐述本发明的优点。
这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本公开相一致的所有实施方式。相反,它们仅是与如所附权利要求书中所详述的、本公开的一些方面相一致的装置和方法的例子。
在本公开使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本公开。在本公开和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义。还应当理解,本文中使用的术语“和/或”是指并包含一个或多个相关联的列出项目的任何或所有可能组合。
应当理解,尽管在本公开可能采用术语第一、第二、第三等来描述各种信息,但这些信息不应限于这些术语。这些术语仅用来将同一类型的信息彼此区分开。例如,在不脱离本公开范围的情况下,第一信息也可以被称为第二信息,类似地,第二信息也可以被称为第一信息。取决于语境,如在此所使用的词语“如果”可以被解释成为“在……时”或“当……时”或“响应于确定”。
在本发明的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
在本发明的描述中,除非另有规定和限定,需要说明的是,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,也可以通过中间媒介间接相连,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
在后续的描述中,使用用于表示元件的诸如“模块”、“部件”或“单元”的后缀仅为了有利于本发明的说明,其本身并没有特定的意义。因此,“模块”与“部件”可以混合地使用。
参阅图1,一优选实施例中,公开了一种用于挤胶枪的U型推杆的制备方法,其特征在于,包括以下步骤:
S100:获取一无缝杆,并对无缝杆至少一次无心磨削,直至无缝杆的直径落入一预设范围内;
无心磨削一般在无心磨床上进行,用以磨削工件外圆。磨削时,工件不用顶尖定心和支承,而是放在砂轮与导轮之间,由其下方的托板支承,并由导轮带动旋转。采用无心磨削的方式,可连续加工,无需退刀,装夹工件等复制时间短,生产率高;托架和导轮定位机构比普通外圆磨床顶尖、中心架机构支承刚性好,切削量可以较大,并有利于细长轴类工件的加工,易于实现高速磨削和强力磨削,以及无心外圆磨床工件靠外圆在定位机构上定位,磨削量是工件直径上的余量,故砂轮的磨损、进给机构的补偿和切入机构的重复定位精度误差对零件直径尺寸精度的影响。
S200:对无缝杆的两端车削M5螺纹;
S300:使用钢珠对无缝杆的外表面喷砂;
使用钢珠钢丸喷砂抛丸无缝杆的表面,可实现擦伤少,刮痕浅和小的效果,对于去除表面污物多厚的选用钢砂,一般可考虑钢珠和钢砂混合使用。
S400:在一预设温度及预设时长下对无缝杆淬火,使得无缝杆的HRC为58-61;
淬火是金属和玻璃的一种热处理工艺。对于无缝杆的淬火,是将无缝杆加热到临界温度Ac3(亚共析钢)或Ac1(过共析钢)以上温度,保温一段时间,使之全部或部分奥氏体1化,然后以大于临界冷却速度的冷速快冷到Ms以下(或Ms附近等温)进行马氏体(或贝氏体)转变的热处理工艺。
HRC为洛氏硬度,是由洛克威尔(S.P.Rockwell)在1921年提出来的学术概念,是使用洛氏硬度计所测定的金属材料的硬度值。该实施例中,无缝杆的HRC为58-61。
S500:对无缝杆作直线度校正,使得无缝杆的准直度在0.05-0.1间。
S600:在无缝杆的中点处打弯,以形成位于中点处两侧的第一直管和第二直管,且第一直管和第二直管的平行度在0.5内,第一直管和第二直管的端部公差在1内;
平行度指两平面或者两直线平行的程度,指一平面(边)相对于另一平面(边)平行的误差最大允许值。
S700:清除第一直管和第二直管的端部内螺纹孔内的铁屑;
S800:对无缝杆上油包装,最终完成对于挤胶枪的U型推杆的制备。同时,由于制备过程中对于无缝杆打弯,因此最终成型的为U型U型推杆,对于挤胶枪而言,无需再制备放置在U型推杆上的握把。
优选或可选地,获取一无缝杆,并对无缝杆至少一次无心磨削,直至无缝杆的直径落入一预设范围内的步骤S100中,无缝杆的型号为45#无缝杆,直径为8mm,长度为640mm。
优选或可选地,预设范围为7.75_0.03mm。
优选或可选地,对无缝杆的两端车削M5螺纹的步骤S200中,MM5螺纹的深度为12mm。
优选或可选地,在一预设温度及预设时长下对无缝杆淬火,使得无缝杆的HRC为58-61的步骤S400中,淬火温度在850℃-900℃间,时效温度180℃为一小时。
优选或可选地,在无缝杆的中点处打弯,以形成位于中点处两侧的第一直管和第二直管,且第一直管和第二直管的平行度在0.5内,第一直管和第二直管的端部公差在1内和清除第一直管和第二直管的端部内螺纹孔内的铁屑的步骤间,还包括:
S900:使用检具校验第一直管和第二直管的平行度,并用机床加工二次确保第一直管和第二直管的平行度。该平行度优选地在0.2内,而第一直管和第二直管的端部公差在0.5内。
本发明还公开了一种制备用于挤胶枪的U型推杆的制造设备,包括:
磨削器,接收一无缝杆,并对无缝杆至少一次无心磨削,直至无缝杆的直径落入一预设范围内;
车削器,对无缝杆的两端车削M5螺纹;
喷砂器,使用钢珠对无缝杆的外表面喷砂;
淬火器,在一预设温度及预设时长下对无缝杆淬火,使得无缝杆的HRC为58-61;
校正器,对无缝杆作直线度校正,使得无缝杆的准直度在0.05-0.1间;
弯管器,在无缝杆的中点处打弯,以形成位于中点处两侧的第一直管和第二直管,且第一直管和第二直管的平行度在0.5内,第一直管和第二直管的端部公差在1内;
除屑器,清除第一直管和第二直管的端部内螺纹孔内的铁屑;
封装器,对无缝杆上油包装。
应当注意的是,本发明的实施例有较佳的实施性,且并非对本发明作任何形式的限制,任何熟悉该领域的技术人员可能利用上述揭示的技术内容变更或修饰为等同的有效实施例,但凡未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何修改或等同变化及修饰,均仍属于本发明技术方案的范围内。
- 一种用于挤胶枪的U型推杆的制备方法及制造设备
- 一种制品覆层构造及具有该构造的挤胶枪推杆