一种汽车内饰件湿法成型模具
文献发布时间:2023-06-19 11:17:41
技术领域
本发明涉及汽车内饰件辅助加工技术,尤其是涉及一种汽车内饰件湿法成型模具。
背景技术
众所周知,在汽车开发过程中,主机厂往往会开发前期验证产品,对于汽车内饰件也同样如此。例如顶蓬产品作为内饰件的一种,大多采用湿法两步法工艺,需要开发制作一副成型模具与一副贴合模具。但是基材模具和贴合成型模具在产品造型上完全相同,两者主要区别于模具间隙增相差一个面料厚度。
因此现有技术的顶蓬产品进行湿法成型时存在如下缺点:
1)需要制作两副模具,开模成本高;
2)前期试制产品需要频繁的更换模具及问题整改,造成试制工时及资源的浪费。
发明内容
本发明的目的在于提供一种汽车内饰件湿法成型模具,以解决现有技术中汽车内饰件的湿法成型模具存在开模成本高和需频繁更换模具的问题。
为达此目的,本发明采用以下技术方案:
一种汽车内饰件湿法成型模具,其包括上模和下模,其中,所述上模或下模上安装有用于调节上模和下模间隙的间隙调节机构,所述间隙调节机构包括间隙调节块和驱动装置,所述驱动装置驱动间隙调节块处于第一状态或第二状态,处于第一状态时所述间隙调节块离开所述上模和下模合模时的合模面,处于第二状态时所述间隙调节块伸入所述上模和下模合模时的合模面。
特别地,所述间隙调节机构安装于所述下模上。
特别地,所述下模上于导向柱的一侧设置有支撑平台,所述间隙调节机构安装于所述支撑平台上,配合所述支撑平台于所述上模的导向套上设置有向下延伸的压紧平台,所述间隙调节块处于第一状态时,所述上模和下模合模后所述压紧平台压紧于所述支撑平台上。
特别地,所述间隙调节块固定于移动板上,所述移动板与所述驱动装置的驱动端连接,所述移动板能活动地装配于安装座上,所述安装座固定于所述支撑平台的一侧面上。
特别地,所述移动板上设置有T型槽,所述驱动装置采用气缸,所述气缸的活塞杆端部通过T型连接头连接于所述T型槽内。
特别地,所述安装座上开设有滑槽,所述移动板能活动地装配于所述滑槽内。
特别地,所述移动板与所述滑槽之间设置有导向组件,以提高移动板运行的稳定性和精度。
特别地,所述导向组件包括开设于所述滑槽两侧的限位槽,配合限位槽于所述移动板的两侧设置有限位凸台,所述限位凸台位于所述限位槽内。
本发明的有益效果为,与现有技术相比所述汽车内饰件湿法成型模具上增设间隙调节机构,采用一副模具通过间隙调整即能完成成型和贴合工序,不仅结构紧凑,设计巧妙;而且降低了开模成本,提高了工作效率,节省工时。
附图说明
图1是本发明具体实施方式提供的汽车内饰件湿法成型模具在生产基材时的结构示意图;
图2是本发明具体实施方式提供的汽车内饰件湿法成型模具在生产面料时的结构示意图;
图3是本发明具体实施方式提供的汽车内饰件湿法成型模具的间隙调节机构的立体结构示意图;
图4是本发明具体实施方式提供的汽车内饰件湿法成型模具的移动板和安装座的爆炸图。
具体实施方式
下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容理解的更加透彻全面。需要说明的是,当部件被称为“固定于”另一个部件,它可以直接在另一个部件上或者也可以存在居中的部件。当一个部件被认为是“连接”另一个部件,它可以是直接连接到另一个部件或者可能同时存在居中部件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
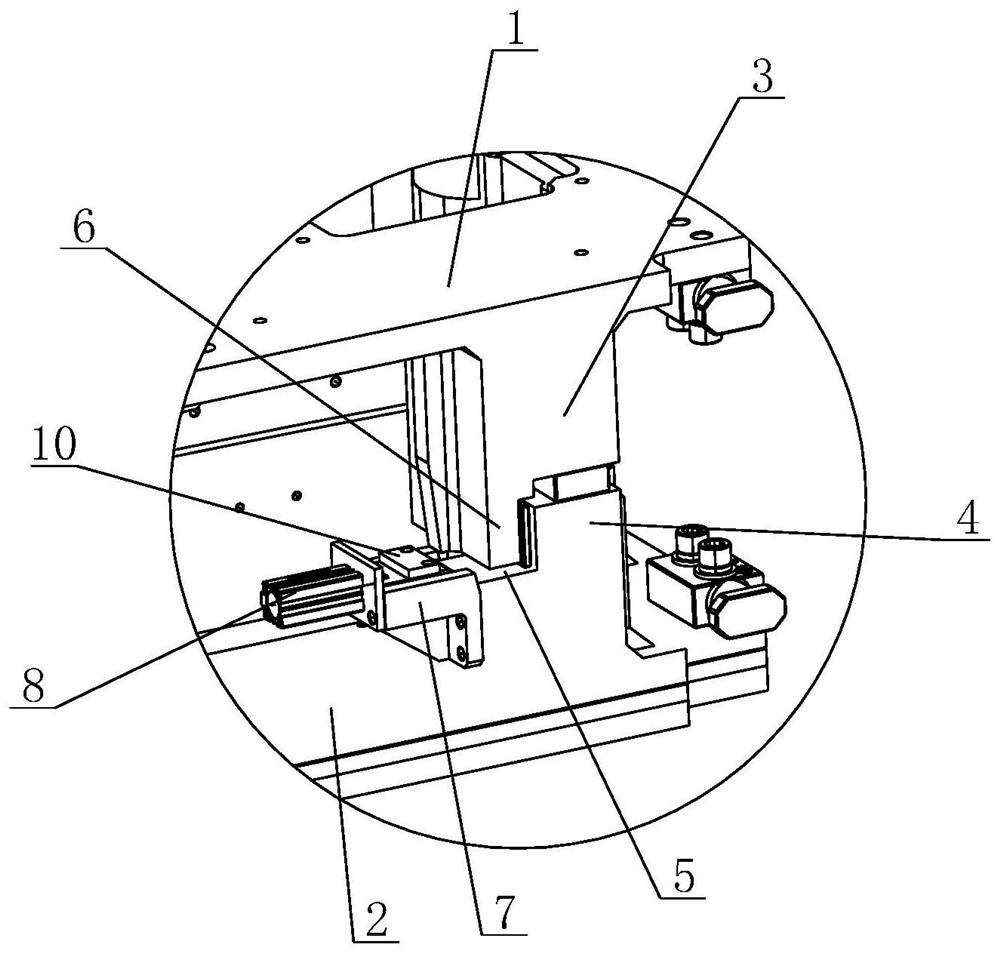
请参阅图1至图4所示,本实施例中,一种汽车内饰件湿法成型模具包括上模1和下模2,上模1和下模2的四角设置有四套导向组件,导向组件包括设置于上模1上的导向套3和设置于下模2上的导向柱4,下模2上于导向柱4的一侧设置有支撑平台5,配合支撑平台5于上模1的导向套3上设置有向下延伸的压紧平台6。
支撑平台5的侧面上均安装有间隙调节机构,间隙调节机构包括安装座7、气缸8、移动板9和间隙调节块10,安装座7通过固定螺栓能拆装地固定于支撑平台5的侧面,安装座7的外端安装有气缸安装板11,气缸8固定于气缸安装板11上,安装座7上开设有滑槽12,滑槽12的两侧面上对应开设有限位槽13,配合限位槽13于移动板9的两侧向外延伸有限位凸台14,限位凸台14设置于限位槽13内,移动板9上设置有T型槽15,气缸8的活塞杆端部通过T型连接头16连接于T型槽15内,气缸8的活塞杆的伸缩带动移动板9在滑槽12内往复移动,间隙调节块10固定于移动板9的端部。限位槽13与限位凸台14能确保间隙调节块10的运动精度,在产品试制过程中,可根据实际面料贴合效果更换间隙调节块10。
在生产基材时,气动机构退回;在生产面料贴合时,气动机构伸出,实现模具间隙增加,具体的动作过程为:
在生产基材时,气缸8带动间隙调节块10退回,上模1下压合模,压紧平台6与间隙调节块10不接触,实现基材生产要求间隙。在生产面料时,气缸8带动间隙调节块10伸出,平推至支撑平台5。上模1下压合模,压紧平台6与间隙调节块10接触,间隙调节块10与支撑平台5支撑模具间隙,实现贴合生产要求间隙。
注意,上述仅为本发明的较佳实施例及所运用技术原理。本领域技术人员会理解,本发明不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本发明的保护范围。因此,虽然通过以上实施例对本发明进行了较为详细的说明,但是本发明不仅仅限于以上实施例,在不脱离本发明构思的情况下,还可以包括更多其他等效实施例,而本发明的范围由所附的权利要求范围决定。
- 一种汽车内饰件湿法成型模具
- 一种汽车内饰件生产成型模具及其使用方法